TCM-X110_X210_X300(D) 4_Maintenance and Troubleshoot.pdf - 第89页
( 2 ) 在 “ 料 车 位 置 标 尺 的 清 扫 ” 选 项 卡 中 , 按 [ 料 车 位 置 标 尺 的 清 扫 ] 按 钮 , 显 示 如 下 画 面 。 F i g . 4 A 8 6 - 2 F i g . 4 A 8 6 - 2 F i g . 4 A 8 6 - 2 F i g . 4 A 8 6 - 2 F i g . 4 A 8 6 - 2 ( 3 ) 按 [ 将 轴 向 F 1 原 点 方 向 移 动 ] 按 …
1 . 4 . 91 . 4 . 9
1 . 4 . 91 . 4 . 9
1 . 4 . 9
料车位置标尺部的清扫料车位置标尺部的清扫
料车位置标尺部的清扫料车位置标尺部的清扫
料车位置标尺部的清扫
为了避免料车的错误操作,每三个月或者在直线 导轨注油后,进
行料车位置标尺和料车位置标尺编码器安装头的清扫。
并且对检测参照标记的装置进行动作确认。
料 车 位 置 标 尺 的 清 扫料 车 位 置 标 尺 的 清 扫
料 车 位 置 标 尺 的 清 扫料 车 位 置 标 尺 的 清 扫
料 车 位 置 标 尺 的 清 扫
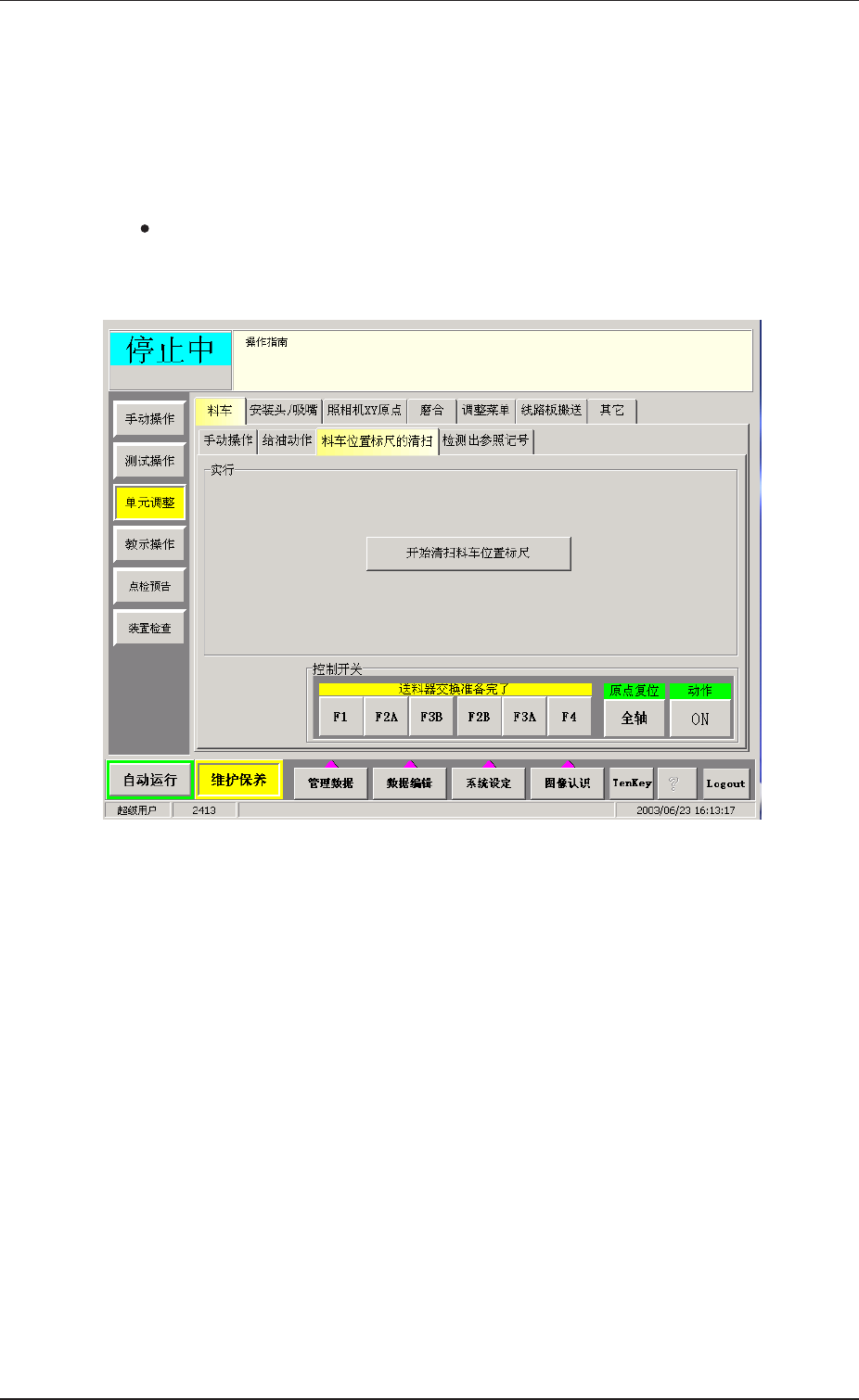
(1) 在 “ 料车 ” 选项卡中,按[ 料车位置标尺的清扫] T a b ,显示如
下画面。
F i g . 4 A 8 6 - 1 F i g . 4 A 8 6 - 1
F i g . 4 A 8 6 - 1 F i g . 4 A 8 6 - 1
F i g . 4 A 8 6 - 1 “
料车位置标尺料车位置标尺
料车位置标尺料车位置标尺
料车位置标尺 ”
选项卡选项卡
选项卡选项卡
选项卡
1 . 41 . 4
1 . 41 . 4
1 . 4
维 护维 护
维 护维 护
维 护
··
··
·
保 养 方 法保 养 方 法
保 养 方 法保 养 方 法
保 养 方 法
0308-001 1-75
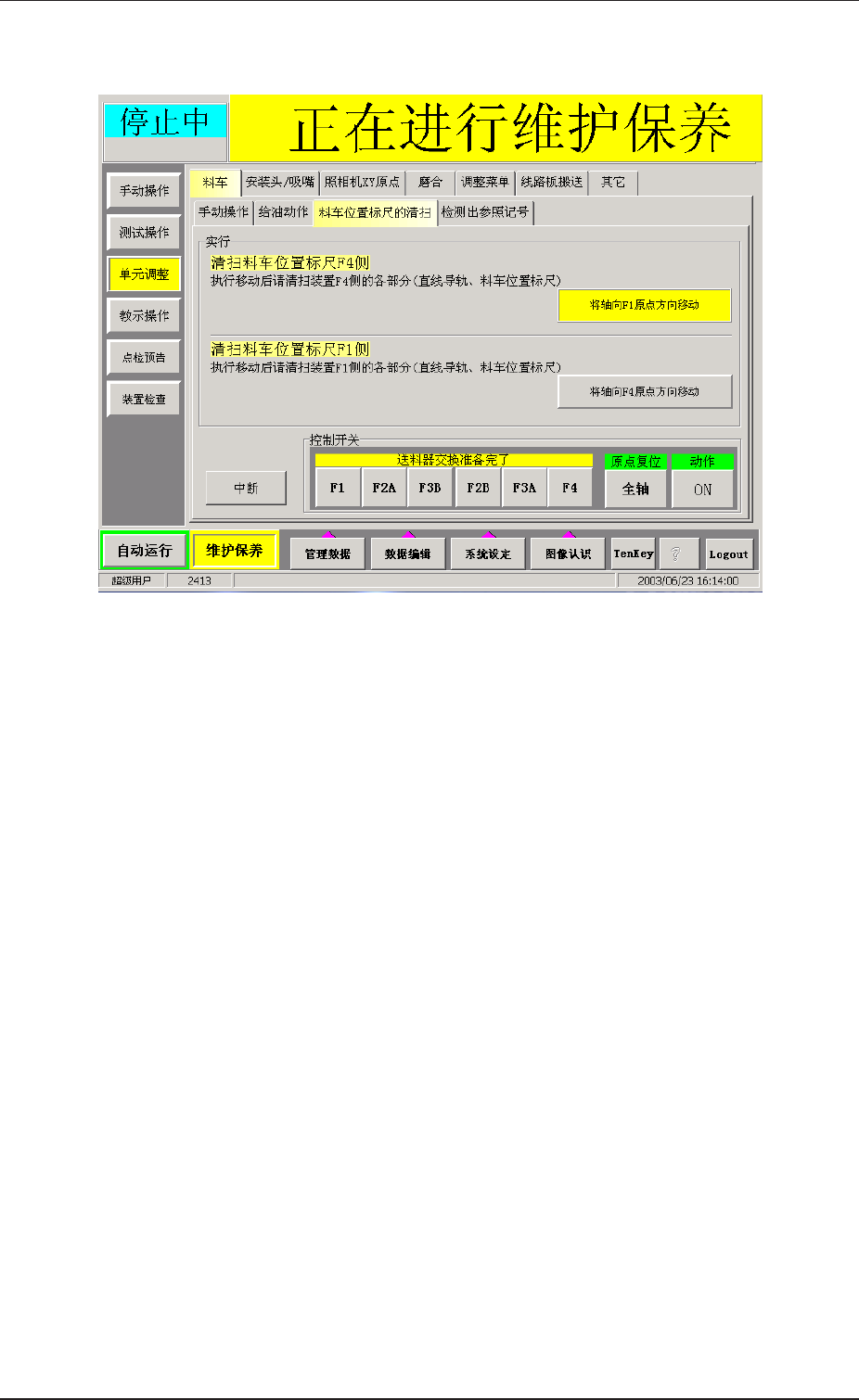
(2) 在 “ 料车位置标尺的清扫 ” 选项卡中,按[ 料车位置标尺的清
扫] 按钮,显示如下画面。
F i g . 4 A 8 6 - 2F i g . 4 A 8 6 - 2
F i g . 4 A 8 6 - 2F i g . 4 A 8 6 - 2
F i g . 4 A 8 6 - 2
(3) 按[ 将轴向 F 1 原点方向移动] 按钮或者[ 将轴向 F 4 原点方向移
动] 按钮,在 2 秒钟内按下操作台的[ E N A B L E ] 按钮。
料车向指定的原点方向 移动。
(4) 按[ 非常停止] / [ 紧急停止] 按钮,打开料车盖。
(5) 用沾有酒精( 无水乙醇) 的棉棒清扫料车位置标尺。
严禁使用酒精以外的液体。
(6) 关闭所有 的料车盖。
(7) 顺时针旋转[ 非常停止] / [ 紧急停止] 按钮,解除非常停止。
(8) 按 “ 非常停止 ” 画面的[ 复位] 按钮。
1 . 41 . 4
1 . 41 . 4
1 . 4
维 护维 护
维 护维 护
维 护
··
··
·
保 养 方 法保 养 方 法
保 养 方 法保 养 方 法
保 养 方 法
0308-001 1-76
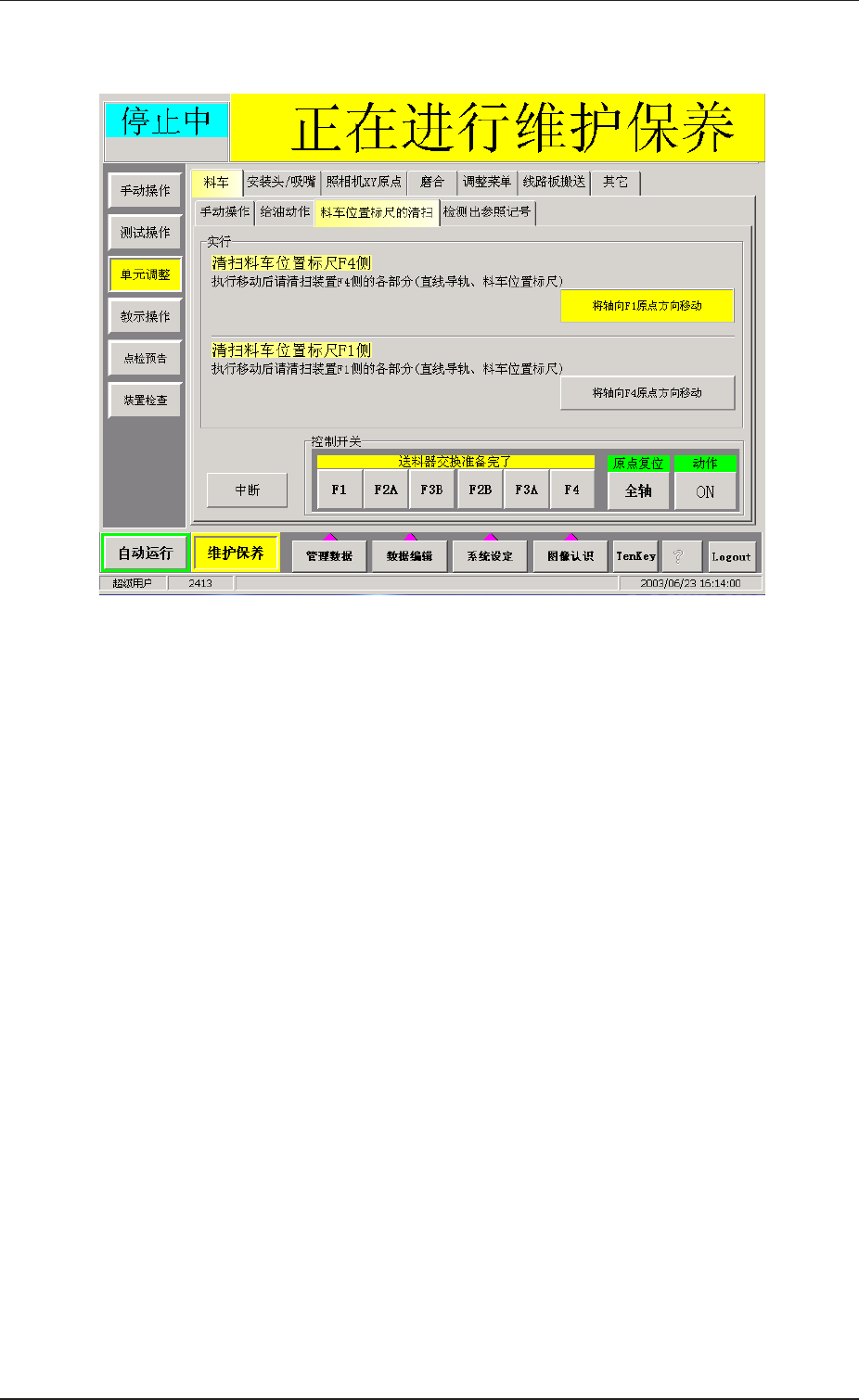
(9) 按住操作台的[ P O W E R O N ] 按钮 1 秒以上,还原装置,显示如
下画面。
F i g . 4 A 8 6 - 3F i g . 4 A 8 6 - 3
F i g . 4 A 8 6 - 3F i g . 4 A 8 6 - 3
F i g . 4 A 8 6 - 3
(10) 按原点复位[ 全轴] 按钮,在 2 秒钟内按下操作台的
[ E N A B L E ] 按钮,进行全原点复位。
(11) 按送料器交换准备完了[F1]、[F2A]、[F3B]、[F2B]、[F3A]、
[F4]按钮。
(12) 同样方法清扫反对侧的料车位置标尺。
1 . 41 . 4
1 . 41 . 4
1 . 4
维 护维 护
维 护维 护
维 护
··
··
·
保 养 方 法保 养 方 法
保 养 方 法保 养 方 法
保 养 方 法
0308-001 1-77