NXTIII 编程手册.pdf - 第38页
PRG-NXTS-004S0 2. Job 编制器 NXT 系列 编程手册 25 2.4.3 进程选项的设定 进行进程选项设定。 1. 请 单击 [Machine C onfiguration] 窗 口下方的 [Pro cess Options]标签页 。 2. 请参照以下表格的各项目进行设定。 Panel Panel Orien tation 项目名 说明 Pass Mode 不进行生产,有使 用 Conveyor 的机器时设定。 O…
2. Job 编制器 PRG-NXTS-004S0
24 NXT 系列 编程手册
6. 要把在 Job 设定的模组配置注册为标准设定时,执行工具栏的 [ 文件 ]-[ 机器环境反映
为标准值 ]。
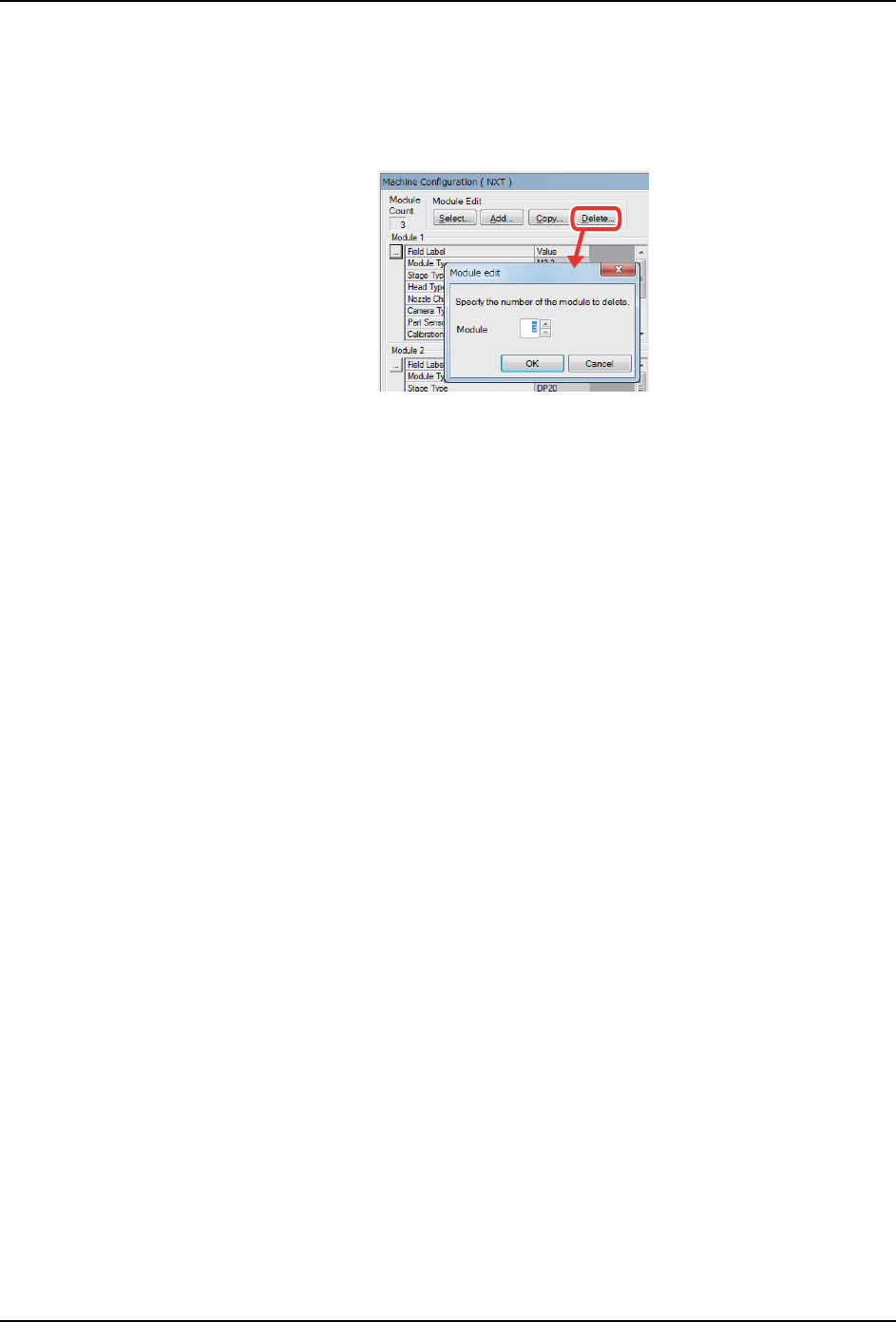
7. 删除机器时,在 [Module Edit] 群组点击 [Delete]。在 [Delete Machine] 对话框选择
删除机器的编号,点击 [OK]。
01PRG-0307E
PRG-NXTS-004S0 2. Job 编制器
NXT 系列 编程手册 25
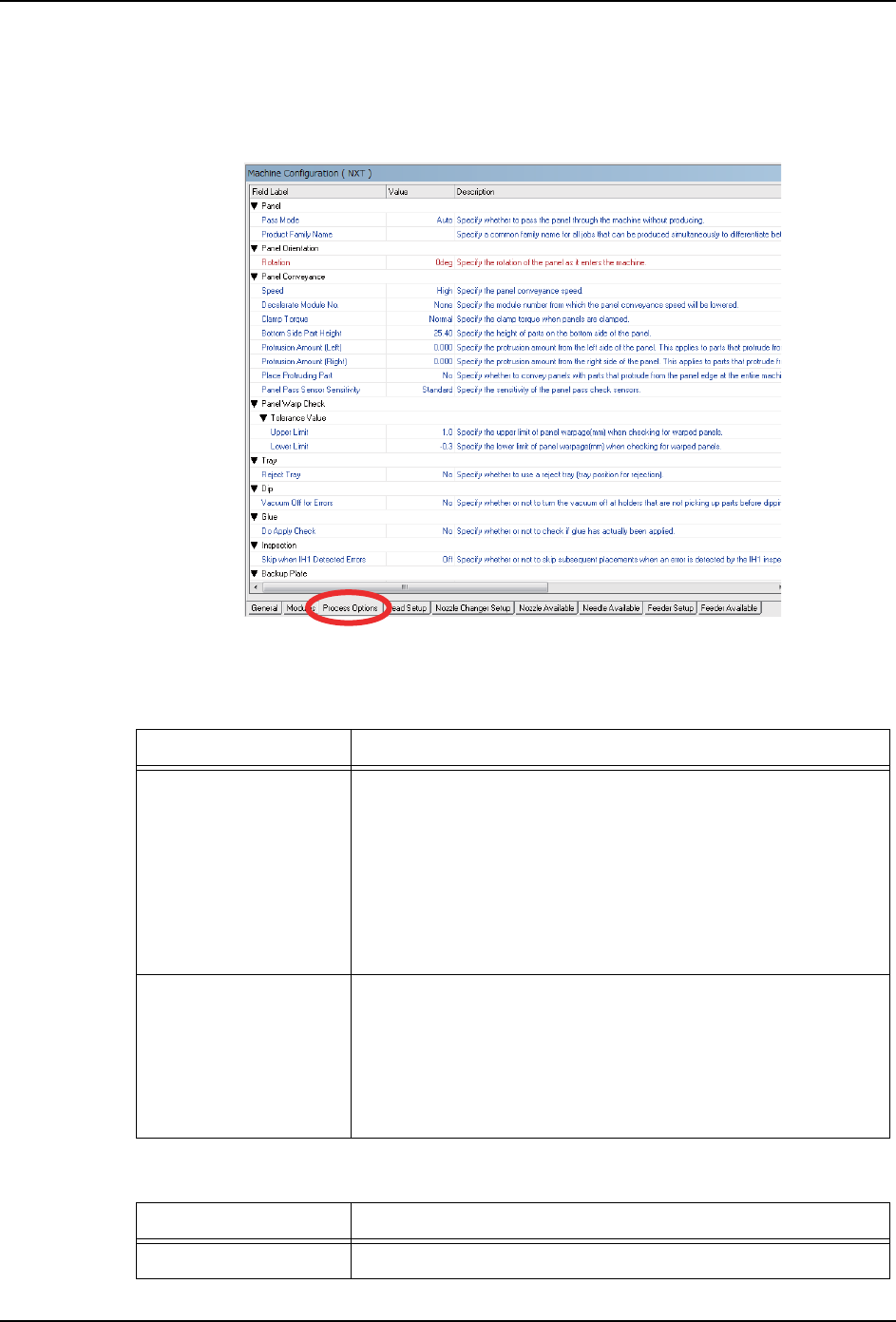
2.4.3 进程选项的设定
进行进程选项设定。
1. 请单击 [Machine Configuration] 窗口下方的 [Process Options]标签页。
2. 请参照以下表格的各项目进行设定。
Panel
Panel Orientation
项目名 说明
Pass Mode 不进行生产,有使用 Conveyor 的机器时设定。
On:启用 Pass Mode。
Off:关闭 Pass Mode。
Auto:自动设定 Pass Mode。
注意 )生产中使用此功能时,需要在 Accessories Software
设定。
Product Family Name Lane1 及 Lane2 同时生产不同电路板面时,请输入 Family
Name。
只有一样的 Family Name 才可以同时生产。不同的 Family
Name 无法同时生产。
在 Family Name 没有输入的 Job,可以同时生产。
项目名 说明
Rotation 设定电路板载入到机器时的电路板旋转角度。
01PRG-0055Ec
2. Job 编制器 PRG-NXTS-004S0
26 NXT 系列 编程手册
Panel Conveyance
Panel Warp Check - Tolerance Value
项目名 说明
Speed 设定电路板的搬运速度。
High: 该速度以稳定方式搬运标准元件的电路板。
Middle: 相当于 High 的 70%搬运速度
Low: 相当于 High 的 50%搬运速度
ULow: 相当于 High 的 30%搬送速度
Decelerate Module
No.
设定在送出侧降低电路板搬运速度的模组号码。
Speed After
Decelerate
此项目仅在 [Decelerate Module No.] 中设定了模组号码时才
显示。
设定减速后的搬运速度。此速度必须小于 [Speed] 中所指定的
速度。
Clamp Torque 设定电路板夹紧时的夹紧力矩。
Normal: 通常
Soft: 弱 (在易碎电路板的时候使用。)
Bottom Side Part
Height
设定电路板反面的元件高度。如果元件高度较低,可以缩短搬
运时间。
Protrusion Amount
(Left)
前工序送出的元件超出电路板时,设定从电路板左端开始的元
件超出量。
Protrusion Amount
(Right)
前工序送出的元件超出电路板时,设定从电路板右端开始的元
件超出量。
Place Protruding
Part
设定是否在所有机器上搬运元件超出电路板。
Yes: 搬运
No: 不搬运
Panel Pass Sensor
Sensitivity
设定电路板通过确认传感器的灵敏度。
Standard/ Middle/ Low/ ULow
发生电路板搬运异常时,请阶段性降低灵敏度。
Standard 的灵敏度更好。
备注 )Vision Board 不对应 NXT-2、NXT-2c。
项目名 说明
Upper Limit 如果进行电路板翘曲确认时,请设定电路板翘曲上限值
(mm)。
Lower Limit 如果进行电路板翘曲确认时,请设定电路板翘曲下限值
(mm)。