NXT系列 编程手册 1.pdf - 第143页
2. Job 编制器 PRG-NXTS-009S1 130 NXT 系列 编程手册 设定压下用料槽 压下用元件数据与通常的元件数 据一样, 需要在 Job 的供料器安装中进行设定。 请手动设定 或者执行优化,然后配置供料器 。 但是,请不要在机器的压下用元 件数据的料槽上安装供料器。 注意 ) ·对于没有空料槽的模组,不能使用元件压下功能。 ·进行发生料尽时切换料盘箱进行生产的运用 " 先在料盘箱 A 生产, 料尽时在料盘 箱…
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 129
指定压下坐标
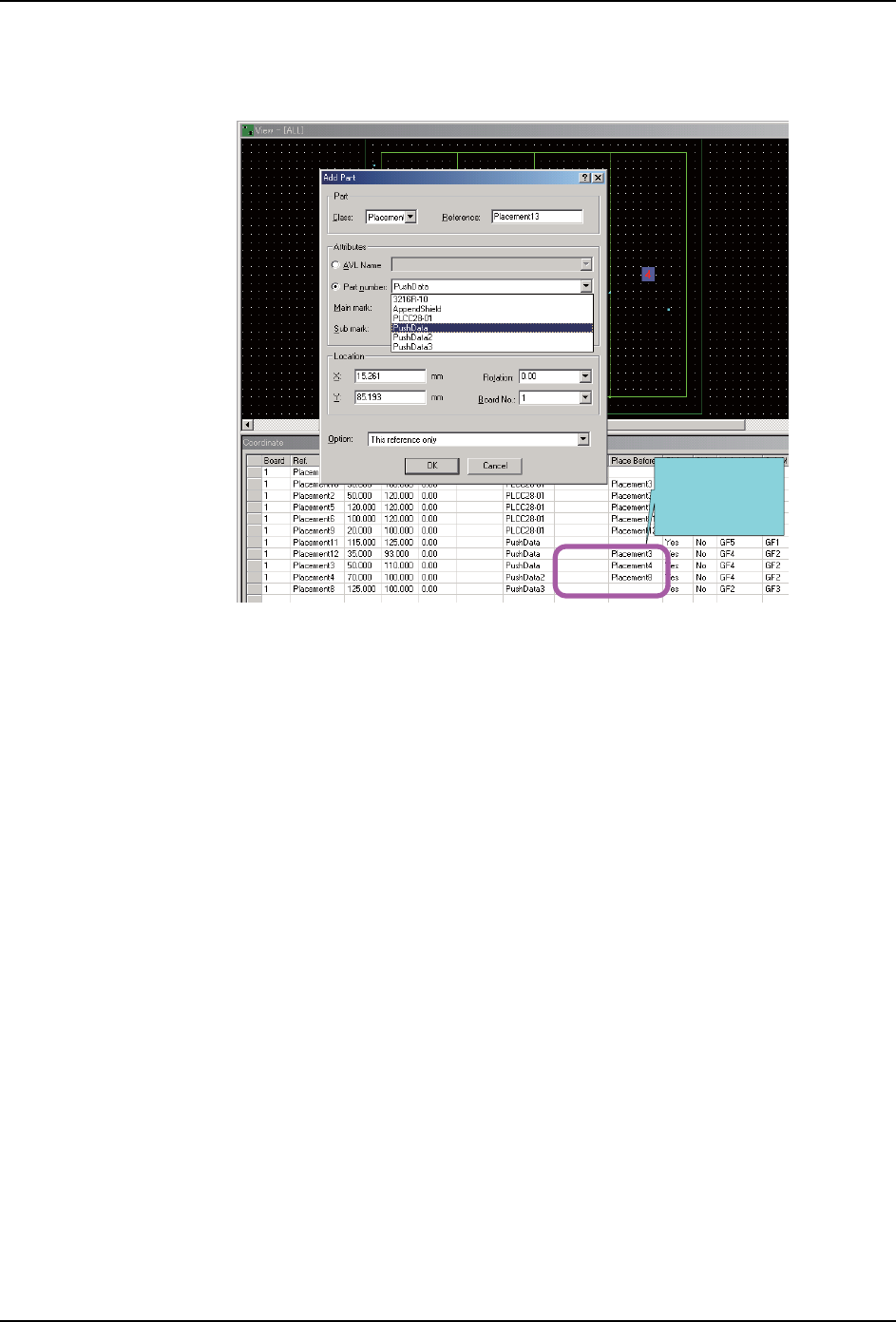
按照通常的贴装顺序的步骤,设定压下坐标。
为了控制压下元件的贴装和压下动作的顺序,需要设定 [Place Before]。请在压下顺序的
「Place Before」栏中设定压下用的顺序。对于 1 个元件需要在多处压下时,如上图所示,
在压下用顺序的 「Place Before」栏中依次设定下一压下顺序。
另外,压下用顺序的 「BoardID」请设定为与压下对象相同。
01PRG-0205E
When wanting to specify a
fixed order, specify the next
fixed sequence in the [Place
Before] column.
In this case, the order is
fixed from (1) to (4).
(1)
(2)
(3)
(4)
2. Job 编制器 PRG-NXTS-009S1
130 NXT 系列 编程手册
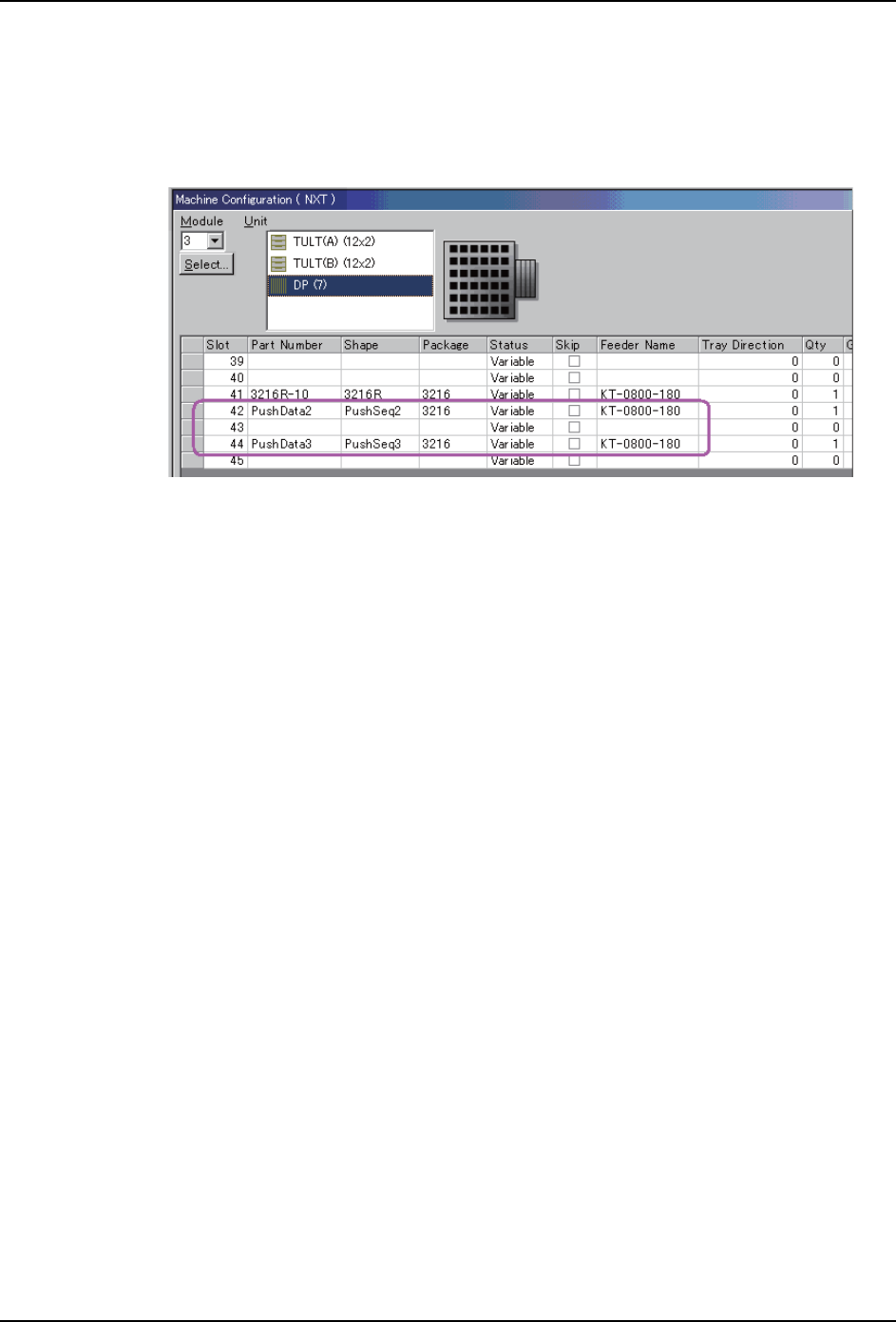
设定压下用料槽
压下用元件数据与通常的元件数据一样,需要在 Job 的供料器安装中进行设定。请手动设定
或者执行优化,然后配置供料器。
但是,请不要在机器的压下用元件数据的料槽上安装供料器。
注意 )
·对于没有空料槽的模组,不能使用元件压下功能。
·进行发生料尽时切换料盘箱进行生产的运用 " 先在料盘箱 A 生产,料尽时在料盘
箱 B 生产 " 时,需要在两个料盘箱内设定压下用元件数据。
·使用附加位置检查的料盘验证功能时,请不要将压下顺序和通常元件设定成相邻
的副料槽。
·使用动态次料站功能及自由配置功能时,即使在配置了压下用元件数据的料槽上
安装了元件,生产中也不能使用。
01PRG-0206E
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 131
2.5.24 如何进行元件的 2D Code Check
对象工作头
·H01、H02(F)、G04(F) 工作头
对象 2D 码
·DataMatrix、QR 编码
注意 )分割影像获取功能不能与本功能一起使用。 QR 编码只对应 Model 2 Symbol 型号 1 ~
20,除此以外的 QR 编码不能够读取。
备注 )QR 编码是 (株)DEVSOMAVE 的注册商标。
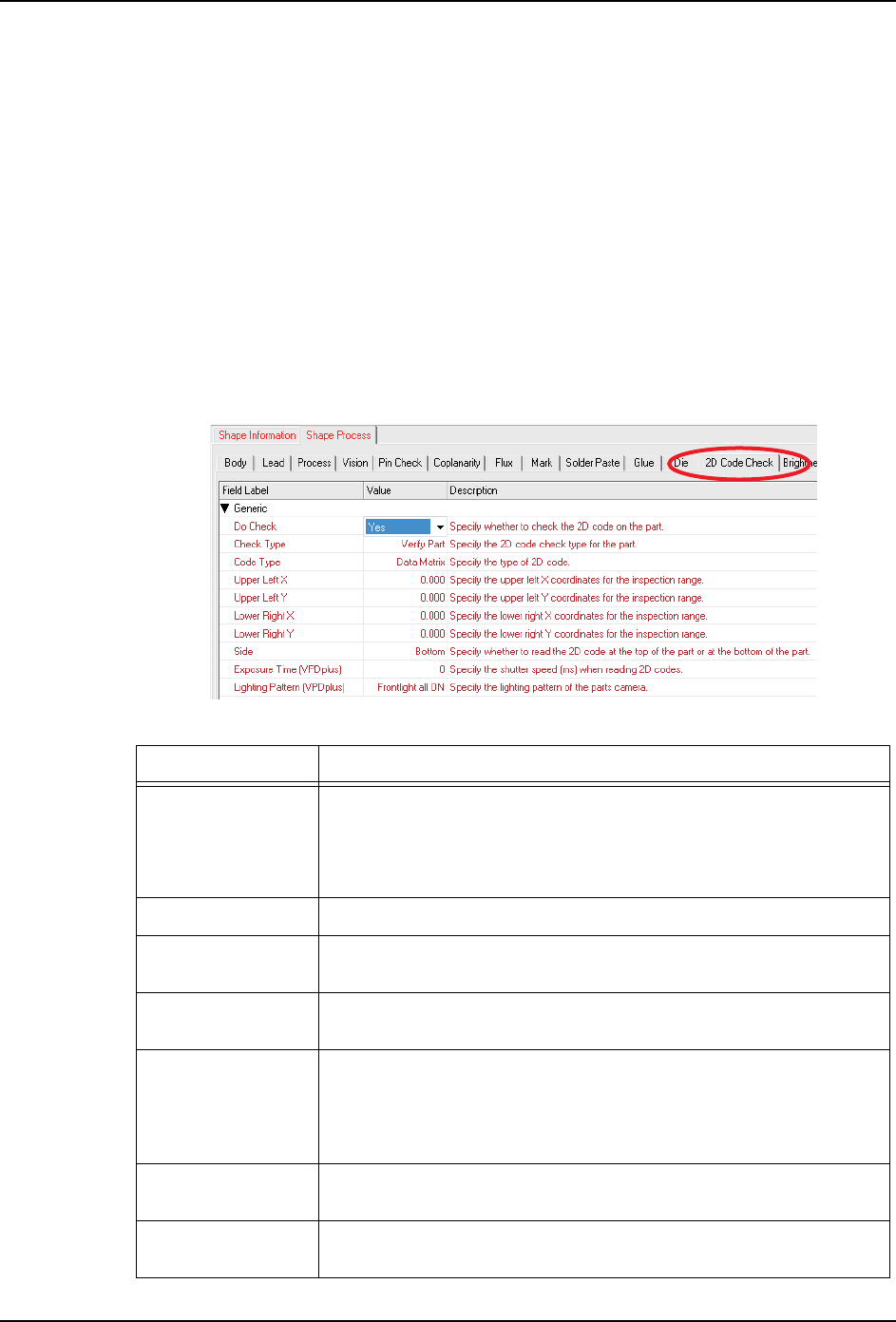
Job 的创建方法
Fuji Flexa 的 [Shape Data] - [Shape Process] - [2D Code Check] 的 "Do Check" 设定
为 "Yes",就显示进行元件的 2D Code Check 所需的设定项目。请设定各项目。
项目名 说明
Check Type 设定元件 2 维码的确认内容。请设定 [Verify Part]。
Verify Part:确认元件
Manage Part ID:确认元件 ID
Code Type 从 Data Matrix、QR Code 选择元件 2 维码的形状。
Upper Left X
Upeer Left Y
设定元件 2 维码的读取范围的左上方坐标。坐标输入值为从元件
中心开始的距离。
Lower Right X
Lower Right Y
设定元件 2 维码的读取范围的右下方坐标。坐标输入值为从元件
中心开始的距离。
Side 设定读取元件上面或元件下面的 2 维码。请设定 [Bottom]。
Top:部品上面
Bottom:部品下面
Exposure
Time(VPDplus)
设定读取元件 2 维码时的曝光时间。设定为设定为 0 时,按通常
的曝光时间处理。请在 VPDplus 输入。
Lighting
Pattern(VPDplus)
选择读取元件 2 维码时元件相机的采光模式。请在 VPDplus 输入。
01PRG-0136Ea