NXTIII 编程手册.pdf - 第138页
PRG-NXTS-004S0 2. Job 编制器 NXT 系列 编程手册 125 下图表示 2D 码的读取范围的坐标的说明。 备注 )2D 码的读取范围的左上角和右上角是从元件正面看到的位置。 请在 Part D ata / Property 的 Bottom 2D Code 中设定被刻在元件 2D 码的文字 列信息。 01PRG-0138E
2. Job 编制器 PRG-NXTS-004S0
124 NXT 系列 编程手册
2.5.23 如何进行元件的 2D Code Check
对象工作头
·H01、H02(F)、G04(F) 工作头
对象 2D 码
·DataMatrix、QR 编码
注意 )分割影像获取功能不能与本功能一起使用。
QR 编码只对应 Model 2 Symbol 型号 1 ~ 20,除此以外的 QR 编码不能够读取。
备注 )QR 编码是 (株)DEVSOMAVE 的注册商标。
Job 的创建方法
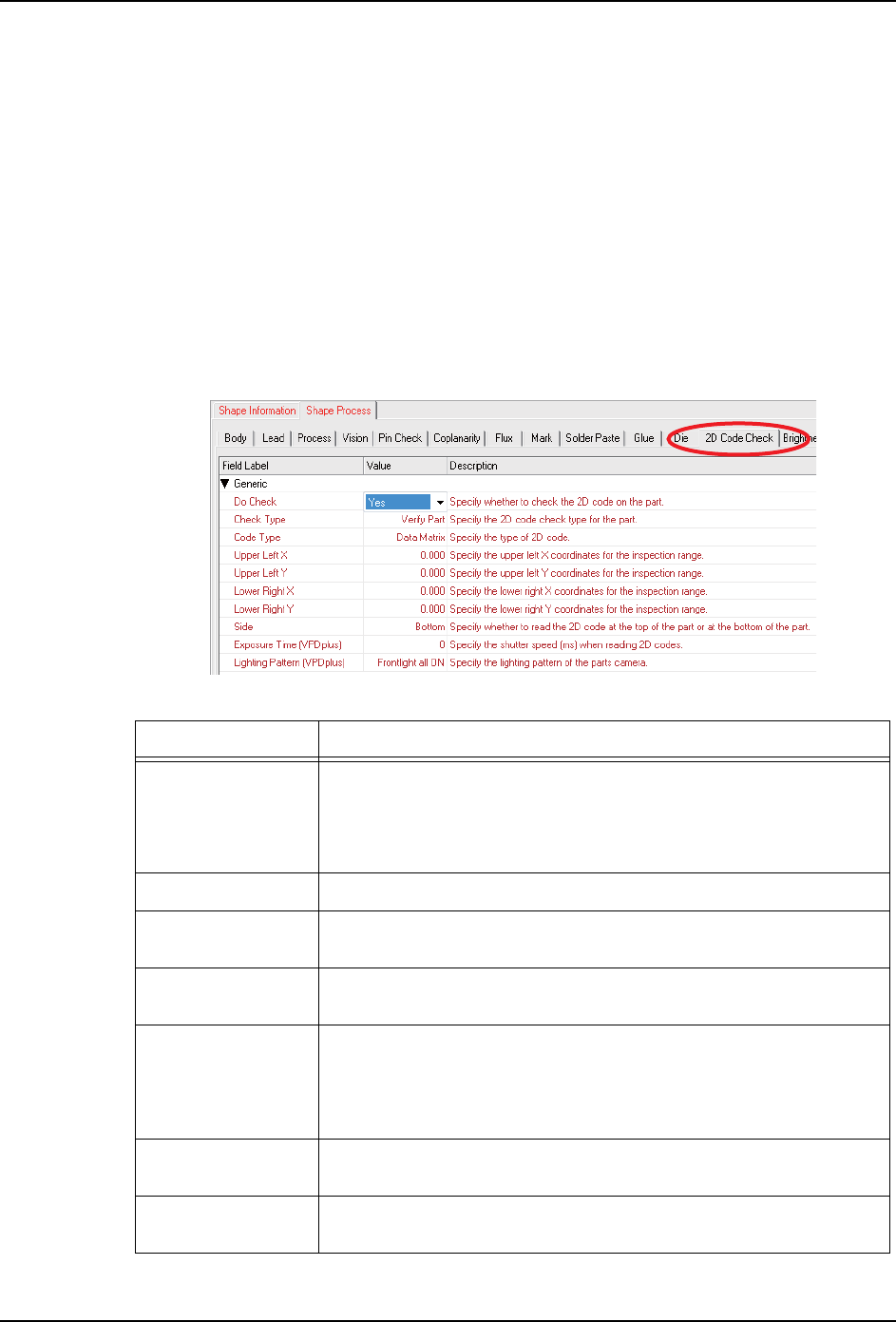
Fuji Flexa 的 [Shape Data] - [Shape Process] - [2D Code Check] 的 "Do Check" 设定
为 "Yes",就显示进行元件的 2D Code Check 所需的设定项目。请设定各项目。
项目名 说明
Check Type 设定元件 2 维码的确认内容。请设定 [Verify Part]。
Verify Part:确认元件
Manage Part ID:确认元件 ID
Code Type 从 Data Matrix、QR Code 选择元件 2 维码的形状。
Upper Left X
Upeer Left Y
设定元件 2 维码的读取范围的左上方坐标。坐标输入值为从元件
中心开始的距离。
Lower Right X
Lower Right Y
设定元件 2 维码的读取范围的右下方坐标。坐标输入值为从元件
中心开始的距离。
Side 设定读取元件上面或元件下面的 2 维码。请设定 [Bottom]。
Top:部品上面
Bottom:部品下面
Exposure
Time(VPDplus)
设定读取元件 2 维码时的曝光时间。设定为设定为 0 时,按通常
的曝光时间处理。请在 VPDplus 输入。
Lighting
Pattern(VPDplus)
选择读取元件 2 维码时元件相机的采光模式。请在 VPDplus 输入。
01PRG-0136Ea
PRG-NXTS-004S0 2. Job 编制器
NXT 系列 编程手册 125
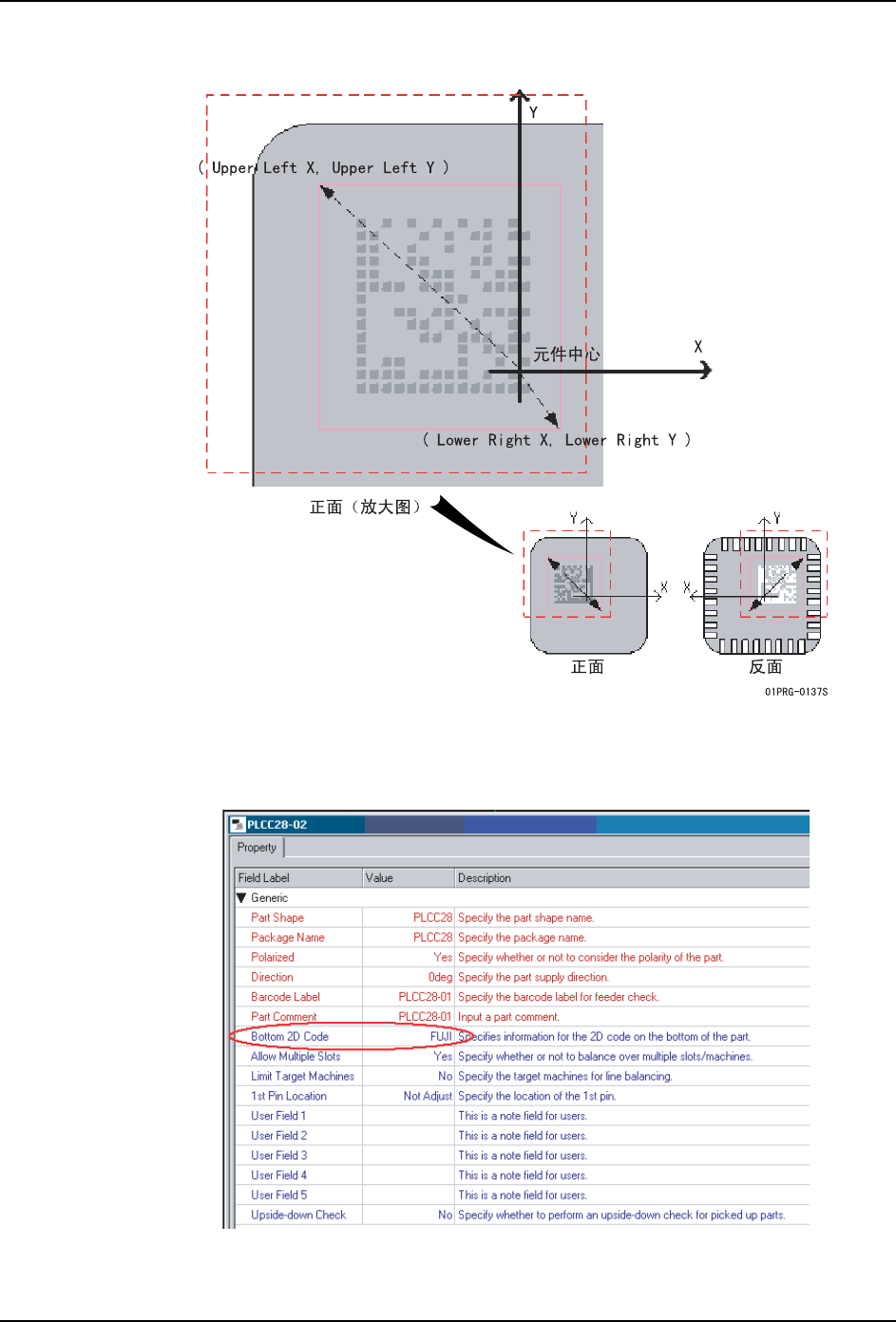
下图表示 2D 码的读取范围的坐标的说明。
备注 )2D 码的读取范围的左上角和右上角是从元件正面看到的位置。
请在 Part Data / Property 的 Bottom 2D Code 中设定被刻在元件 2D 码的文字列信息。
01PRG-0138E
2. Job 编制器 PRG-NXTS-004S0
126 NXT 系列 编程手册
2.5.24 对应元件高度 1.5 英寸
在贴装元件高度从 1.0 英寸 (25.4mm) 到 1.5 英寸 (38.1mm) 的元件时设定。
限制及注意事项
·该功能没对应标准吸嘴。使用标准套件的机械爪或者短机械爪进行贴装。机械爪
种类的详细内容请参照在 " 创建 Job" 中的 " 机械爪表 "。
·为了使用该功能,需要在生产线的最终模组上配置对应贴装元件高度 1.5 英寸的
M6-3 模组。
·不对应双搬运轨道的同名 Dual Lane 生产。对应单搬运轨道或者双搬运轨道的单
通道生产。
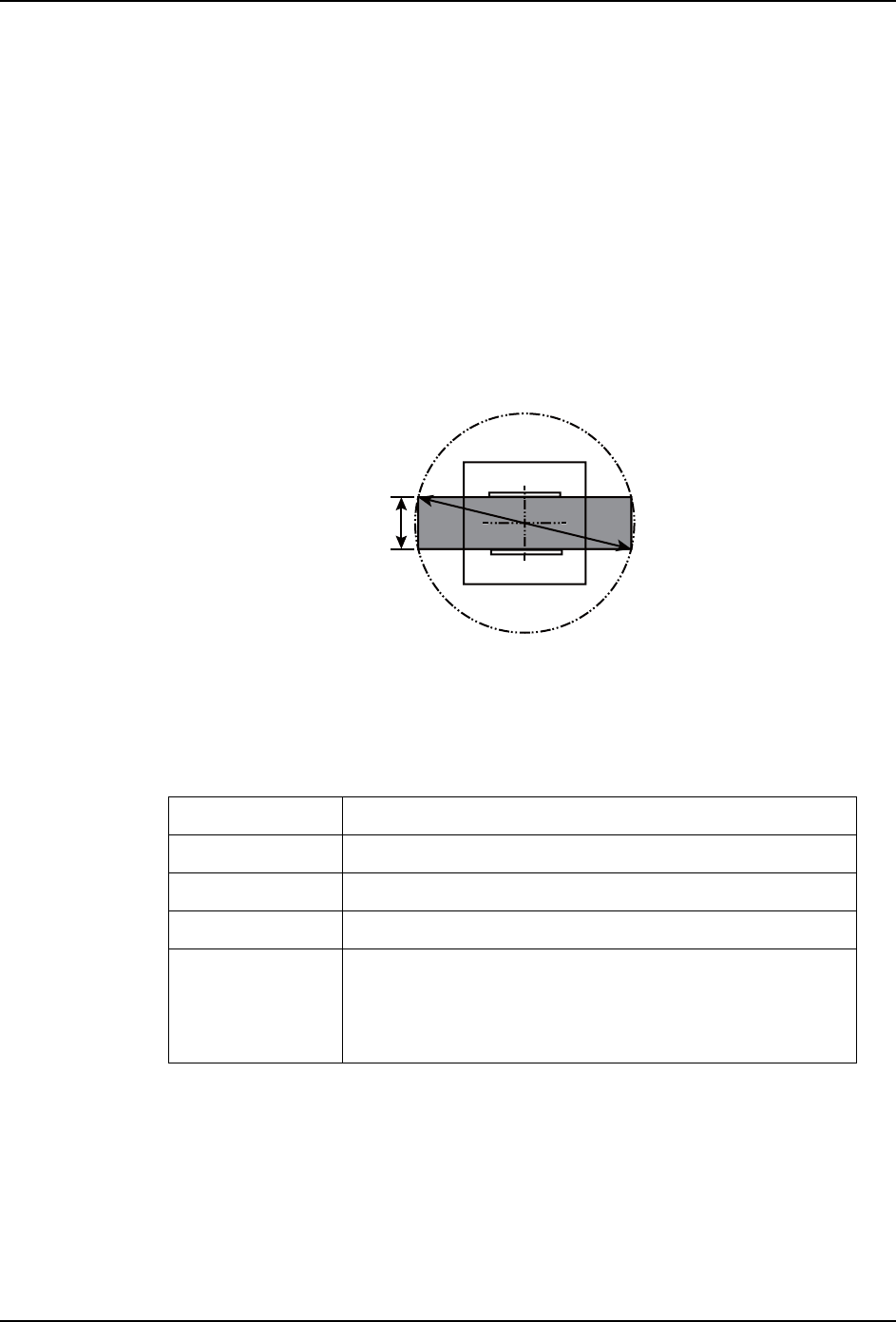
·可对应的元件尺寸是短边尺寸 (A) 在 31.0mm 以下、对角尺寸 (B) 在 90.0mm 以下
的元件。( 对角尺寸包含引脚。)
·对角尺寸 (B) 为旋转范围。元件的对角尺寸即使是在 90.0mm 以下,如果在 Pick
up offset 中元件的夹紧位置偏离时,不能贴装超过旋转范围 90.0mm 的元件。
必要的器材
对应元件高度 1.5 英寸以下的构成。
30PRG-0205
A
B
对应机器 NXT-3
对应模组 M6-3( 对应元件高度 1.5 英寸的模组 )
对应工作头 OF 工作头
对应平台 DP45/TULT( 对应元件高度 1.5 英寸 )
其他单元 管装供料器 ( 对应元件高度 1.5 英寸 )
NG 元件排出单元 L1.5( 对应元件高度 1.5 英寸 )
标准套件的机械爪 / 短机械爪