明锐炉后AOI操作手册-正式.pdf - 第62页
明锐炉后 AOI 操作手册 - 正式 62 2. 检测区 域指的是引脚 外端作为起始 处 , 检测焊盘中间区 域 : 其中的纵向忽略 长度指去除引 脚外端前方 的多少像素 , 将去除后的 位置作为检测 区域的起始处 ; 以设定的横向宽 度百分比 作为检测区 域的横长 ; 以设定的像 素长度作为检 测区域的纵长 。 将设定的横 、 纵长组成的 区 域作 为检 测区 域 ,此 检测 区域 位于 焊盘 中间 。如 除外 区域 设为 2 个 像…
明锐炉后 AOI 操作手册 - 正式
61
□ 开焊检查
□ 1. 焊锡外端
○ 焊盘外端
检测区域 ___%
颜色比例 ≤ ___%
○ 焊锡外端
每行要求比例 ___%
焊锡外端距离 ≤ ___%
□ 焊锡外端颜色
检测区域 ___%
颜色比例 ≤ ___%
A
A
A
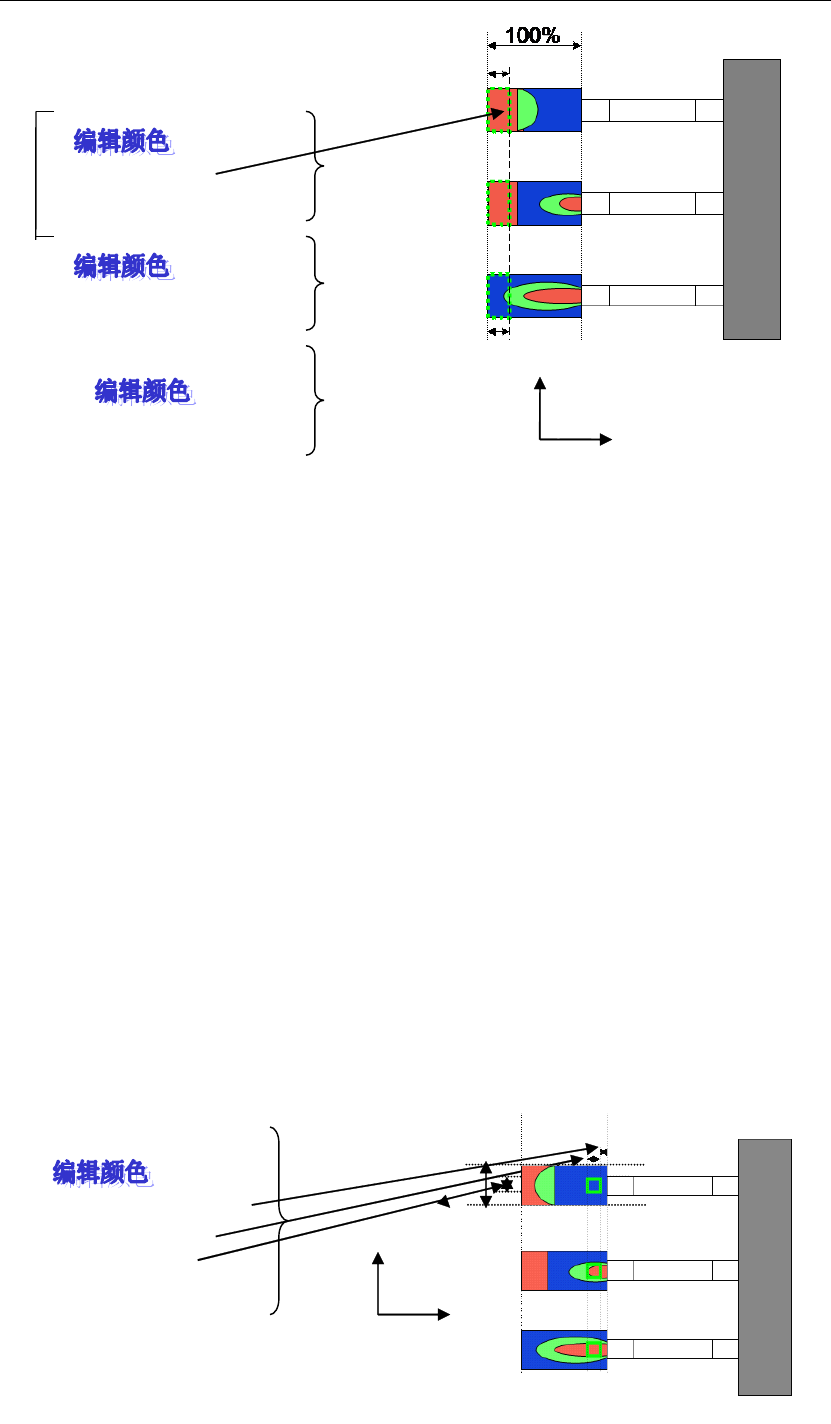
A 说明:
1. 抽取焊锡的蓝色及亮度。
2. 检测区域指从焊盘的外端开始占焊盘纵长的多少百分比的区域为检测区域。
在设定的检测区域内 , 如果测得值小于设定值 , 则结果 OK ; 如果测得值大于设定值 , 则结
果 NG 。
B
B
B
B 说明:
1. 对于区域外端如选焊锡外端时 , 可对焊锡外端抽取颜色 ( 焊盘开焊时的蓝 、 绿色 ) 及亮度 。
2. 测试时从焊盘的外端开始往内检索,如果检索到设定的颜色且此颜色单行合格像素比例
(横向)大于设定值时将此位置记录下来并用直线标记(直线横长与焊盘横长相同 ) 。
3. 以引脚外端与焊盘外端的距离为 100% , 计算此直线到引脚外端之间的距离 , 如果此距离
小于设定值,则此单板结果 OK ;大于设定值时,此单项 NG 。
C
C
C
C 说明:
1. 如选中此项时,可对焊锡外端抽取颜色(焊盘开焊时的蓝、绿色)及亮度。
2. 计算 B 中找到的位置 ( 直线标记外 ) 到引脚外端之间的距离 , 以此距离为 100% , 以 B 中
找到的位置 ( 直线标记外 ) 为检测区域的起始处向内 , 以设定的百分比所确定的区域为检测
区域。
3. 在检测区域内,如果测得值小于设定值,则结果 OK ;如果大于设定值,则此单项 NG 。
对于 B 、 C 两项 , 其中任何一项 OK 时 , 焊锡外端项结果 OK ; 如果 B 、 C 两项同时 NG 时
,
焊锡外端项 NG 。
□ 2 . 引脚外端前部
纵向忽略长度 ___ 像素
纵向长度 ___ 像素
横向宽度 ___%
颜色比例 ≥ ___%
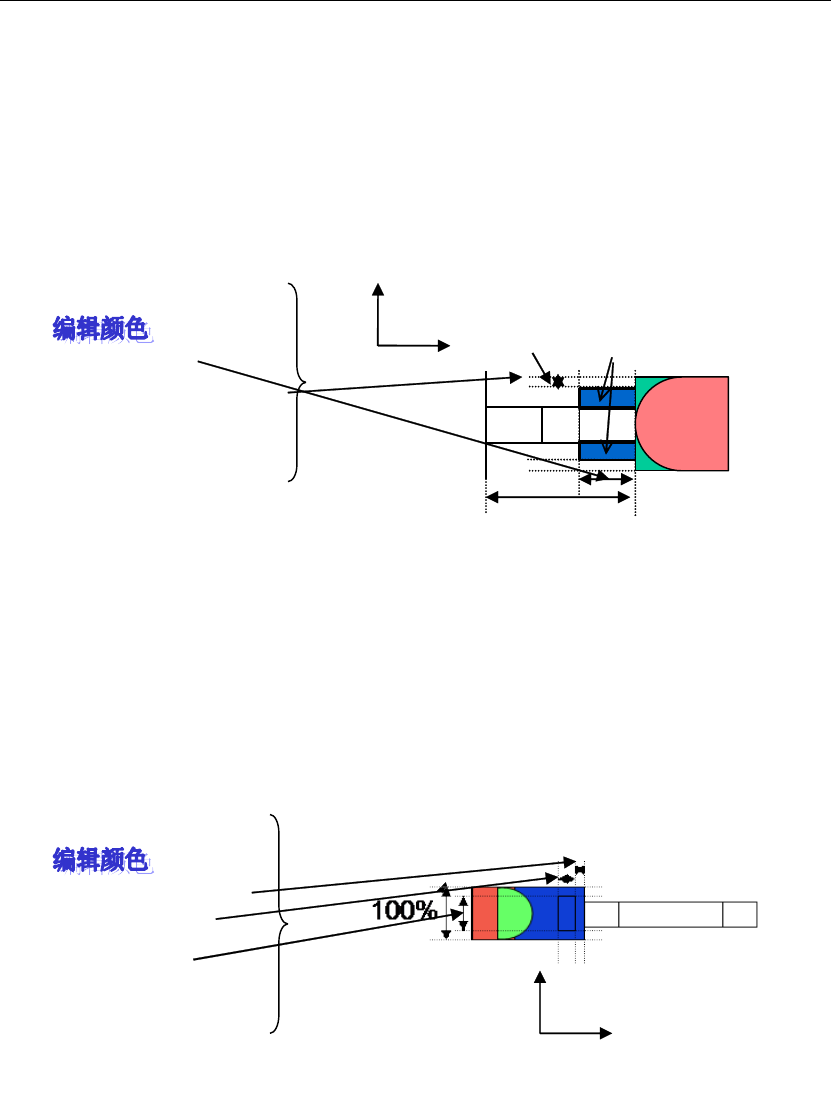
说明:
1. 抽取引脚外端前部的蓝、绿色及亮度。
A
B1
C
纵向
横
向
100%
纵向
横
向
明锐炉后 AOI 操作手册 - 正式
62
2. 检测区域指的是引脚外端作为起始处 , 检测焊盘中间区域 : 其中的纵向忽略长度指去除引
脚外端前方的多少像素 , 将去除后的位置作为检测区域的起始处 ; 以设定的横向宽度百分比
作为检测区域的横长 ; 以设定的像素长度作为检测区域的纵长 。 将设定的横 、 纵长组成的区
域作为检测区域,此检测区域位于焊盘中间。如除外区域设为 2 个像素,宽设为 33% ,长
度设为 5 ; 表示以引脚外端为起始处 , 再去除 2 个像素的纵向长度 ( 位于焊盘中间 ) 产生一
个检测窗,此窗纵长为 5 个像素,横长为焊盘横长的 33% 。
3. 在检测区域内,如果测得值大于设定值,则结果 OK ;如果小于设定值,则结果 NG 。
□ 3. 引脚侧面
纵向长度 ___%
□ 去除横向宽度 ___ 像素
每行颜色比例 ___%
符合行数 ≤ ___ 像素
说明:
1. 抽取红、绿色及亮度;
2. 以引脚外端作为起始点,将引脚内端到焊盘外端的距离作为 100% ,以设定的纵向长度所
占百分比为检测区域纵长;以引脚侧端到相应的焊盘侧端的垂直距离作为检测区域的横长
,
如选中去除横向宽度时,指将焊盘侧端作为起始处往里去除设定的长度部分不作为检测区
域 ; 将去除后的检测区域的横长与纵长组成的区域作为检测区域 ( 如上图所示将在引脚上下
各产生一个检测区域 ) ,两个区域分别进行检测。
3. 在检测区域内,如果测得的连续不合格行小于设定值时,结果 OK ;如果大于设定值,则
结果 NG 。
□ 4 . 引脚伸长
纵向忽略长度 ___ 像素
纵向长度 ___ 像素
横向宽度 ___ %
每行颜色比例 ≤ ___%
符合行数 ≤ ___ 像素
说明:
1. 抽取引脚的红色及亮度。
2. 检测区域从引脚外端作为起始处 , 检测焊盘中间区域 : 其中的纵向忽略长度指去除引脚外
端前方的多少像素 , 将去除后的位置作为检测区域的起始处 ; 以设定的宽向宽度百分比作为
检测区域的横长 ; 以设定的纵向长度作为检测区域的纵长 。 将设定的横 、 纵长组成的区域作
为检测区域,此检测区域位于焊盘中间。
3. 在检测区域内,如果测得的符合行数小于设定值,则结果 OK ;如果大于设定值时,结 果
NG 。
纵向
横
向
纵向
横
向
100%
检测区域
去除横向宽
明锐炉后 AOI 操作手册 - 正式
63
□ 5 . 引脚外段
颜色比例 ≥ ___%
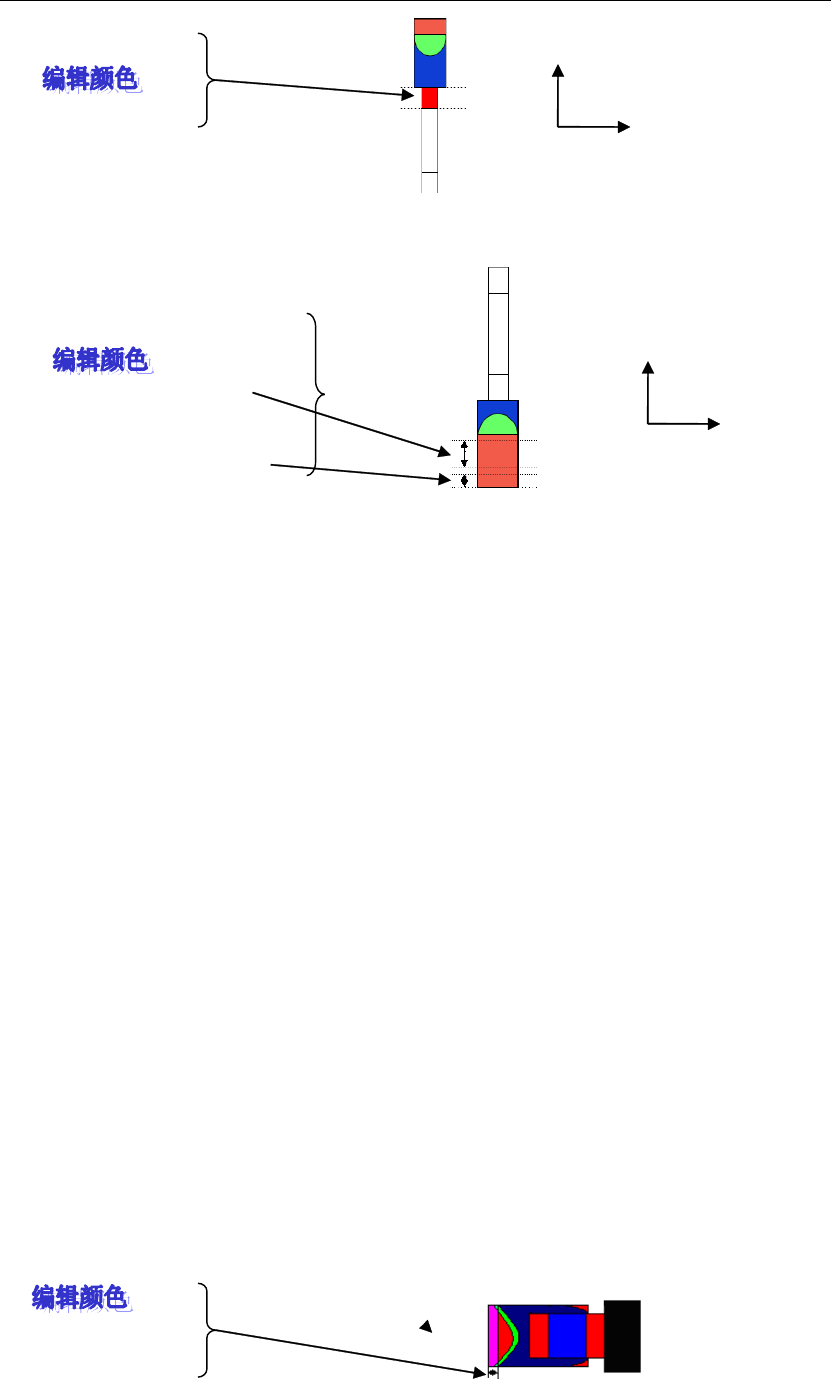
说明:
1. 抽取引脚外段的红色及亮度。
2. 将引脚外段的面积作为 100% ,在引脚外段区域内,如果测得值大于设定值,则结果 OK
;
如果小于设定值时,结果 NG 。
□ 6 . 焊盘中央
中外段颜色比例 ≥ ___%
连续长度 ≤ ___%
□ 外段颜色比例 ≥ ___%
说明:
1. 抽取焊盘中央的红色及亮度。
2. 中外段颜色比例:在检测区域内如果测得值大于设定值,则结果 OK ,否则结果 NG ;连
续长度 : 在检测区域内如果测得的红色的连续长度大于设定值 , 则结果 OK , 否则结果 NG
;
外段颜色比例:在检测区域内如果测得值大于设定值,则结果 OK ,否则结果 NG 。
3. 对于中外段颜色比例与连续长度为与的关系 , 此两项的组合结果与第 3 项外段颜色比例为
或的关系 。 即 1 、 2 项组合结果与第 3 项中任一结果为 OK 时 , 焊盘中央项结果为 OK ; 当 1
、
2 项组合结果与第 3 项中结果同时为 NG 时,焊盘中央项结果为 NG 。
〇 开焊处算法组合:
[+] 定义:如果几个算法间的算法采用 + 组合时,其中任何一个算法 OK ,则组合结果 OK
;
全部项 NG 时,则该组合结果 NG 。
[*] 定义 : 如果几个算法间的算法采用 * 组合时 , 其中任何一个算法 NG , 则组合结果 NG ; 全
部项 OK 时,则该组合结果 OK 。
“ + ” / “ * ” 及()与算法中的意义与数学中的意义基本一致,但对于组合算法则可理解为
当此组合结果大于等于 “ 1 ” 时(组合中的每项具体算法 OK 时可理解为此项为 “ 1 ” , N G
时可理解此为 “ 0 ” )则结合算法的结果 OK ;当结合的结果为 “ 0 ” 时,则组合结果为 NG 。
如果组合结果为 NG ,则报开焊
例 : ( 1+2 ) *3
此组合中用了 1 、 2 、 3 项算法。对于组合当第一项 OK 时,第一项为 “ 1 ” ,相反则为 “ 0 ”
;
第二、三项同理。
如果( 1+2 )或 3 均为 OK 时,则组合结果 OK ;如果( 1+2 )或 3 中一个 NG 时,则结 果
NG 。
□ 焊盘露铜
纵向长度 ___ 像素
颜色比例 ≤ ___%
横向
纵
向
横向
纵
向