NXTIII 编程手册.pdf - 第157页
2. Job 编制器 PRG-NXTS-004S0 144 NXT 系列 编程手册 11.单击 [Next] 后,就会开始优 化处理。 12.STEP4,信息框中 将显示优化进程的 当前状态。优化进程 完成后,在向导的最 后步骤将 显示每个模组周期时间。 13.要查看带有周期时间的文本文件,请单击 [Report ]。要将优化处理保存到 Job 中,请 单击 [Save ]。单击 [Sav e] 后,结果将被 保存下来。如果不使 用优化…
PRG-NXTS-004S0 2. Job 编制器
NXT 系列 编程手册 143
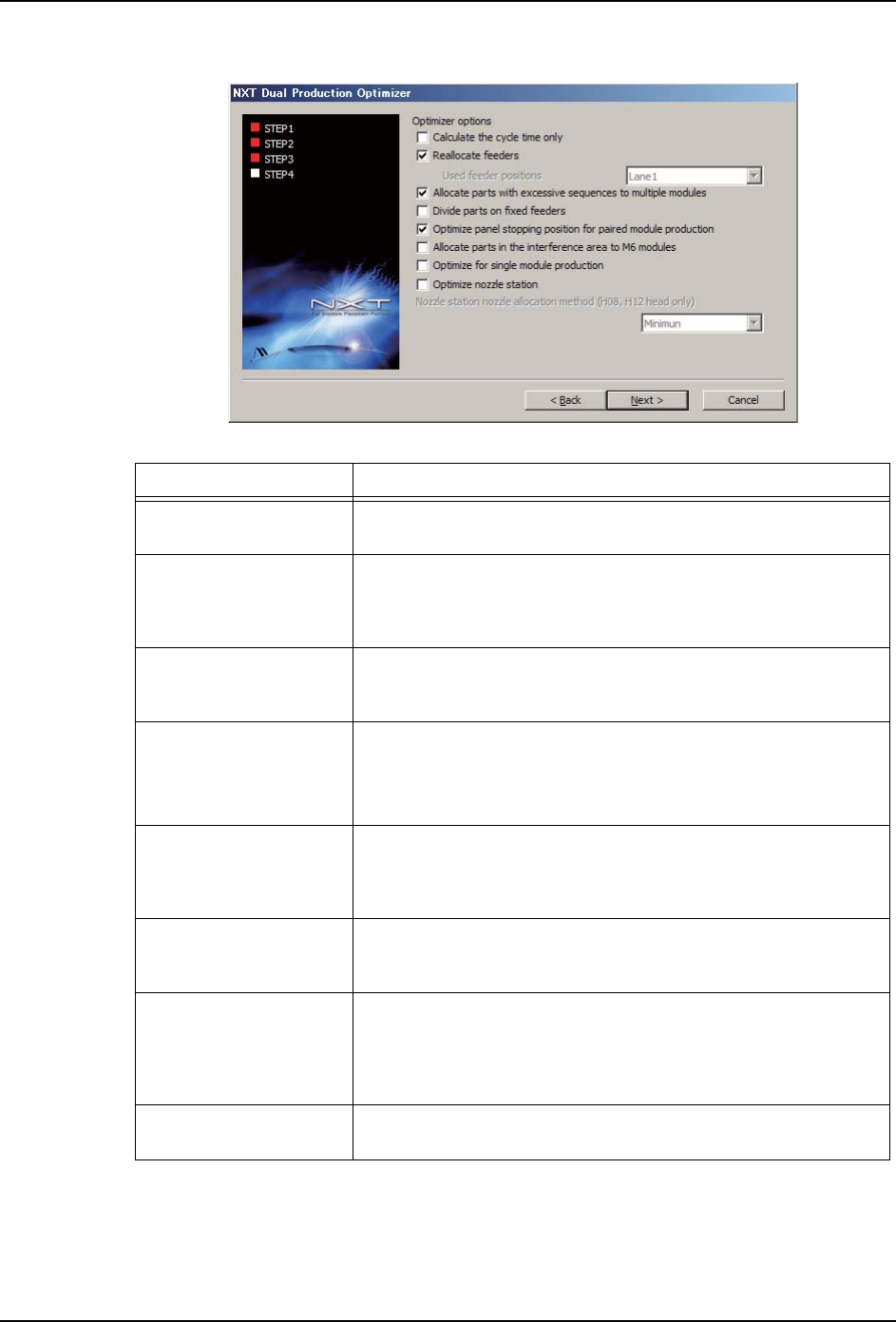
10.请选择 STEP3 要使用的 Options 项目。详细设定请参照下面的表格。
设定 说明
Calculate the cycle
time only
勾选此项后,不执行优化。(仅计算周期时间。)
Reallocate feeders 勾选此项后,执行供料器配置的优化。
如果不勾选此项,会按照已经设定的供料器配置执行优化。
从 [Used feeder positions] 下拉式列表中选择 [Lane1]、
[Lane2] 或者 [Lane1,Lane2]。
Allocate parts with
excessive sequences
to multiple modules
设定是否把贴装点数多的元件分散到多个供料器上,分配到其
他模组上。
Divide parts on fixed
feeders
选择 [Allocate parts with excessive sequences to multiple
modules] 时显示。
已固定的供料器也划分里设定。
Optimize panel
stopping position for
paired module
production
M3 双模组生产时,设定是否优化电路板停止位置。该设定只
有进行 M3 双模组生产时有效。
Allocate parts in the
interference area to
M6 modules
M3 双模组生产时,设定是否将干扰区域的元件分配到 M6 模组
上。
Optimize for single
module production
设定是否对 X 为 250 ~ 305 mm 的电路板进行 M3 单模组生产。
该设置不影响该范围外的电路板。
选择该选项生产范围内的电路板时,进行 M3 单模组生产。
Optimize nozzle
station
指定是否优化吸嘴分配。
05OTM-0102Ea
2. Job 编制器 PRG-NXTS-004S0
144 NXT 系列 编程手册
11.单击 [Next] 后,就会开始优化处理。
12.STEP4,信息框中将显示优化进程的当前状态。优化进程完成后,在向导的最后步骤将
显示每个模组周期时间。
13.要查看带有周期时间的文本文件,请单击 [Report]。要将优化处理保存到 Job 中,请
单击 [Save]。单击 [Save] 后,结果将被保存下来。如果不使用优化结果,请在不单击
[Save] 的情况下继续进行下个步骤。
14.单击 [Cancel] 关闭向导。
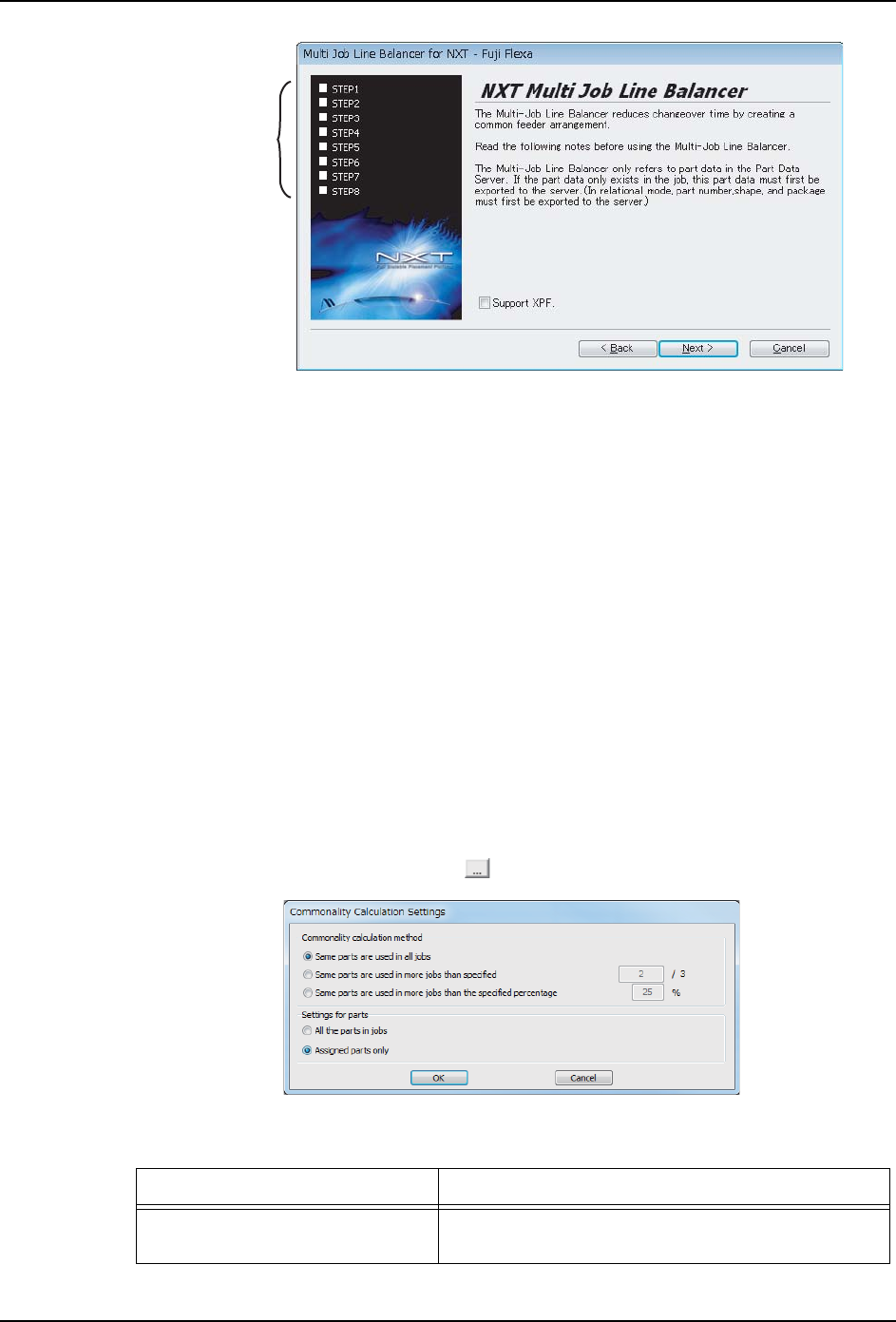
2.7.4 Multi Job Line Balancer (选项)
Multi Job Line Balancer 是创建机器的供料器配置以减少供料器换线时间的专用软件。该
软件是选项软件,它需要具备许可证才能使用。
使用 Multi Job Line Balancer 时的重要事项
请注意以下几点。
·在Multi Job Line Balancer使用的元件数据是使用在元件数据或Multi Job Line
Balancer 的 [Job used for line or feeder setup] 指定的 Job 数据。请把所有
Job 的元件数据复制到服务器或指定的 Job 上。
请分配 Multi Job Line Balancer。未 Sign 的元件是无法分配。执行前把全部的元件分配
到机器上。
操作步骤
1. 请选择 Fuji Flexa 导向器的画面左侧图标栏的 [Multi Job Line Balancer] 按钮。
2. 单击 [MultiJob LineBalancer]。启动向导。
Nozzle station nozzle
allocation method
(H08, H12 head only)
选择 [Optimize nozzle station] 时显示。
指定吸嘴置放台的吸嘴排列方式。
工作头需要最小数量吸嘴的 “Minimum” 排列。
最大数量吸嘴的 “Maximum” 排列对置放台有效。
Optomize using
"optimal" as the
optimizer type
[Optimizer Type] を [Optimal] に設定します。
[Optimal] 是以缩短实际生产时的周期时间而进行优化,因此
优化处理时间比较长。
设定 说明
PRG-NXTS-004S0 2. Job 编制器
NXT 系列 编程手册 145
3. 如果生产线上存在 XPF 时,请选择 [ 支持 XPF] 的设定。如果不存在 XPF 或者在生产线
平衡中不考虑 XPF 时,请不要选择该选项。
4. 单击 [Next]。
5. STEP1,请单击 [[Add]。显示 Job 的选择对话框。
6. 使用该对话框选择要执行多 Job 生产线平衡的 Job。
备注 )使用 [Ctrl] 或 [Shift] 键可以多项选择。
7. 选择执行生产线平衡的电路板的面,然后单击所显示对话框中的 [OK]。
备注 )这个步骤之后,可以通过右击列表中的 Job 名称,然后在快捷菜单中指定面来变更电
路板的面。
8. 继续添加 Job,直到所有希望执行生产线平衡的 Job 都添加完毕。
9. 如果希望指定 Job 的生产数量设置,请右击 Job 名称,然后选择 [Enter the
production quantity],接着在对话框中指定生产数量,再单击 [OK]。
10.如果希望优先 Job 中的电路板某面的生产,请右击 Job 名称,然后从 [Prioritizing
Production] 中指定电路板面。
11.变更元件共通度的设定时,请单击 [ ] 键。显示共通度算出基准设定对话框。
a. 请在共通度算出基准群组框内,选择使用的选项。
设定值 说明
对于在所有 Job 上使用的元件共
同。
仅对所选择 Job 上使用的同一元件进行共通处理。
01PRG-0141E
Wizard steps
01PRG-0354-E