YAMAHA-YG系列 换螺杆指导书.pdf - 第40页
Service Engineer Service I nformati on SI080 2008 E-000 = YG series: Replacement proc edure for ball screws of each axis 40/65 4.2. How to r emove the ball screw 1. Turn of f the m achine before replacing the ball screw.…
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
39/65
4. How to replace a ball screw of the W-axis
W-axis adjusts the conveyor width with reference to the board size in the board data.
Required tools
- Hex wrench set
- Phillips-head screwdriver (Standard type)
- Nipper
- Board (Qty: 3/ Identical ones)
- Threadlocker (Medium strength type)
- New ball screw for the W-axis
- Tension gauge
- Some cable ties
4.1. Work to be done before replacement
The coordinates of the machine deviate due to the replacement of the parts. Therefore, some works
need to be done in order to restore the coordinates in the simple method.
Also, in case the ball screw is broken or the problem such as seizure occurs, the works before the
replacement cannot be performed and various adjustments need to be performed.
Caution:
Please make sure to do the necessary work before replacement. Otherwise, you will need to perform
all the adjustment, which requires a great deal of time later on.
<Works to be done>
- Check the machine reference.
* Please refer to the relevant section in “5. Adjustment”.
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
40/65
4.2. How to remove the ball screw
1. Turn off the machine before replacing the ball screw.
Check the surrounding area for safety and click on the [OFF] button on the screen. Turn off the
machine following the instruction on the screen.
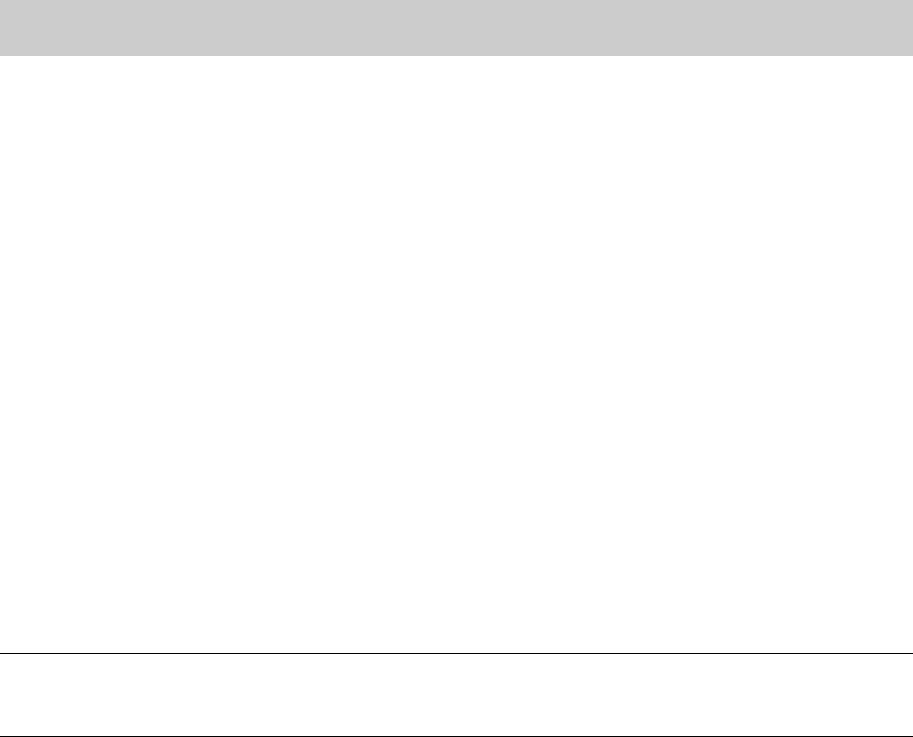
2. Remove the timing belt between the motor and the screw.
Loosen the two bolts that fix the motor bracket with a hex wrench (Size 4) to loosen the belt
tensioner (*move it to the direction that the arrow indicates as shown in
Figure 54
) in order to
remove the timing belt.
Figure 54
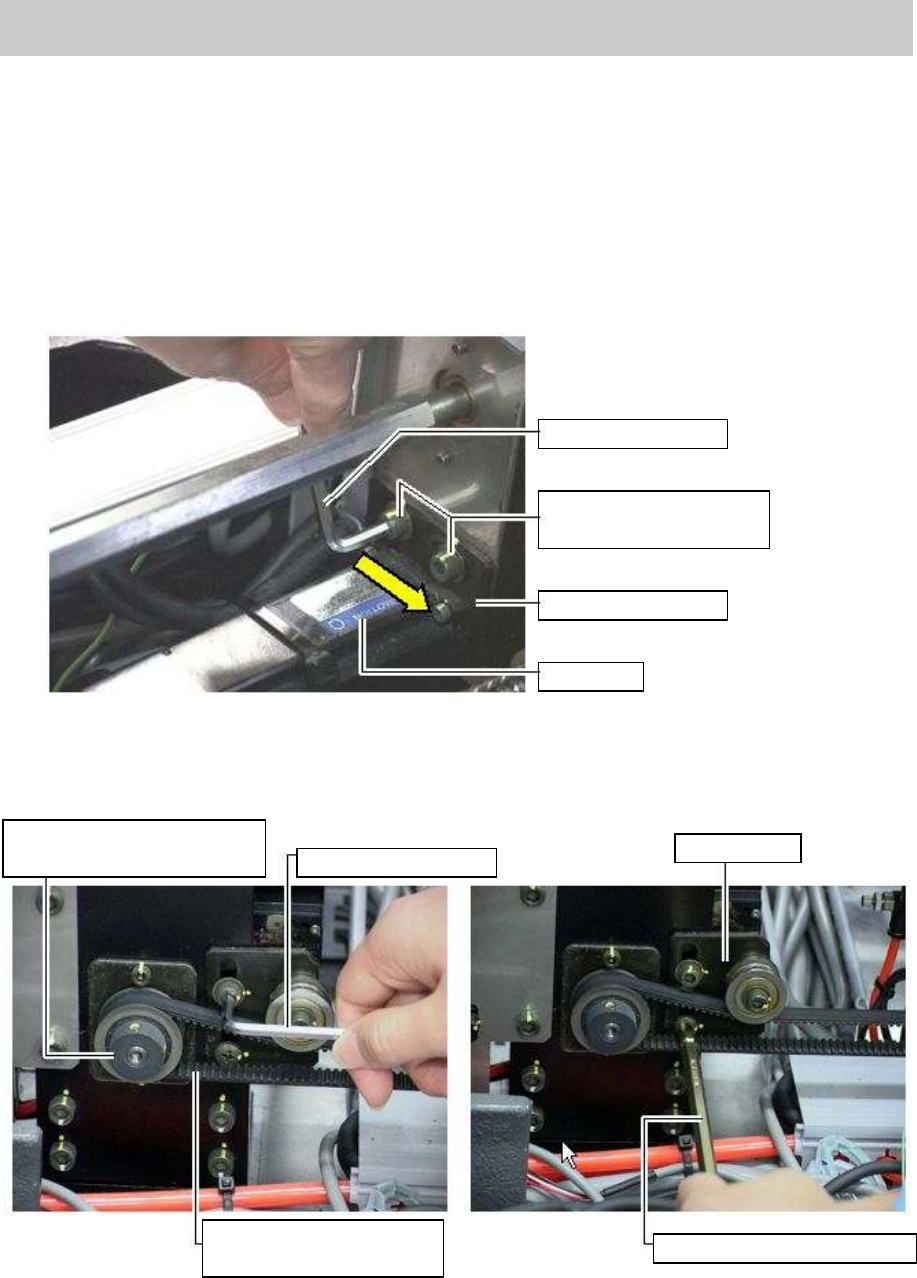
3. Loosen the two bolts that fix the belt tensioner (on the right and left) with a hex wrench (Size 4)
and a phillips-head screwdriver in order to remove the timing belt.
Figure 55
Hex wrench (Size 4)
Fixing bolts for the
motor bracket (M5)
Motor bracket
W-axis
The pulley for synchronizing
the W-axis movement
Hex wrench (Size 4)
Belt tensioner
Phillips-head screw driver
The belt for synchronizing
the W-axis movement
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
41/65
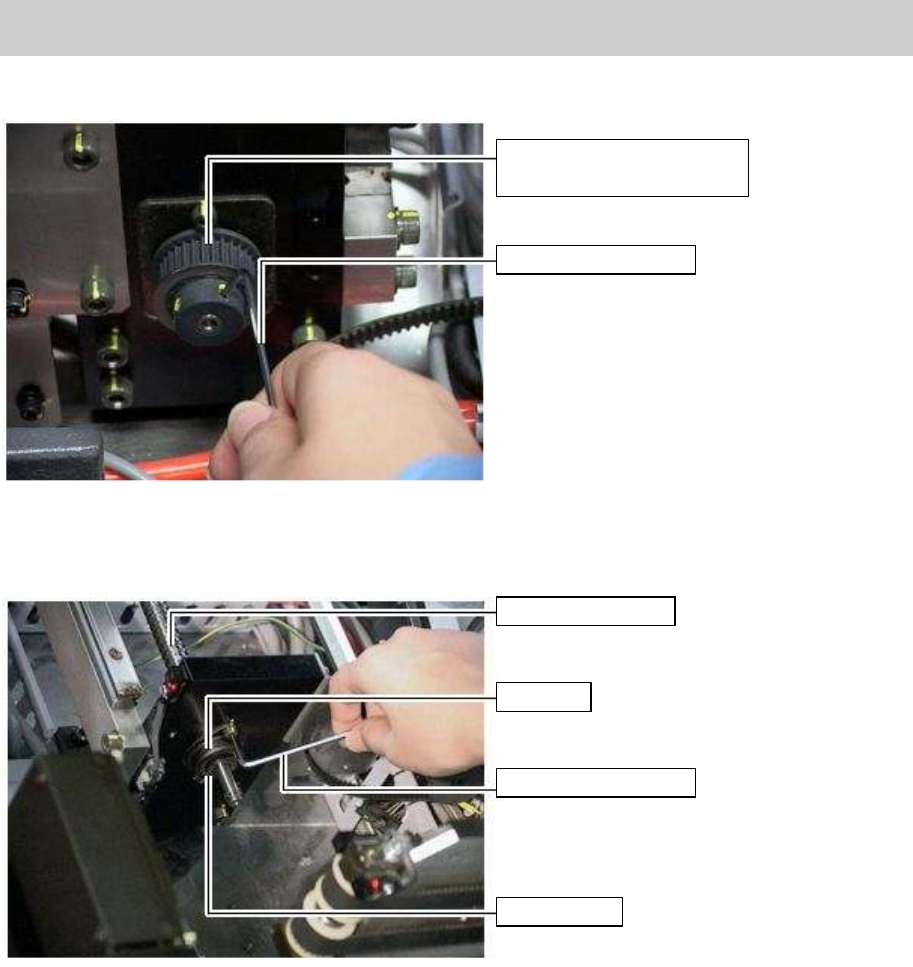
4. Remove the pully of the ball screw to be replaced.
Loosen the two set screws that fix the pulley with a hex wrench (Size 2) and remove the pulley.
Figure 56
5. Remove the two bolts that fix the bearing inside the reference side conveyor frame with a hex
wrench (Size 3), and remove the bearing and the spacer ring.
Figure 57
6. Remove the dead-end bearing that supports the ball screw to be replaced.
1) Remove the two bolts of the plate that secures the bearing and is located outside the frame
of the movable conveyor with a hex wrench (Size 3), and remove the plate, the spacer ring
and the bearing.
2) Remove the four bolts that fix the nut bearing with a hex wrench (Size 4).
Pulley for synchronizing the
W-axis movement
Hex wrench (Size 2)
W-axis ball screw
Bearing
Hex wrench (Size 3)
Spacer ring