TCM-X110_X210_X300(D) 4_Maintenance and Troubleshoot.pdf - 第324页
0 3 0 8 - 00 1 2 - 21 7 5 . 5 . 5 . 5 . 5 . 吸 取 与 贴 装 下 的 问 题 处 理 吸 取 与 贴 装 下 的 问 题 处 理 吸 取 与 贴 装 下 的 问 题 处 理 吸 取 与 贴 装 下 的 问 题 处 理 吸 取 与 贴 装 下 的 问 题 处 理 5 . 1 5 . 1 5 . 1 5 . 1 5 . 1 不 良 现 象 的 分 类 与 不 良 处 理 的 要 点 不 良 现 …
4 . 34 . 3
4 . 34 . 3
4 . 3
认 识 异 常认 识 异 常
认 识 异 常认 识 异 常
认 识 异 常
I DI D
I DI D
I D
与 复 原 方 法与 复 原 方 法
与 复 原 方 法与 复 原 方 法
与 复 原 方 法
4.3.74.3.7
4.3.74.3.7
4.3.7
照 明 控 制 接 口 板 间 通 信 异 常照 明 控 制 接 口板 间 通 信 异 常
照 明 控 制 接 口 板 间 通 信 异 常照 明 控 制 接 口板 间 通 信 异 常
照 明 控 制 接 口 板 间 通 信 异 常
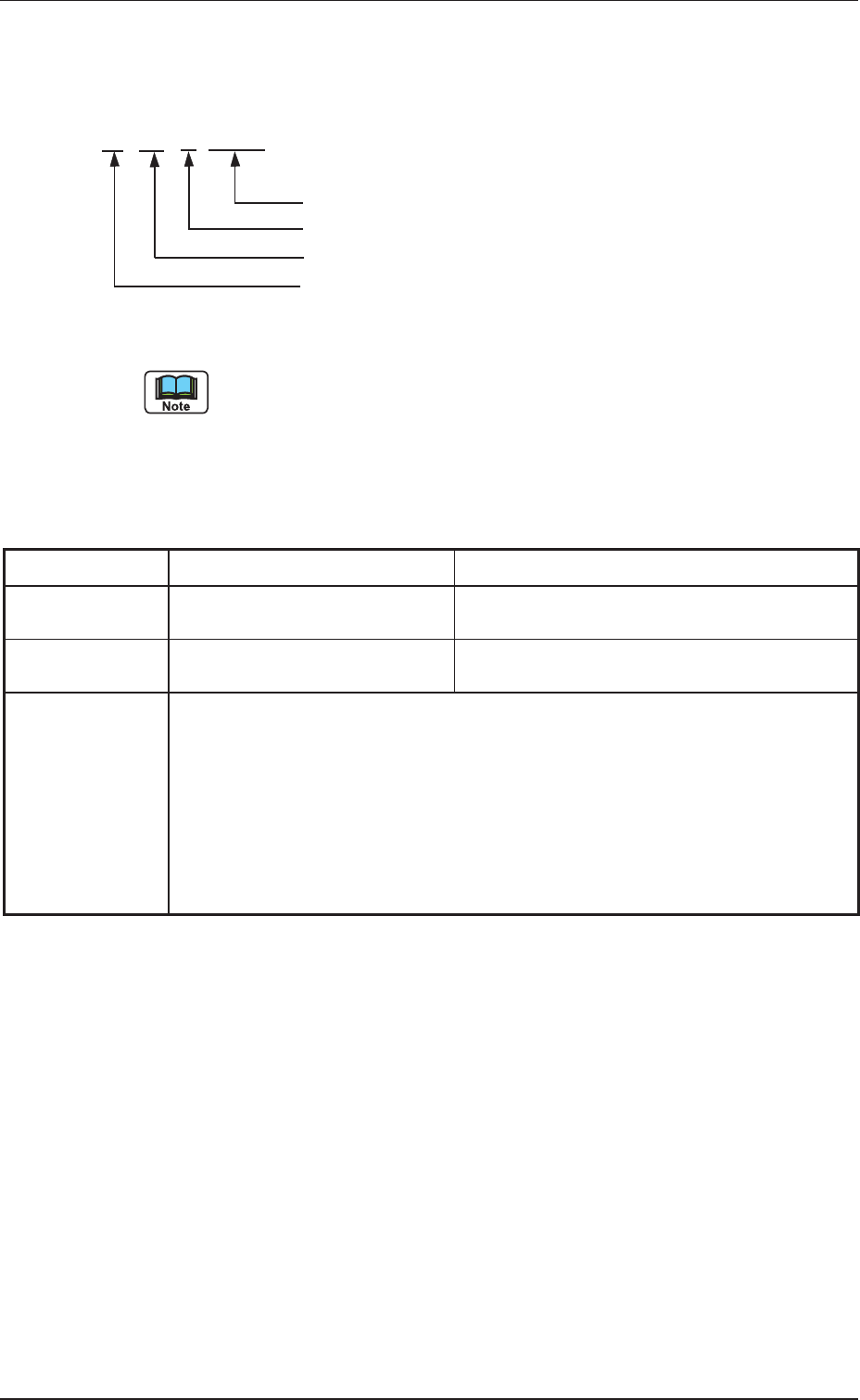
AA BB C DDDDD
详 细 编 码
异常子分类( 0 )
异常母分类( 0 )
认识功能分类( 1 4 )
在发生异常 I D 记录以外的情况时,请与本公司服务部联系。
Table 4 B 19Tabl e 4 B 19
Table 4 B 19Tabl e 4 B 19
Table 4B 19
认 识异 常认识 异 常
认 识异 常认识 异 常
认 识 异 常
I DI D
I DI D
I D
异 常 名异 常 名
异 常 名异 常 名
异 常 名
说说
说说
说
明明
明明
明
14 * * * * * * * *1 4 * * * ** * * *
14 * * * * * * * *1 4 * * * ** * * *
1 4 * * * * * * * *
---- ----
---- ----
----
与 其 它 照 明 控 制 接 口 板 间 通 信 异 常与 其 它 照 明 控 制 接 口 板 间 通 信 异 常
与 其 它 照 明 控 制 接 口 板 间 通 信 异 常与 其 它 照 明 控 制 接 口 板 间 通 信 异 常
与 其 它 照 明 控 制 接 口 板 间 通 信 异 常
14 0 0 0 0 0 0 0 11 4 0 0 0 00 0 0 1
14 0 0 0 0 0 0 0 11 4 0 0 0 00 0 0 1
1 4 0 0 0 0 0 0 0 1
---- ----
---- ----
----
认 识 照 明 控 制 接 口 板 间 通 信 异 常认 识 照 明 控 制 接 口 板 间 通 信 异 常
认 识 照 明 控 制 接 口 板 间 通 信 异 常认 识 照 明 控 制 接 口 板 间 通 信 异 常
认 识 照 明 控 制 接 口 板 间 通 信 异 常
( 要因 1 ) 是装置自检测的信息。
(复原方法 1) 请与本公司服务部联系。
0308-001 2-216
0308-001 2-217
5 .5 .
5 .5 .
5 .
吸 取 与 贴 装 下 的 问 题 处 理吸 取 与 贴 装 下 的 问 题 处 理
吸 取 与 贴 装 下 的 问 题 处 理吸 取 与 贴 装 下 的 问 题 处 理
吸 取 与 贴 装 下 的 问 题 处 理
5 . 15 . 1
5 . 15 . 1
5 . 1
不 良 现 象 的 分 类 与 不 良 处 理 的 要 点不 良 现 象 的 分 类 与 不 良 处 理 的 要 点
不 良 现 象 的 分 类 与 不 良 处 理 的 要 点不 良 现 象 的 分 类 与 不 良 处 理 的 要 点
不 良 现 象 的 分 类 与 不 良 处 理 的 要 点
5.1.15.1.1
5.1.15.1.1
5.1.1
不 良 现 象 的 分 类不 良 现 象的 分 类
不 良 现 象 的 分 类不 良 现 象的 分 类
不 良 现 象 的 分 类
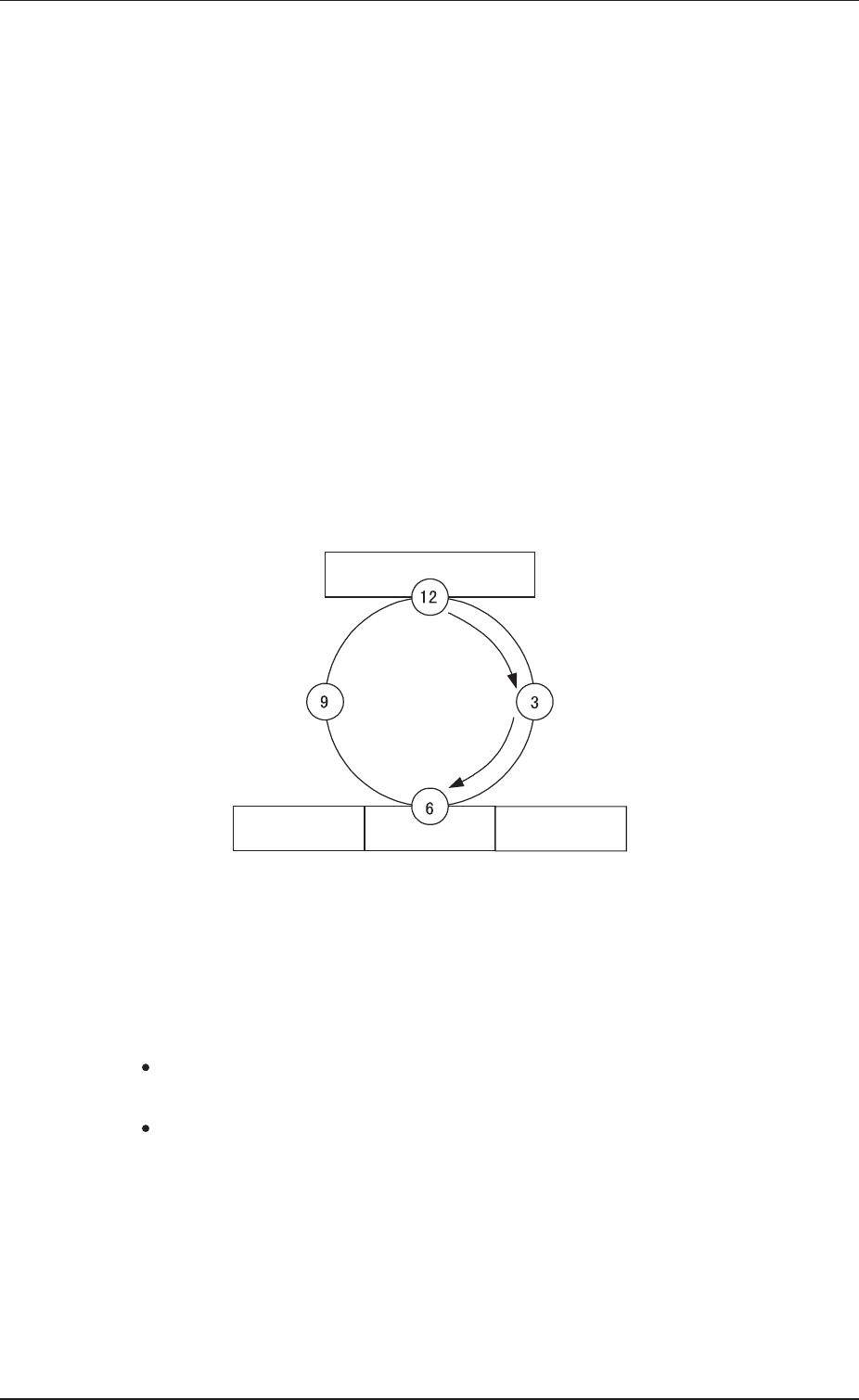
本装置可分为如下的工序 A ,B ,C ,D ,E 。
有关操作概要的详细内容,请参考 “ 第二篇:操作(培训人员) 第
二节 1 .动作概要 ” 章节。
工序 A : 元件在位置 1 2 上被吸取,被搬送到位置 3 。
工序 B : 在位置 3 上进行元件认识处理。
工序 C : 元件在位置 3 之后补正贴装角度,在位置 6 上贴装线
路板 。
工序 D : 没有陪同 X Y 工作台的移动,元件被贴装在线路板上。
工序 E : 元件 贴装结束的线路板被排 出。
F i g . 4 B 2 9F i g . 4 B 2 9
F i g . 4 B 2 9F i g . 4 B 2 9
F i g . 4 B 2 9
以此工序为基准时,不良现象大致分为如下 2 种。
贴装前 的不良
主要发生在工序 A ,B ,C 上。
贴装后 的不良
主要发生在工序 D ,E 上。
5 .5 .
5 .5 .
5 .
吸 取 与 贴 装 下 的 问 题 处 理吸 取 与 贴 装 下 的 问 题 处 理
吸 取 与 贴 装 下 的 问 题 处 理吸 取 与 贴 装 下 的 问 题 处 理
吸 取 与 贴 装 下 的 问 题 处 理
料车部料车部
料车部料车部
料车部
线路板排出部线 路 板排出部
线路板排出部线 路 板排出部
线路 板 排 出部
X Y X Y
X Y X Y
X Y
工作台部工作台部
工作台部工作台部
工作台部
工 序工 序
工 序工 序
工 序
AA
AA
A
工 序工 序
工 序工 序
工 序
BB
BB
B
工 序工 序
工 序工 序
工 序
CC
CC
C
工 序工 序
工 序工 序
工 序
DD
DD
D
工 序工 序
工 序工 序
工 序
EE
EE
E
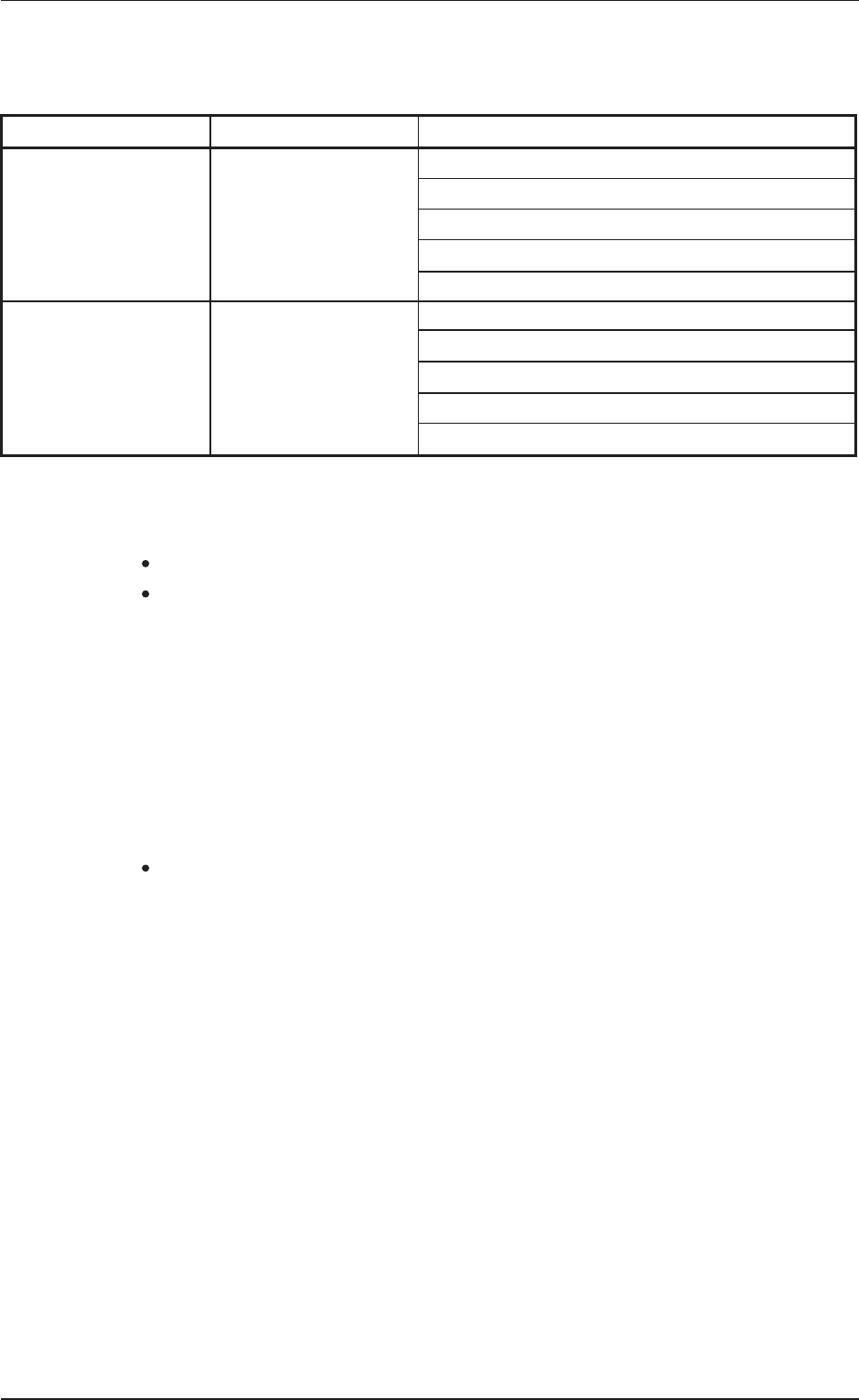
这种不良分类可参照如下 的表格。
Table 4B2 0Table 4 B2 0
Table 4B2 0Table 4 B2 0
Table 4B20
不良分类不良分类
不良分类不良分类
不良分类
不良内容不良内容
不良内容不良内容
不良内容
不不
不不
不
良良
良良
良
现现
现现
现
象象
象象
象
贴装 前的不良 元 件吸 取 异常 元件不 能吸取
发生 元件立起
发生 认识异常
元 件落 下
其 它
贴装 后的不良 元件 贴装异 常 发生元 件位置 偏离,角 度偏离
元 件装 反
发生 元件次品
发生元件损伤 / 次品
其 它
5.1.25.1.2
5.1.25.1.2
5.1.2
不 良 处 理 的 要 点不 良 处 理的 要 点
不 良 处 理 的 要 点不 良 处 理的 要 点
不 良 处 理 的 要 点
不良处理的第一点是要能正确判断哪些现象发生了多少次。
第二点是要能掌握不良现象发生的环境或条件因素。
具体项如下。
( 1 ) 是否发生于特定的元件上?
( 2 ) 是否发生于特定的生产组上?
( 3 ) 是否发生于特定的装置上?
( 4 ) 发生时期是否被规定?
第三点是指在发生在哪个工序上 。
一般,贴装后的不良几乎在最后的检查工序中被发现,这种情况
需要在各工序的过程中进行检查和将出错工序具体化。
关于 不 良现 象 , 掌握 以 上三大 要 点 十 分 重要 ,根 据 这 些能 进 行
「原 因的 清除 和处 理 方法 」的 操作 。
如果用无效对策处理不良现象,将大大浪费时间。
特别,关于发生率低的不良,请取正确的数据,并且需要检讨原
因以及处理。
5 . 15 . 1
5 . 15 . 1
5 . 1
不良现 象 的 分 类 与 不 良处理的要 点不良现 象 的 分 类 与 不 良处理的要 点
不良现 象 的 分 类 与 不 良处理的要 点不良现 象 的 分 类 与 不 良处理的要 点
不良现 象 的 分 类 与 不 良处理的要 点
0308-001 2-218