SIPLACE Machine de placement 80 S FG.pdf - 第293页
Notice d’exploitation SIPLACE 80 S/F/G 7 Systèmes V ision Edition 07/97 Version du logiciel à partir de SR.010.xx 7.7 Manuel de description de formes de boîtier 7 - 101 7.7.3 Formes de construct i on et méthodes de mesur…
7 Systèmes Vision Notice d’exploitation SIPLACE 80 S/F/G
7.7 Manuel de description de formes de boîtier Edition 07/97 Version du logiciel à partir de SR.010.xx
7 - 100
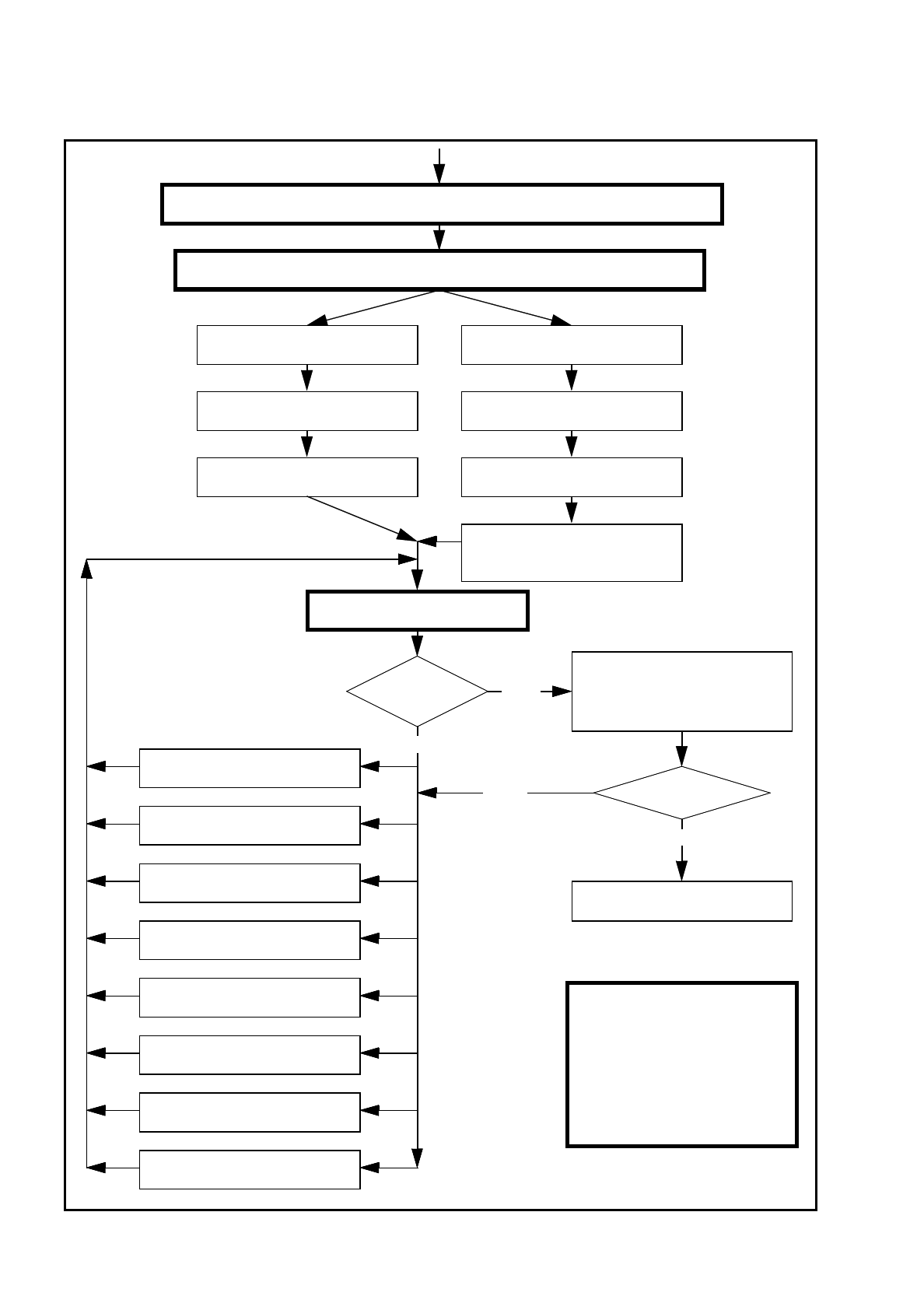
Fig. 7.7.4 Diagramme fonctionnel ’ Programmation et test d‘une forme de boîtier (FB)’, partie 2 - Calculateur de station
Non
Envoyer à station et configurer programme et configuration avec cette forme de boîtier
Modifier FB, suivant les besoins, dans le „ Système Vision “, „ Tester compos. “
Tête revolver
Prendre FB (compos.)
Tête de report IC
Prendre FB (compos.)
Afficher compos. Mesurer compos.
Examiner FB (compos.)
Return pour proch. étape de
Afficher compos.
Examiner FB (compos.)
Return pour proch. étape de
mesure
Mesurer FB (compos.)
Y a - t - il
un message d‘err-
reur ?
Oui
Répéter plusieurs fois processus
mesure (compos., transporté sur
pipette, simule prise divers com-
pos.) et examiner résultats
Toujours identique ?
Oui
Reporter plusieurs fois !
Remarque importante :
la manipulation de composants
sur la station doit impérative-
ment demeurer une exception.
En règle générale, seul un petit
nombre de composants
doit être modifié.
8. Programmer contraste
(programmer transformation)
7. Modifier dimensions Pin / Ball
6. Modifier contraste Pin / Ball
5. Modifier dimension composant
4. Modifier modes et paramètres
de mesure
3. Modifier éclairage
2. Afficher composant
1. Erreur manipulation : angle prise,
type pipette, BT sur pipette, etc.
Non
Notice d’exploitation SIPLACE 80 S/F/G 7 Systèmes Vision
Edition 07/97 Version du logiciel à partir de SR.010.xx 7.7 Manuel de description de formes de boîtier
7 - 101
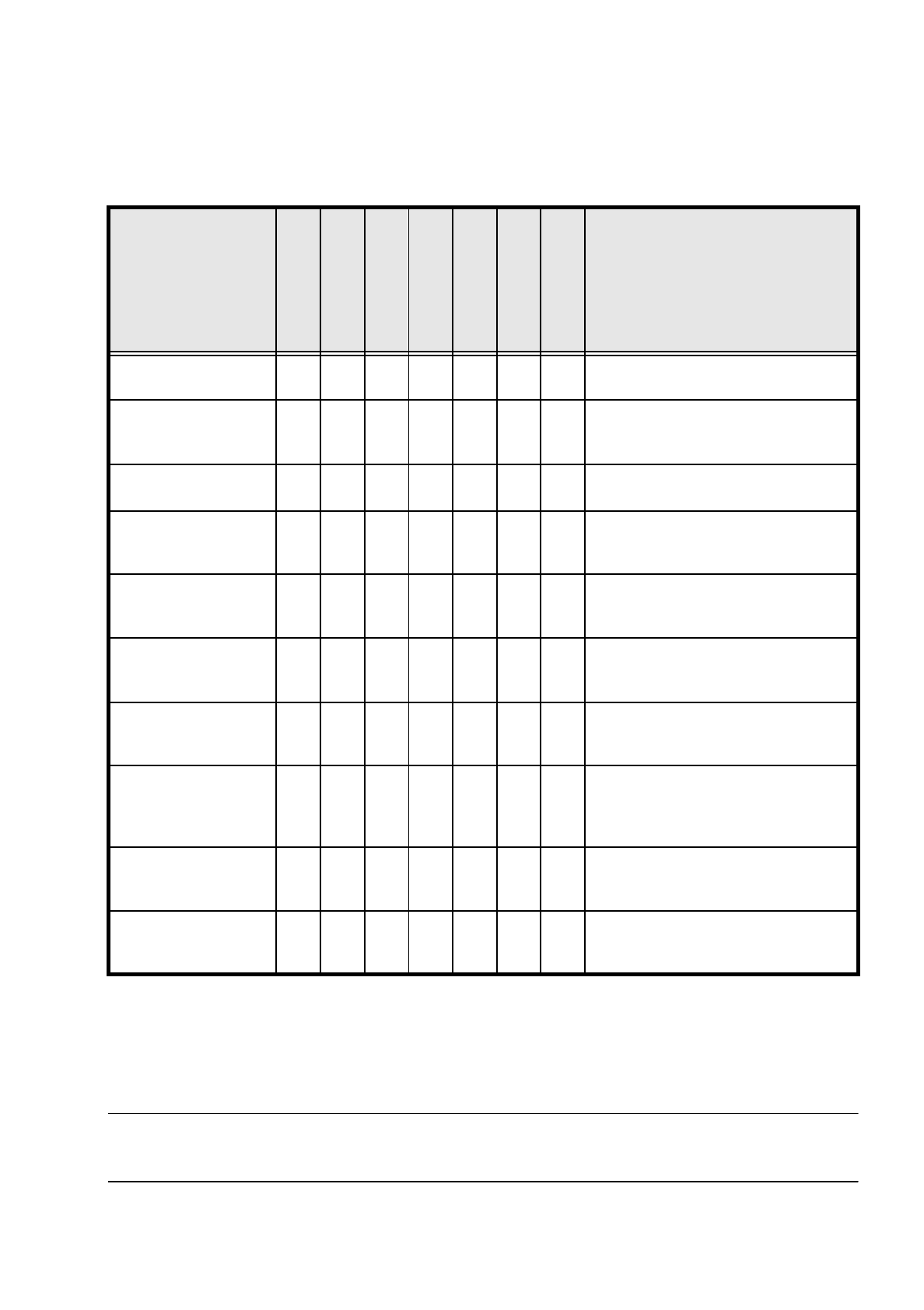
7.7.3 Formes de construction et méthodes de mesure possibles pour
un centrage grossier (G) et un centrage fin (F)
*) LEAD avec fenêtres d‘évaluation combinées pour chaque rangée de PINs remplace la méthode de mesure
CORNER. La mesure de l‘espacement est remplacée par une mesure de l‘écart (normalisé) des petites
pattes.
Si une (ou plusieurs) valeur(s) des résultats sont hors tolérance,
le composant ne sera pas reporté.
Si le composant est centré correctement, on pourra se passer d‘autres méthodes de mesure. Cependant,
exécutez toutes les étapes de centrage grossier car celles - ci réduisent les fenêtres de mesure.
Forme
de construction
SIZE
ROW
CORNER
Lead *)
combiné
Lead séparé
Fenêtre d‘évaluation
Grid
Ball
Résultat de la dernière étape
de mesure
PDC sans petites pattes G/F
∆
X,
∆
Y, (
∆φ
), longueur compos.
largeur, (qualité)
PDC effectuant une
représentation sphéri-
que
G/F Tolérance d‘angle
Petits FDCs, exemple :
2 petites pattes
G/F
∆
X,
∆
Y, (
∆φ
), longueur compos.
largeur, (qualité)
FDC régulier avec des
rangées de PIN courtes
G F (F)
Ecart max. de l‘espacement :
∆
X,
∆
Y,
∆φ,
(qualité)
FDC régulier avec des
rangées de PIN longues
G F (F)
Ecart max. de l‘espacement :
∆
X,
∆
Y, (
∆φ
),
(qualité)
FDC irrégulier avec
des rangées de PIN
courtes
G(G)F(F)
∆
X,
∆
Y, nombre de PINs (qualité)
Ecart max. de l‘espacement
FDC irrégulier avec
des rangées de PIN
longues
G(G)F(F)
∆
X,
∆ζ
Y, nombre de PINs (qualité)
Ecart max. de l‘espacement
FDC irrégulier avec
une rangée de PIN, plu-
sieurs modèles de PIN
ou espacement
GGF
∆
X,
∆
Y, (
∆φ
), écart des petites pattes
normalisé (qualité)
Nombre de PINs offset secondaire
FDCs avec dispositions
de PINs en forme de
segment circulaire
(G) G F
∆
X,
∆
Y, (
∆φ
), écart des petites pattes
normalisé (qualité)
Nombre de PINs offset secondaire
BGA, Flip - Chip G G F
∆
X,
∆
Y, (
∆φ
), espacement,
angle,
qualité
Tab. 7.7.1 Méthodes de mesure pour composants
7 Systèmes Vision Notice d’exploitation SIPLACE 80 S/F/G
7.7 Manuel de description de formes de boîtier Edition 07/97 Version du logiciel à partir de SR.010.xx
7 - 102
–
Dans le menu ’ Tester compos. ’, le centrage optique des composants est effectué par l‘intermédiaire de la
fonction ’ Examiner compos. ’ dans les différentes étapes de mesure, sans émission des résultats de la
mesure.
–
Dans le menu ’ Tester compos. ’, le centrage optique des composants est effectué par l‘intermédiaire de la
fonction ’ Mesurer compos. ’ dans toutes les étapes de mesure, avec émission de résultats de mesure.
–
Si les composants sont d‘une dimension supérieure à 32mm x 32mm, une mesure multiple sera automati-
quement effectuée dans le système Vision.
7.7.4 Réglage de l‘éclairage des composants sur la caméra de la tête
revolver
Dans le menu ’ Tester composant ’, un composant, pris dans sa position 0°, est amené vers la caméra et pro-
jeté. Sur la tête revolver de la S-15/F3, le composant est représenté par référence à l‘angle de report.
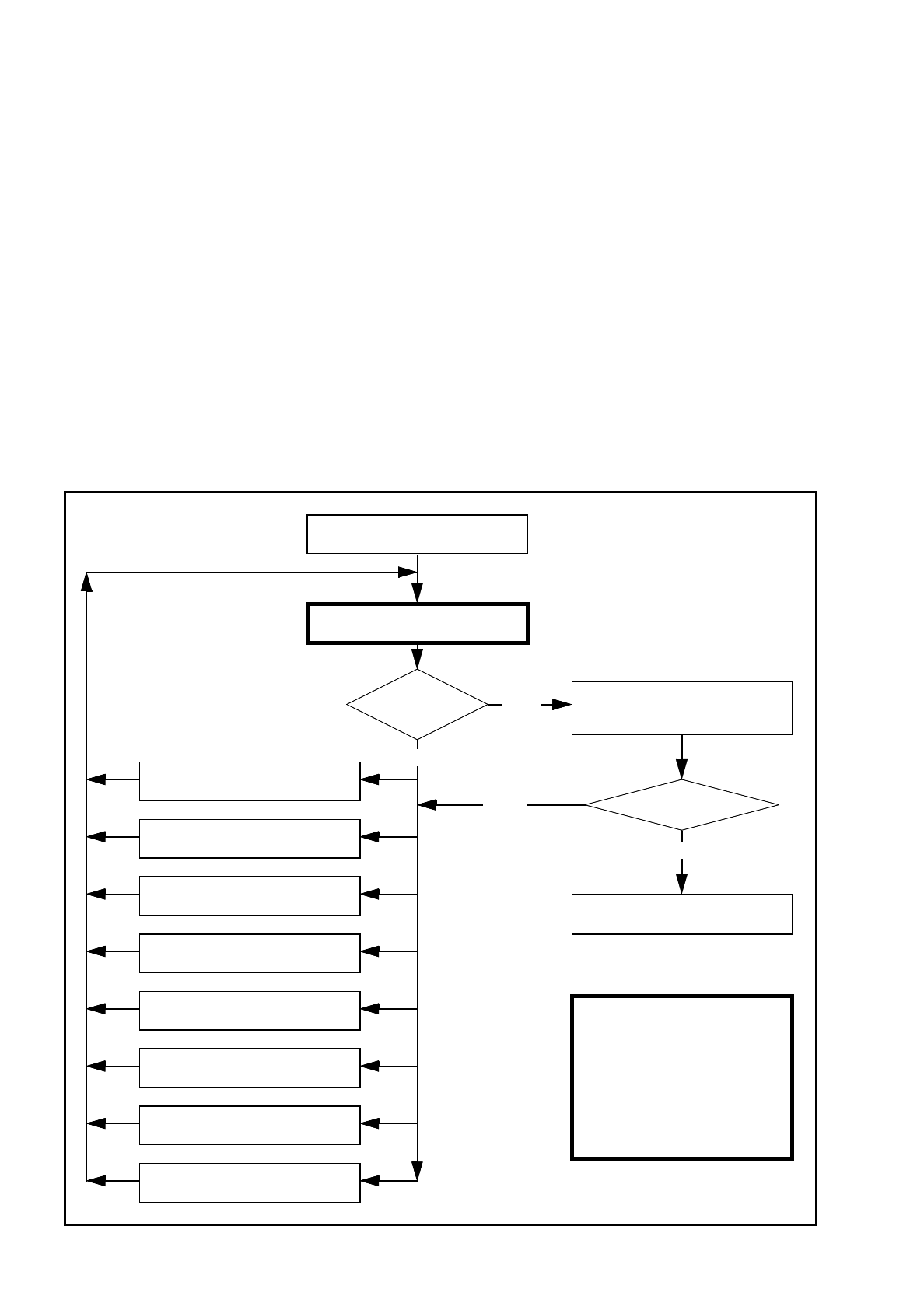
Fig. 7.7.5 Ordre dans lequel les formes de boîtiers sont programmées sur la station
Non
Mesurer (compos.)
Erreur
Oui
Reprise de la mesure et tenir
compte des résultats
de la mesure
Résultats constants
?
Oui
Reporter plusieurs fois !
Remarque importante :
la manipulation de composants
sur la station doit impérative-
ment demeurer une exception.
En règle générale, seul un petit
nombre de composants
doit être modifié.
8. Modifier sensibilité du contraste
(programmer transformation)
7. Modifier dimensions Pin / Ball
6. Modifier contraste Pin / Ball
5. Modifier dimension composant
4. Modifier modes et paramètres
de mesure
3. Modifier éclairage
2. Afficher composant
1. Erreur manipulation: angle prise,
type pipette, comp. sur pipette, etc.
Non
BE messen
„RETURN“ nächste Messung