明锐炉后AOI操作手册-正式.pdf - 第42页
明锐炉后 AOI 操作手册 - 正式 42 2.4.5 锡球窗 锡球窗 纵向长度 ≤ ___ 像素 横向长度 ≤ ___ 像素 纵横比上限 ≥ ___% 纵横比下限 ≤ ___% 颜色比例 ≤ ___% 最小线宽 ___ 像素 说明: 1 .将锡球窗 ,作为检测区 域。 2 .抽取焊锡 的红、绿、蓝 色及亮度。 3 .在检测区 域内,检测到 符合设定的对 象后用外 接矩形将其包 围,再进行以 下项目检测: A. 外接矩形纵向长 度判定 …
明锐炉后 AOI 操作手册 - 正式
41
百分比小于设定值时,结果 OK ;如果大于设定值,则 NG ,报 缺件错误 ;
3. 如果 选中只检测 4 角区域时,以缺件窗的纵长、横长各为 100% ,自动将缺件窗的四角按
所设定的百分比生 成 4 个检测区域 ; 4 个检测区域分别进行检测 ( 4 个区域面积各作 为 100% )
,
不再对整个缺件窗区域进行检测 ; 在各角检测区域内 , 如果 4 个检测区域内的测得比例比设
定值均小时,结果 OK ;如果任何 1 角检测区域内的测得比例比设定值大时,则结果 NG ,报
缺件错误 ;
2.4.2 短路窗
短路窗
□ 贯穿宽度 ≤ ___ 像素
说明:
1. 抽取焊锡的红 、 绿 、 蓝色及亮度 , 如果抽出的焊锡贯穿短路窗 , 并且未选择贯穿宽度判定
项,则报短路错误;如选择了贯穿宽度判定项,则进入宽度判定;如果抽出的焊锡未贯穿
,
则结果 OK ,忽略下步。
2. 当选取宽度判定项后 , 则需对贯穿的对象再进行宽度检测 。 如果贯穿对象宽度大于设定值
,
则最终判 NG ,报短路错误。
2.4.3 极性窗
极性窗
□ 颜色比例 ≥ ___%
说明:
1. 抽取极性的颜色及亮度。
2. 在极性窗内,如果计算出的比例大于设定值时,结果 OK ;如果小于设定值,则 NG ,报
反向错误。
2.4.4 副焊盘窗
副焊盘窗
说明 : 此盘口内的参数与焊盘窗内的参数一样 , 区别在于副焊盘窗可任意追加 , 但其不参与
焊盘的检索,即其仅是一个测试窗,不对定位起作用。
短路(焊锡)
明锐炉后 AOI 操作手册 - 正式
42
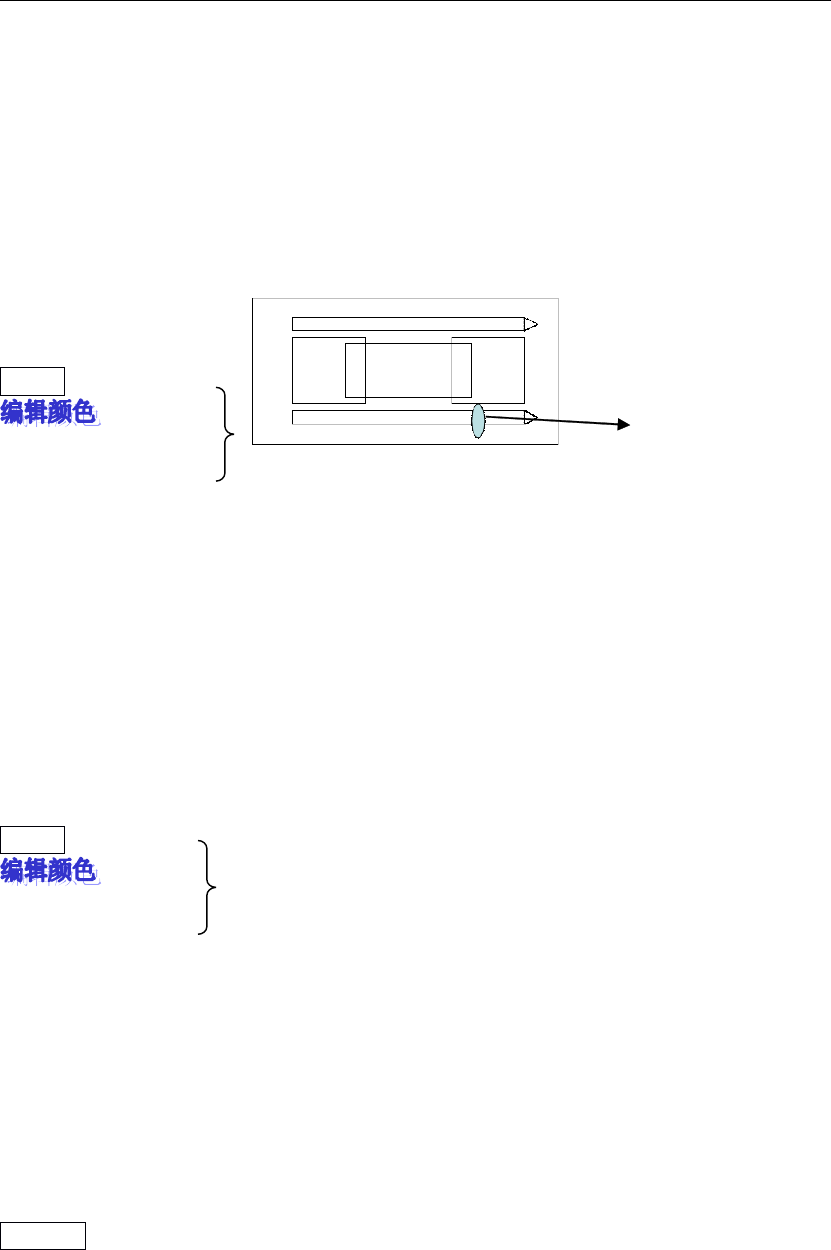
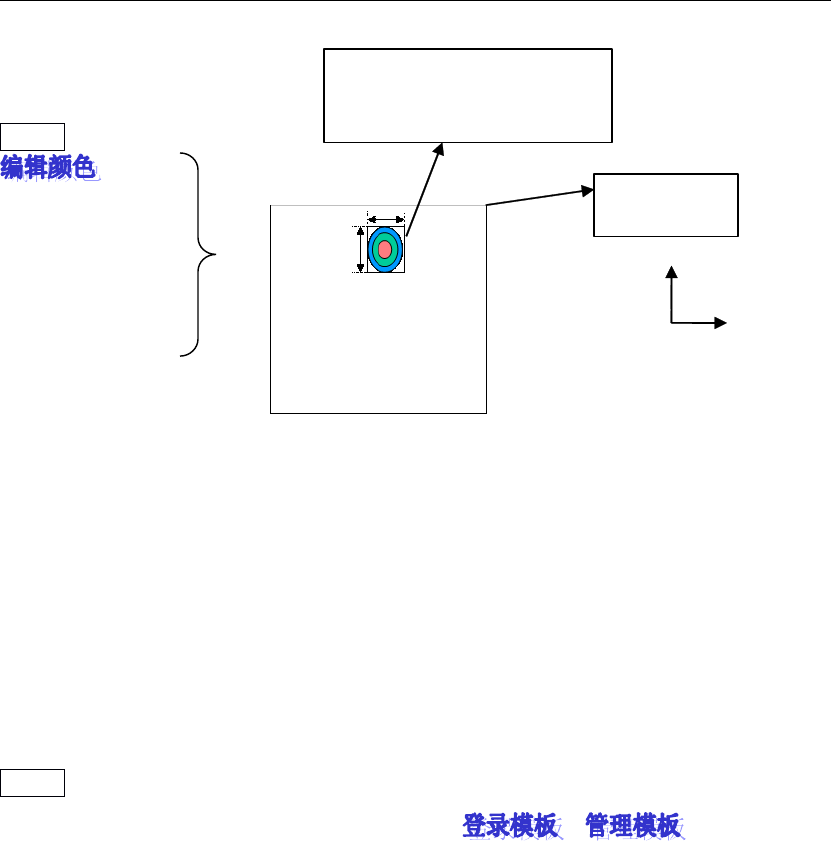
2.4.5 锡球窗
锡球窗
纵向长度 ≤ ___ 像素
横向长度 ≤ ___ 像素
纵横比上限 ≥ ___%
纵横比下限 ≤ ___%
颜色比例 ≤ ___%
最小线宽 ___ 像素
说明:
1 .将锡球窗,作为检测区域。
2 .抽取焊锡的红、绿、蓝色及亮度。
3 .在检测区域内,检测到符合设定的对象后用外接矩形将其包围,再进行以下项目检测:
A. 外接矩形纵向长度判定 ; B. 外接矩形横向长度判定 ; C. 外接矩形纵横比上限判定 ; D. 外
接矩形纵横比下限判定; E. 颜色比例判定;
F.
最小线宽(此项一般不用 ) 。如果 A 、 B 、 C 、
D 、 E 、 F 中任何一个 OK 时,则结果 OK ;如果全部 NG 时,结果 NG ,报锡球错误。
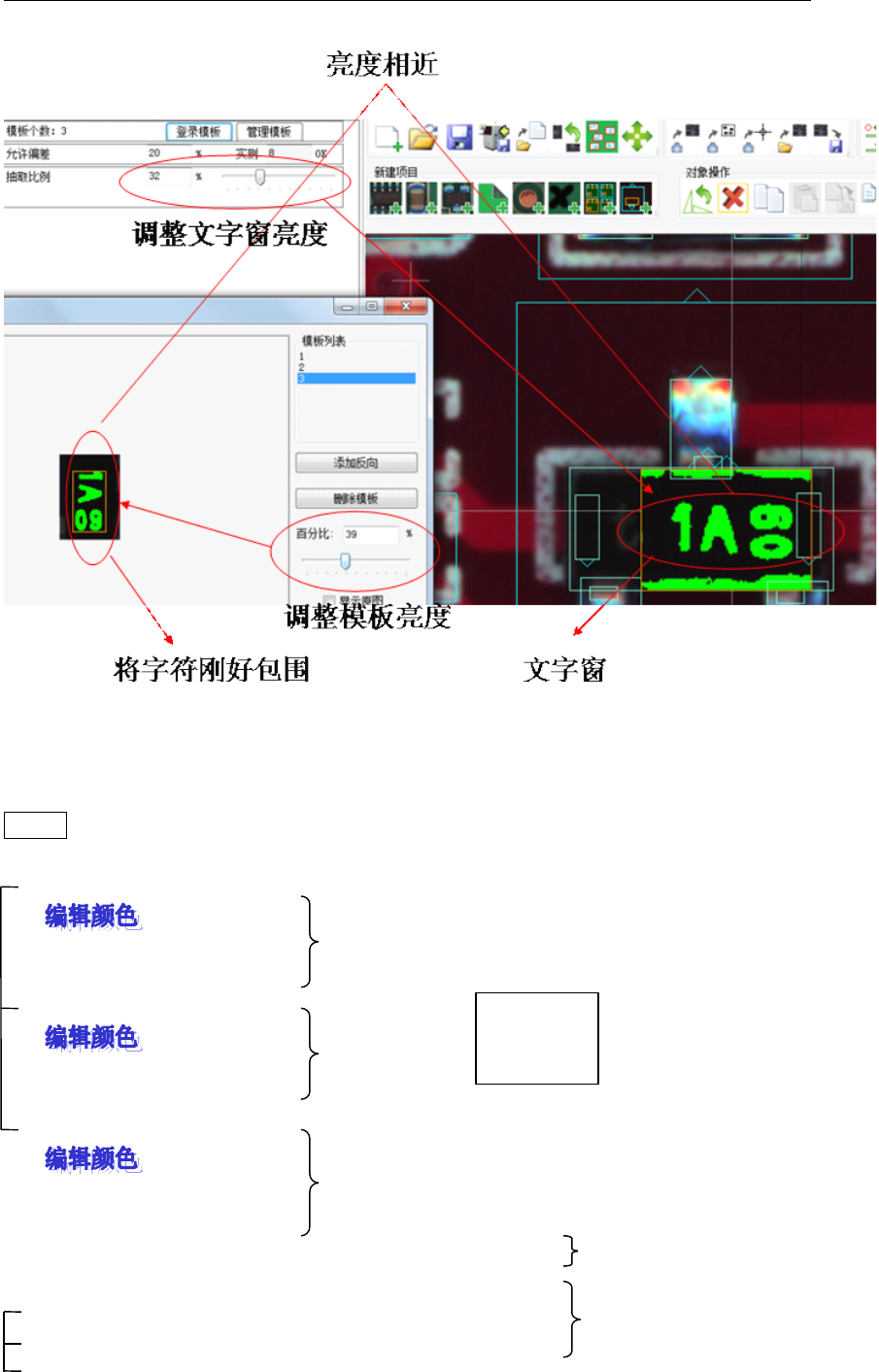
2.4.6 文字窗
文字窗
模板个数 : (此处会自动显示已登录多少个模板)
允许偏差 ___%
抽取比例 ___%
说明:
1 . 增加此窗口 , 将需登录的文字或图形包围且需给出一定的偏移余量 , 并将其移至相应的
位置;
2 . 在 “ 抽取比例 ” 一项拖动亮度设置条 , 调整文字窗的抽出亮度将需登录进模板的文字或
图形抽出;
3 . 点 “ 登录模板 ” 按扭 , 进入模板编辑菜单 , 调整窗口大小将需登录进模板的文字或图形
刚好包围 , 并调整 “ 百分比 ” 即模板亮度 , 使需登录进模板的文字或图形的亮度与 2 中
抽出的相应的字符的亮度相近。
4 . 如文字可允许进行 180 度反向 , 则点此界面的 “ 添加反向 ” 按扭 , 此时反向 180 度的模
板会被自动增加到文字模板库中;编辑好后点退出完成模板的登录。
5 . 测试时 , 如果测得的文字偏差比例在设定值范围内 , 则结果 OK ; 否则 NG , 报错件错误
。
具体如下图所示:
横向
纵
向
锡球检测窗
检测到符合设定的对象后用
外接矩形将其包围
明锐炉后 AOI 操作手册 - 正式
43
2.4.7 任意窗
任意窗
任意窗有 3 种算法,为单选项即只能选取其中一种算法,具体如下:
○ 颜色占比算法
□ 符合颜色比例 ≥ ___%
□ 符合颜色比例 ≤ ___%
○ 连续行计数算法
□ 符合行颜色比例 ___%
□ 连续符合行数 ≥ ___ 像素
○ 重心偏移算法
□ 重心偏移比例 ≤ ___%
□ 重心偏移比例 ≥ ___%
错误报告类型 : (点此处可选此窗口 NG 后的报错类别信息)
跟随对象( 备注:如果是 IC 类,此项则是: □ 跟随引脚编号 )
○ 跟随本体
○ 跟随焊盘
○ 不跟随
任意窗
A
B
C
D
E