NXTIII 编程手册.pdf - 第142页
PRG-NXTS-004S0 2. Job 编制器 NXT 系列 编程手册 129 2.6 生产线平衡 所谓的 Line Balance 是为 了各机器的负荷 (工作 量) 均等, 把贴装元件分 配到机器的功能。 2.6.1 Job Builder Line Balance 请按照下面的步 骤,使用 Job Builder 功能进 行 Line Balance 。 1. 从 [Tools] 菜单中 选择 [Line Bala nce..…
2. Job 编制器 PRG-NXTS-004S0
128 NXT 系列 编程手册
备注 )请在机器上搭载 NG 元件排出单元 L1.5( 对应元件高度 1.5 英寸 )。
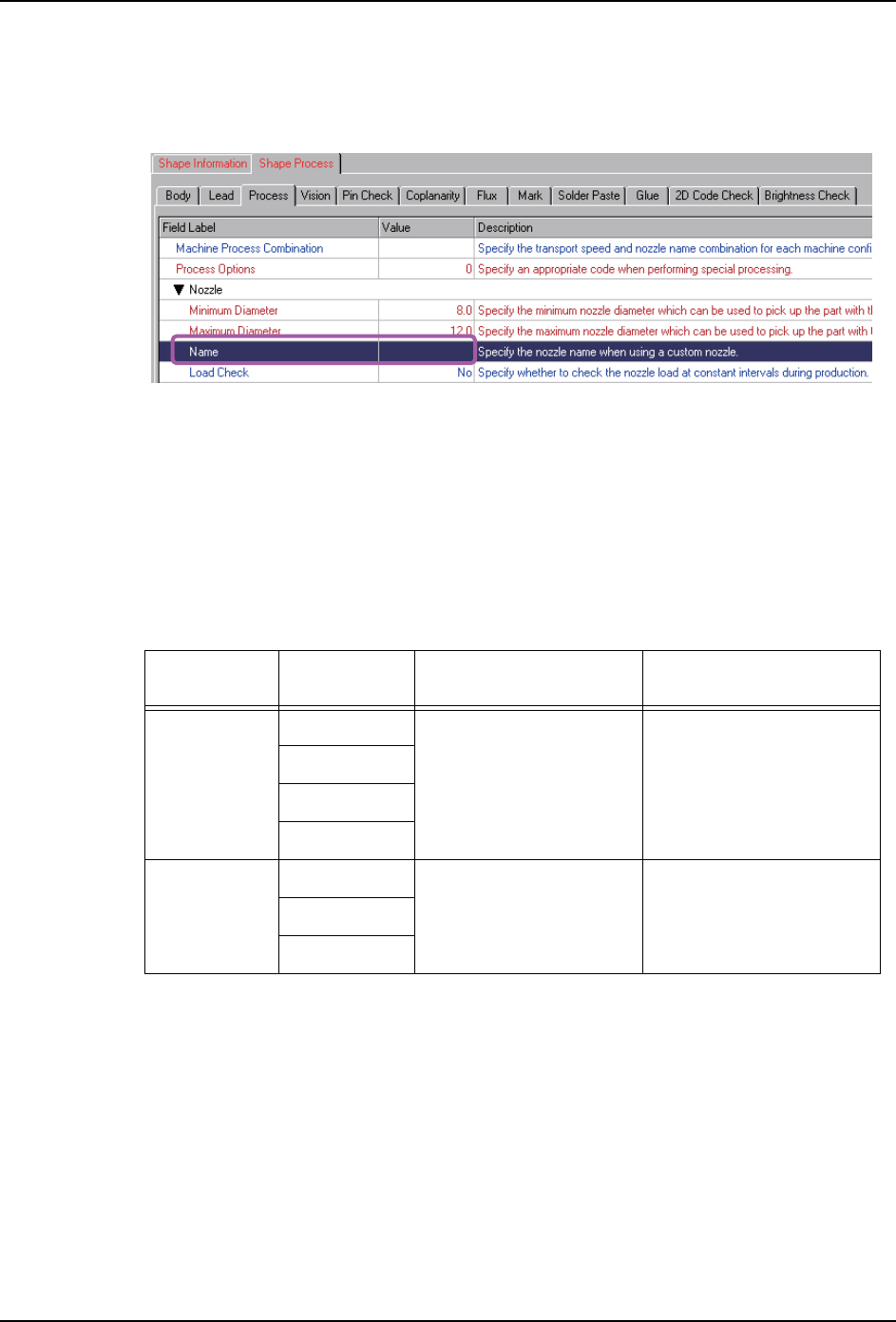
4. 请在 shape 数据的 [Shape Process] 中设定使用的机械爪的吸嘴名。
根据贴装元件高度可使用的机械爪不同。机械爪种类的详细内容请参照 " 机械爪表 "。
机械爪表
5. 设定完成后请实行优化。
6. 优化结束后请实行数据检查。
-[Process]
-[Nozzle]
-[Name]: 请设定吸嘴名。
备注 )不需要 [Minimum Diameter]、[Maximum Diameter 的 ] 的设定。
机械爪种类 吸嘴名 元件高度从 25.4mm 到
31.75mm 为止
元件高度从 31.75mm 到
38.10mm 为止
标准套件的
机械爪
1-A-14-04 可贴装 不可贴装
1-A-14-10
1-A-14-30
1-A-14-60
短机械爪 1-A-5.6-10 可贴装 可贴装
1-A-5.6-30
1-A-5.6-60
01PRG-0204E
PRG-NXTS-004S0 2. Job 编制器
NXT 系列 编程手册 129
2.6 生产线平衡
所谓的 Line Balance 是为了各机器的负荷(工作量)均等,把贴装元件分配到机器的功能。
2.6.1 Job Builder Line Balance
请按照下面的步骤,使用 Job Builder 功能进行 Line Balance。
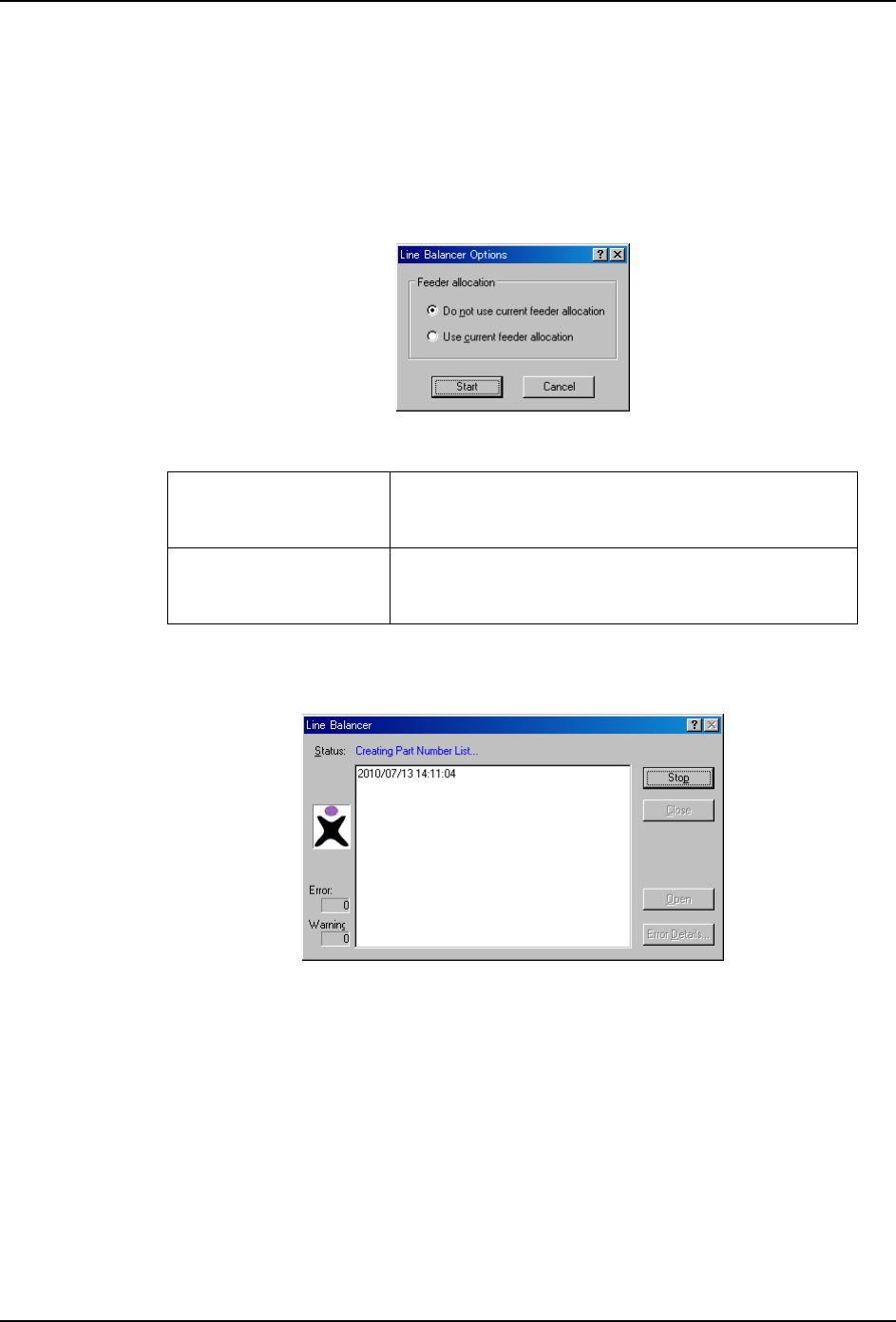
1. 从 [Tools] 菜单中选择 [Line Balance...],显示 [Line Balancer Options] 对话框。
2. 在 [Feeder allocation] 组框中选择选项。
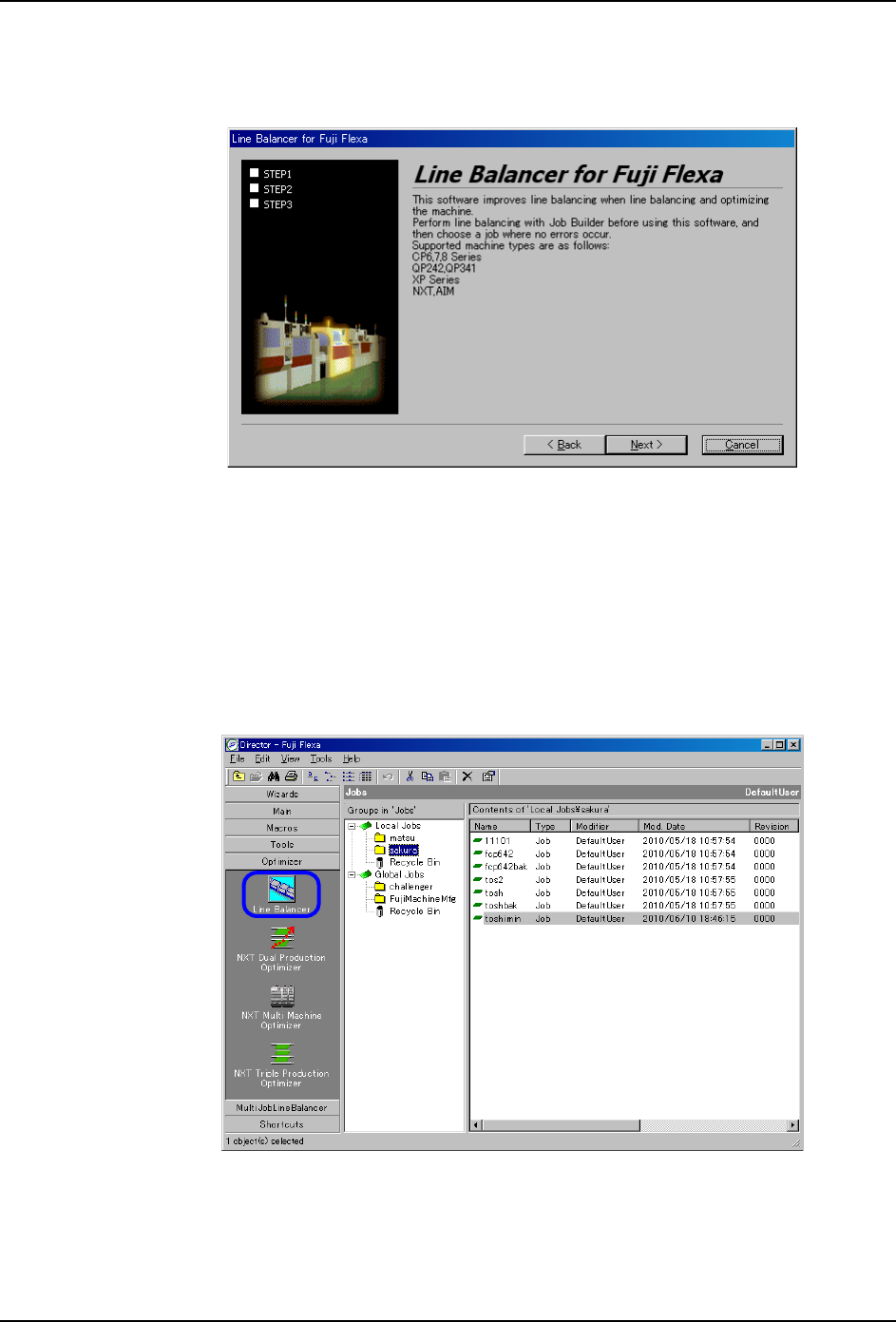
3. 单击 [Start] 按钮。
显示 [Line Balancer] 对话框,执行生产线平衡。
备注 )点击 [Stop] 按钮后会中止执行生产线平衡。
4. 生产线平衡成功后,单击 [Close] 关闭对话框。
5. 出现错误时,单击 [Error Details]、在所显示的窗口中确认错误内容后,单击
[Close] 关闭对话框。
在 Job 编制器中修正 Job 内容,再次执行生产线平衡。
备注 )所变更的内容将在创建贴装该元件的机器的生产程序时被反映。在 Edit Skipped
Feeder 画面中显示的元件不在生产线平衡范围内。执行生产线平衡后,请在 Edit
Skipped Feeder 画面执行分配。
Do not use current
feeder allocation
无视在 [Machine Configuration] 的 [Feeder Setup]
标签页中指定的供料器配置,需要根据各机器的负载
(工作量)向最适当的机器分配元件时选择此项。
Use current feeder
allocation
在优先 [Machine Configuration] 的 [Feeder Setup]
标签页中指定的供料器配置的前提下,需要将未决定
配置的其他元件分配到最适当的机器时选择此项。
05OTM-0001E
05OTM-0002E
2. Job 编制器 PRG-NXTS-004S0
130 NXT 系列 编程手册
2.6.2 Line Balancer
使用 Line Balancer,可以考虑机器之间的 Cycle Time 进行 Line Balance。
使用注意事项
使用 Line Balancer 的 Job 需要预先在 Job 编制器执行生产线平衡,以保证该 Job 不会发生
错误。
有关 Job 编制器的 “ 生产线平衡 ” 指令,请参照 [2.1 Job 编制器的 Line Balancer] 或者
《Fuji Flexa 用户手册》“Job 编制器 ” 章节中的 “ 生产线平衡 ” 的内容。
Line Balancer 的使用方法
1. 在导向器图标栏单击 [Optimizer] 标签页,单击 [Line Balancer] 图标。
05OTM-0003E
05OTM-0004E