NXT系列 编程手册 1.pdf - 第155页
2. Job 编制器 PRG-NXTS-009S1 142 NXT 系列 编程手册 备注 ) 按照 102gf = 1N 进行动作。 吸取、贴装时的加圧力精度 从 [ Pressure Accuracy] 的 ”High”、”Middle”、”Low” 中选择。 设定和加圧力精度的关系如下所 示。 设定项目 设定值 Pick Press ure 51 ~ 204 Pressure Accura cy High / Middle / Lo…
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 141
[Shape Data 的设定 ]
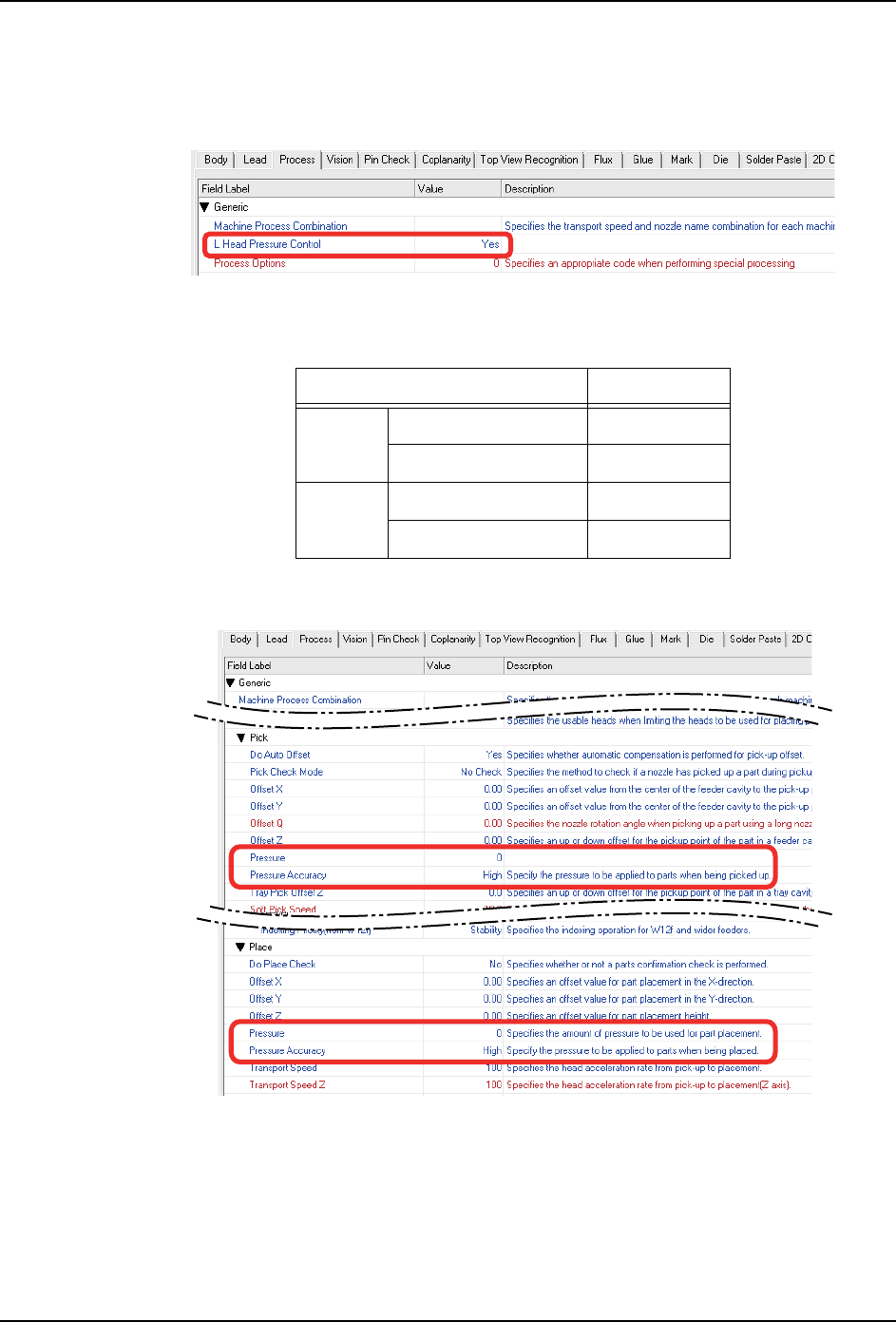
1. 请选择 [Shape Data]-[Shape Process]-[Process]。
2. 请将 [L Head Pressure Control] 设定为 ”Yes”。
备注 ) 使用 H12L 工作头贴装 [L Head Pressure Control] 设定为 ”No” 的元件时,根据以下设定进行
动作。
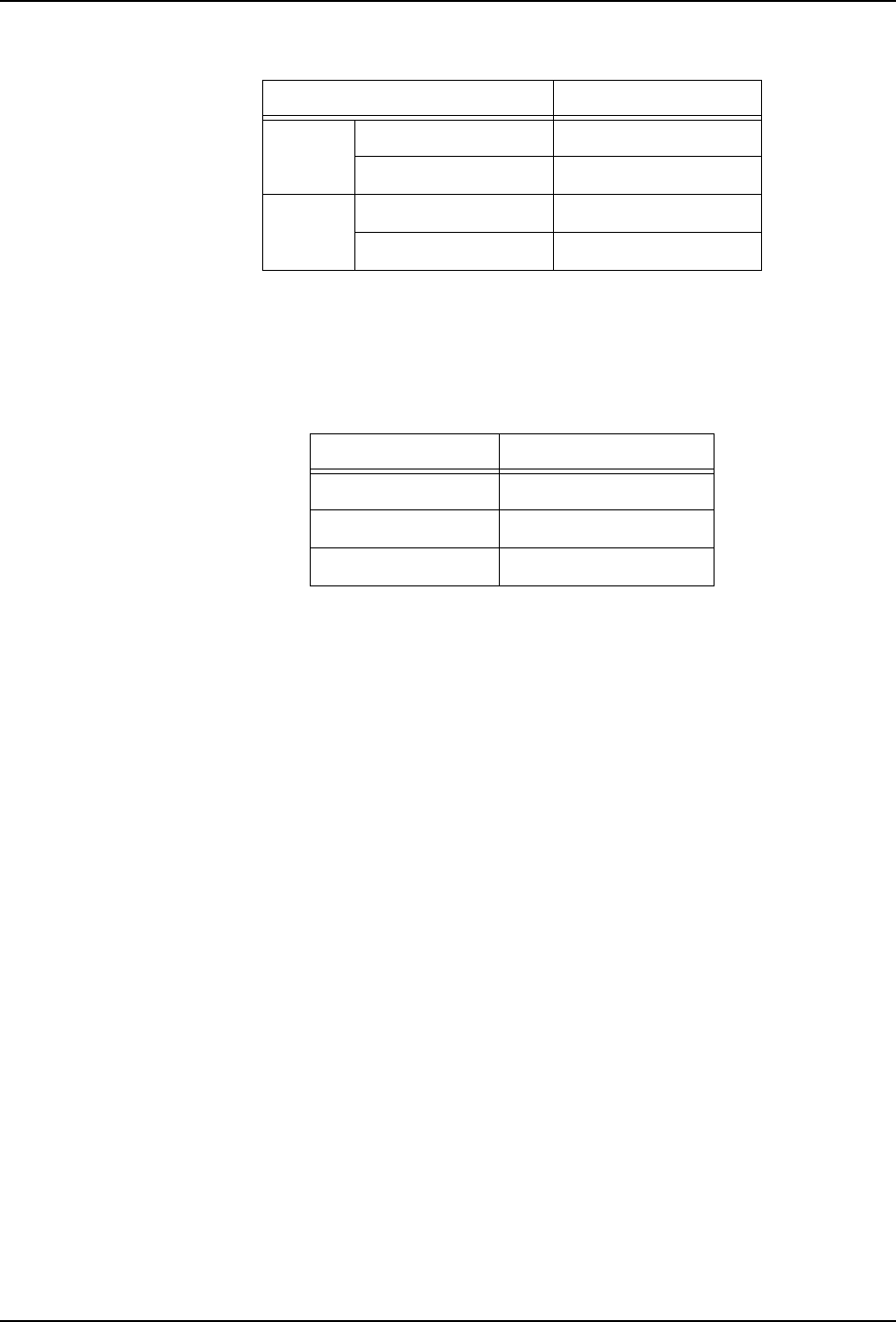
3. 请对 [Pick] 以及 [Place] 上的 [Pressure] 和 [ Pressure Accuracy] 进行设定。
设定项目 设定值
Pick Pressure 102
Pressure Accuracy High
Place Pressure 102
Pressure Accuracy High
01PRG-0380-Ea
01PRG-0381-Ea
2. Job 编制器 PRG-NXTS-009S1
142 NXT 系列 编程手册
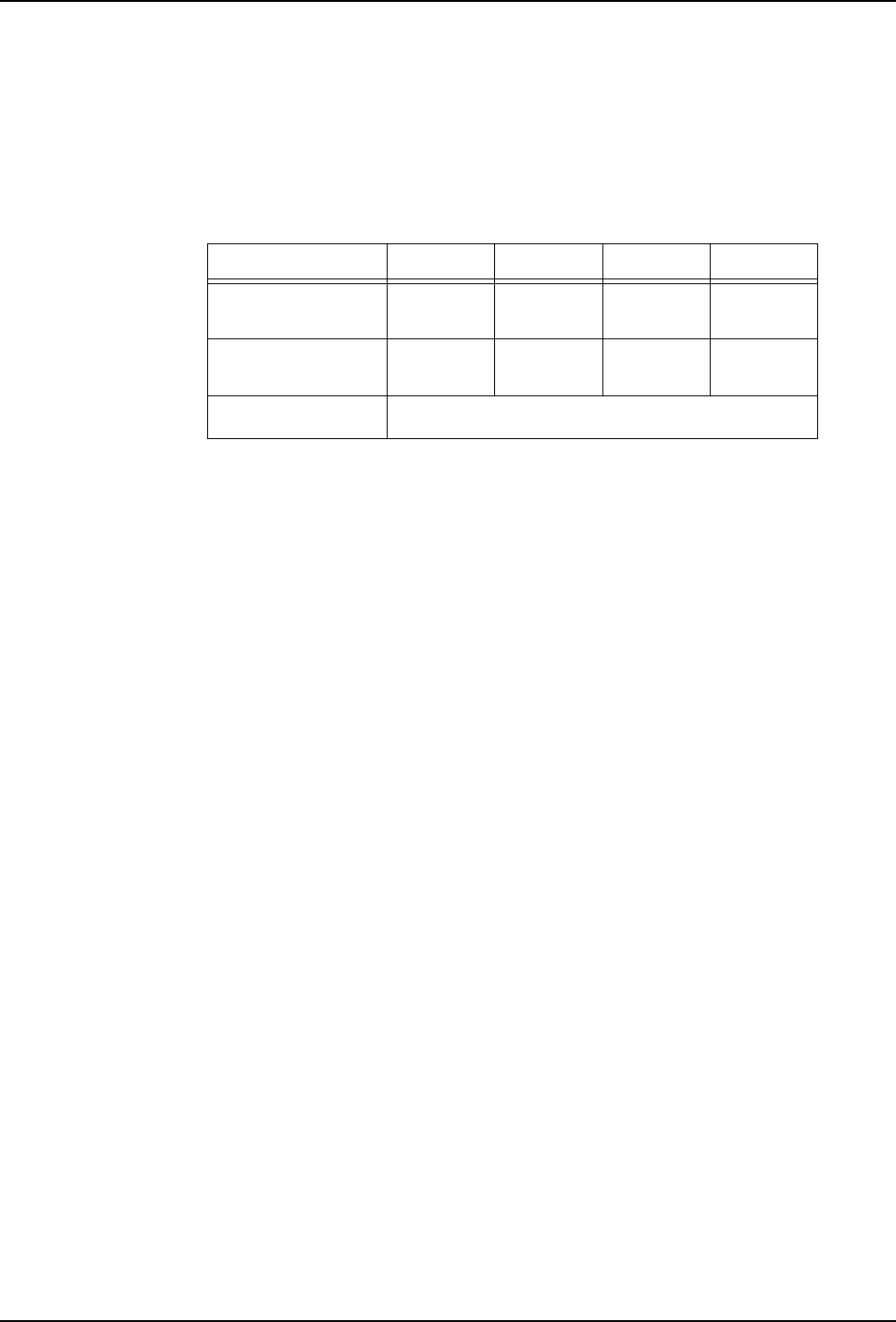
备注 ) 按照 102gf = 1N 进行动作。
吸取、贴装时的加圧力精度从 [ Pressure Accuracy] 的 ”High”、”Middle”、”Low”
中选择。
设定和加圧力精度的关系如下所示。
设定项目 设定值
Pick Pressure 51 ~ 204
Pressure Accuracy High / Middle / Low
Place Pressure 51 ~ 204
Pressure Accuracy High / Middle / Low
Pressure Accuracy 加圧力范围
High 指定负荷值的 ±20%
Middle 指定负荷值的 ±40%
Low 指定负荷值的 ±60%
PRG-NXTS-009S1 2. Job 编制器
NXT 系列 编程手册 143
2.5.28 正反随机生产
根据电路板上的定位点来切换 Job 的功能,就是在开头模组上读取判断贴装电路板面的定
位点 ( 以下为 Job 识别定位点 ) 来决定贴装电路板面的生产功能。从第 2 个模组开始不实
施 Job 识别定位点的读取。
必要的器材
对应单元
·(注)可以生产的电路板尺寸等规格与双搬运轨道机器相同。
必要的软件
·NXT 应用程序:V8.50 或更高版本
·Nexim:V1.30 或更高版本
备注 ) 不对应 FujiFlexa。
限制以及注意事项
·单通道运用 (电路板 Y 尺寸大于 280mm)时不能使用。
·不对应 M3 双模组生产。
·不对应突出电路板元件的搬运和贴装。
·不对应自动换线功能。
·开头模组上不进行料盘先读先出、吸嘴先行更换、元件先行抓取动作。
·不对应 NPI 支持功能。
·使用使用此功能的自动支撑销时,请在 Top 面和 Bottom 面上设定相同的支撑销配
置。可以在任何一个通道上实施支撑销配置确认模式。
·使用使用此功能的机上子电路板跳过时,不能以电路板面为单位设定不同的子电
路板跳过。要进行与电路板面无关的指定子电路板的跳过时,请在通道 1 和通道
2 进行相同的跳过设定。设定后,取入的电路板进行所设定的子电路板跳过,与电
路板面无关。
NXT-2 NXT-2c NXT-3 NXT-3c
基座单元 2M-2/
4M-2
2M-2c/
4M-2c
2M-3/
4M-3
2M-3c/
4M-3c
模组单元 M3-2/
M6-2
M3-2c/
M6-2c
M3-3/
M6-3
M3-3c/
M6-3c
搬运轨道单元
单搬运轨道
(注)
、双搬运轨道