YAMAHA-YG系列 换螺杆指导书.pdf - 第11页
Service Engineer Service I nformati on SI080 2008 E-000 = YG series: Replacement proc edure for ball screws of each axis 11/65 * The follo wing procedures are common to all th e models. 4. Tem porarily ti ghten the coupl…
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
10/65
When assembling the parts of YG88R and YG100R models.
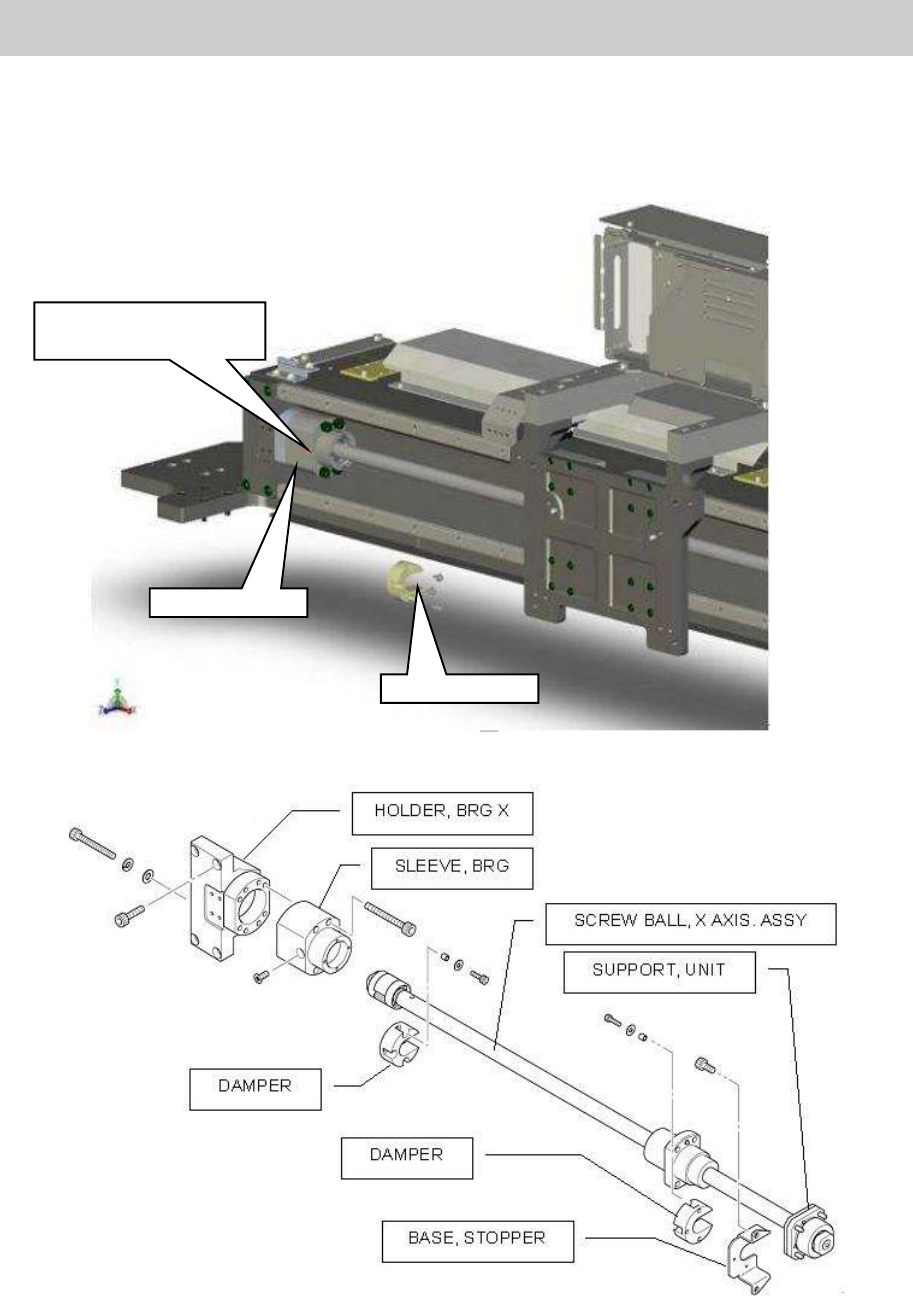
1) Move the SLEEVE,BRG to the position where it was and fix it with four bolts. Then
tighten the detent bolt for the SPACER, BRG SET.
2) Fix the DAMPER with three bolts.
Figure 10
Figure 11
DAMPER
SLEEVE, BRG
The detent bolt for the
SPACER, BRG SET
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
11/65
* The following procedures are common to all the models.
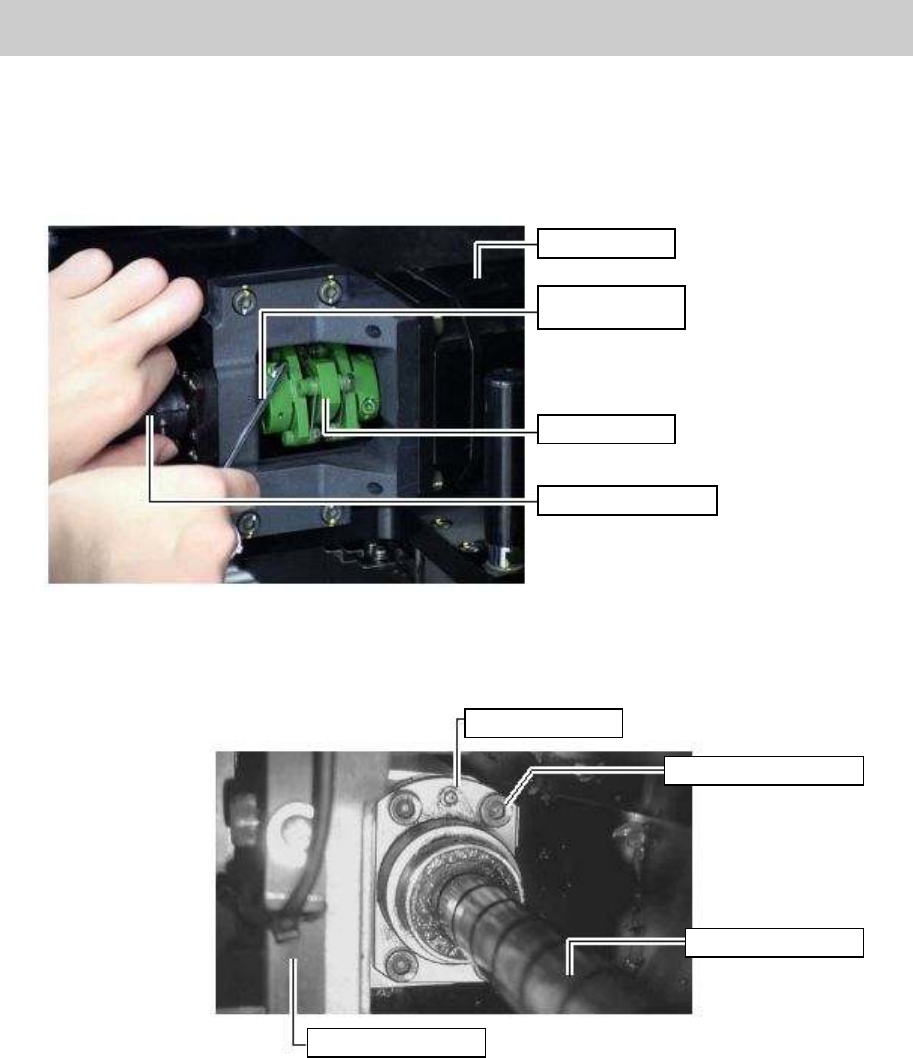
4. Temporarily tighten the coupling.
Temporarily tighten one of the two bolts at the slotted part (No.2 in Figure 1) on the ball screw side
of the coupling.
Figure 12
5. Temporarily fix the screw nut mounted at the center of the ball screw with the four bolts (M5*16/
See No.26 in Figure 1).
Figure 13
Grease nipple
Fixing bolts (Qty: 4)
Ball screw of X-axis
HOLDER, HEAD
X-axis motor
Hex wrench
(Size 3)
Coupling
X-axis ball screw
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
12/65
1.4. Centering of the axis
* The following procedures are common to all the models.
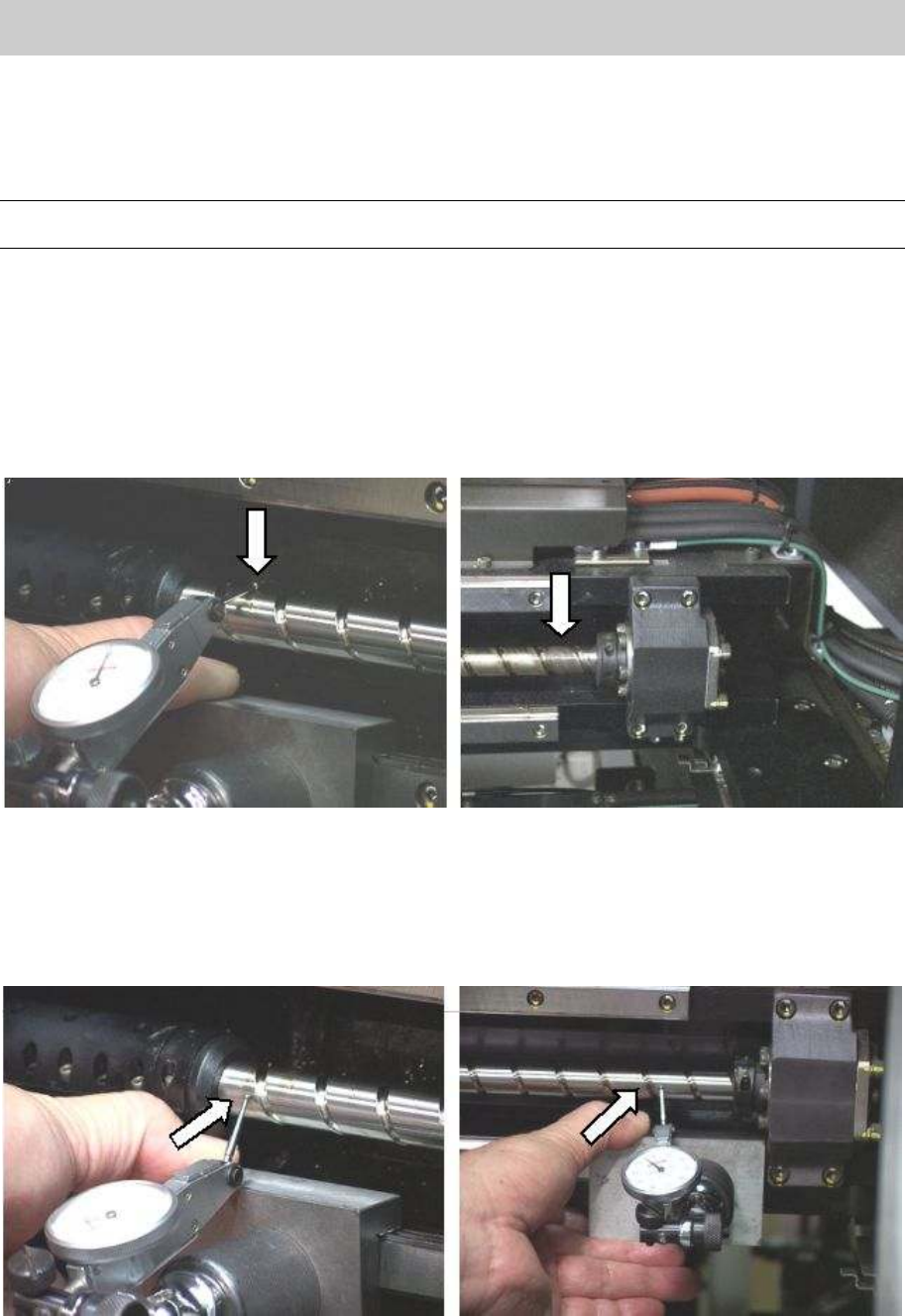
1.4.1. Perform centering of the X-axis ball screw
Note:
Please perform centering with reference to the height of the center of the ball screw on the motor side.
1. Set the tool (plate) for centering to the upper GUIDE SET of the X axis frame.
2. Attach a dial gauge on the stand base on the guide set.
3. Put the dial gauge at the point near the SUPPORT UNIT on the ball screw and perform zero
setting.
4. Put the dial gauge at the point near the HOLDER BRG. X on the ball screw and adjust the height of
the SLEEVE BRG by moving it up and down untill the dial gauge indicates 0 and fix it temporarily
by tightening the fixing bolts.
Figure 14
5. Put the dial gauge at the point near the SUPPORT UNIT on the ball screw and perfrom zero
setting.
6. Put the dial gauge at the point near the HOLDER BRG. X on the ball screw, and adjust the position
of SLEEVE BRG by moving it from side to side until the dial gauge indicates 0, then temporarily
tighten the fixing bolts.
Figure 15
7. Repeat the procedure from 3 through 6 to adjust the deviation of the center of the ball screw so
that it falls within +-0.01mm. Then fully tighten the bolts.