SER01989020_YV112III Service_J.pdf - 第71页
3- 50 SER01989020 調整 第 3 章 2 2 . 押し込み圧力の調整 薄い基板やセラミック基板などに部品搭載するときに、プッシュイン機構のエア 圧力が強すぎると基板を傷めることがあります。そのような場合は、A ・ B テー ブルに備えられた圧力調整ツマミを必要に応じて絞ってください。 (出荷時には、 約 0.2MPa に設定してあります。 ) ■ 圧力調整ツマミ 20143214-00 圧力調整ツマミ 圧力計 n 要…
3-
49
SER01989020
調整
第
3
章
2
1. 押し込み・解放スピード調整
1
出力モニター画面を開き、プッシュイン機構を動作させます。
1.「3/4/ 手動」→「C1 出力モニター」を選択実行します。
2. 矢印キーを使って、カーソルを「TN05」(A テーブル・プッシュイン)ま
たは「TN011」(B テーブル・プッシュイン)に合わせます。
3. [ENTER] キーを押して、プッシュイン機構のON/OFF 動作を確認します。
出力モニター表示は、作動時 "1"、停止時 "0" に変化します。
60143211-00
[↑↓←→]で選択し [Enter]で実行
[ESC]:中断,コマンドウィンドウヘ
出力モニター
指定アーム:Aテーブル XY軸
軸移動速度: 100
TN05 Aテーブルプッシュイン
作動時 1
名 称 IN
名 称 OUT
Aコンベア共通/他 TN01-08 00001000
Bコンベア共通/T軸 TN09-16 00100000
2
押し込み・開放スピードを確認します。
押し込み・開放スピードとも約1 秒(前実装した部品がズレない程度)が適正
値です。
e
3
非常停止ボタンを押してから、押し込み・開放スピ−ドを調整
します。
ロックナットを緩め、スピード調整ツマミを回して、押し込みスピード(オレ
ンジ色チューブ側)、開放スピード(黒色チューブ側)を調整してください。
どちらも、左に回すとスピードが上がり、右に回すと下がります。
e
参考
Step 1 で正常に動作しない場合は、出力モニターを使わずに、次のように動作確認をしてくださ
い。
・ 非常停止ボタンを押します。
・ 先のとがった小型ドライバーなどで、駆動バルブ(「TN05」または「TN011」のマーク
チューブ付)の手動ボタンを押して、プッシュイン機構を動作させます。
この操作で正常に動けば、駆動バルブの電気的機能の不具合が考えられます。
以下の点を調べてください。
電磁コイル断線、ハーネスコネクタ緩み、DC24V異常、I / Oボート出力異常...手動ボタンを押
しても正常に動作しない場合は、エア供給、配管、およびピペット弁機能の不具合(破損・異物噛
み込み・固着)が考えられます。プッシュイン機構のエア回路も調べてください。
3-
50
SER01989020
調整
第
3
章
2
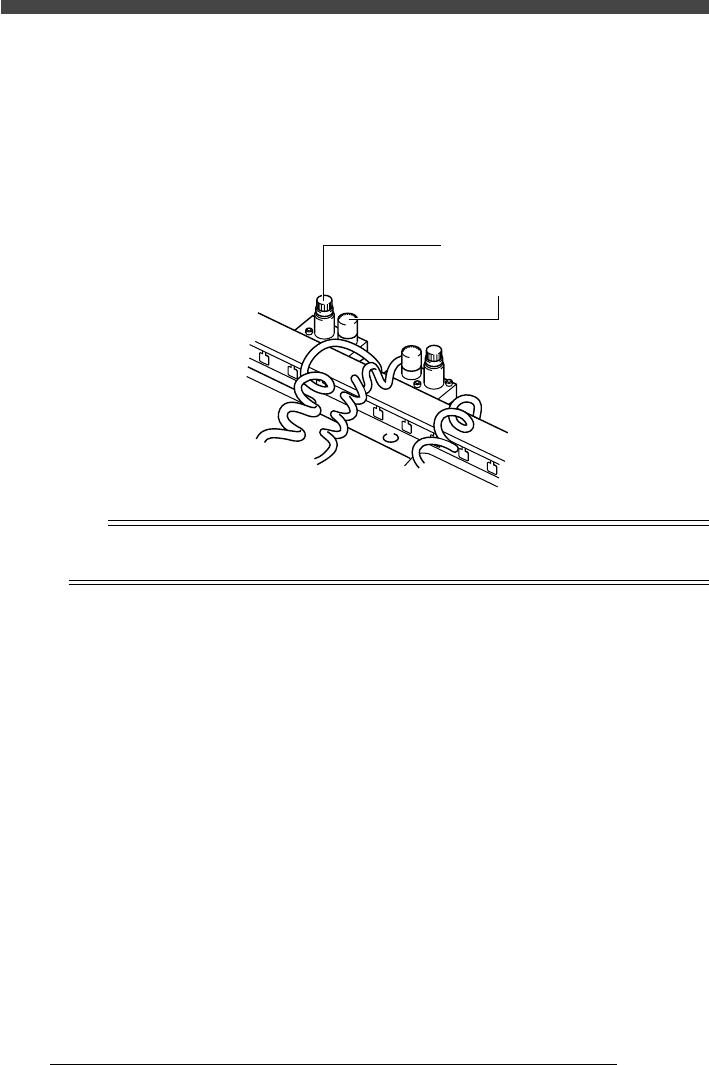
2. 押し込み圧力の調整
薄い基板やセラミック基板などに部品搭載するときに、プッシュイン機構のエア
圧力が強すぎると基板を傷めることがあります。そのような場合は、A・B テー
ブルに備えられた圧力調整ツマミを必要に応じて絞ってください。(出荷時には、
約0.2MPaに設定してあります。)
■ 圧力調整ツマミ
20143214-00
圧力調整ツマミ
圧力計
n
要点
この圧力調整ツマミを絞りすぎると、基板の固定が不十分になる恐れがあります。実際に使用する
基板を用いて、必要以上に圧力を下げないように注意しながら圧力調整してください。
3-
51
SER01989020
調整
第
3
章
2
2.1.6 エッジクランプ
エッジクランプ機構は、A・B テーブルの部品搭載位置で基板の側面エッジを固
定します。このエッジクランプ機構のクランプ・解放スピードを調整します。ま
た、クランプ圧力の調整方法も説明します。
■ エッジクランプ機構
20143212-01
クランプシリンダー
クランプ部
基板
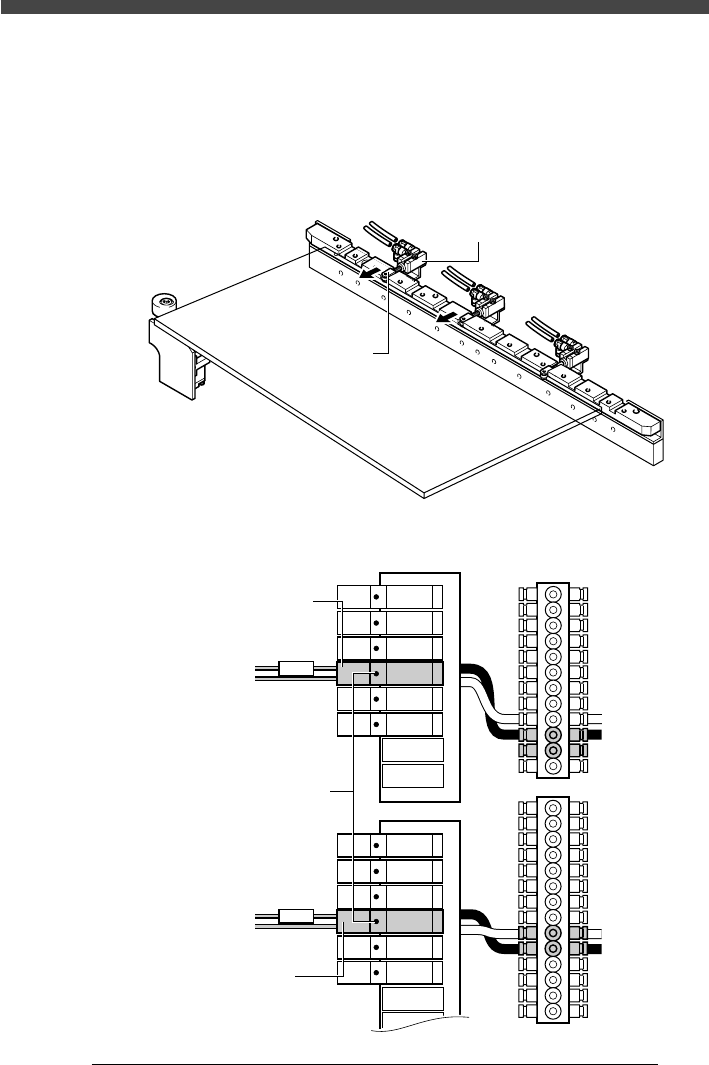
■ エッジクランプ駆動バルブとスピード調整ツマミ
20143213-00
TN04
TN10
マークチューブ
マークチューブ
Aテーブル用
エッジクランプ
駆動バルブ
Bテーブル用
エッジクランプ
駆動バルブ
手動ボタン
スピード調節ツマミ