YAMAHA-YG系列 换螺杆指导书.pdf - 第42页
Service Engineer Service I nformati on SI080 2008 E-000 = YG series: Replacement proc edure for ball screws of each axis 42/65 Figure 58 7. Remove the ball screw to be replaced. Remove the ball screw from inside the conv…
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
41/65
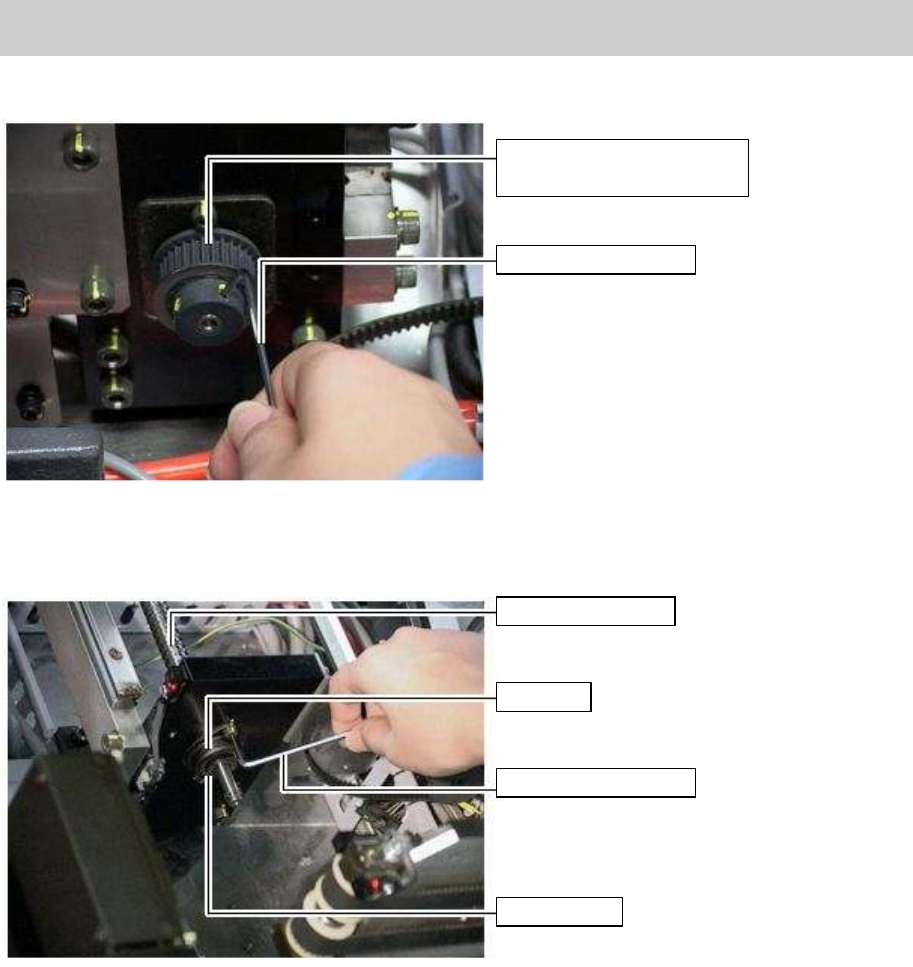
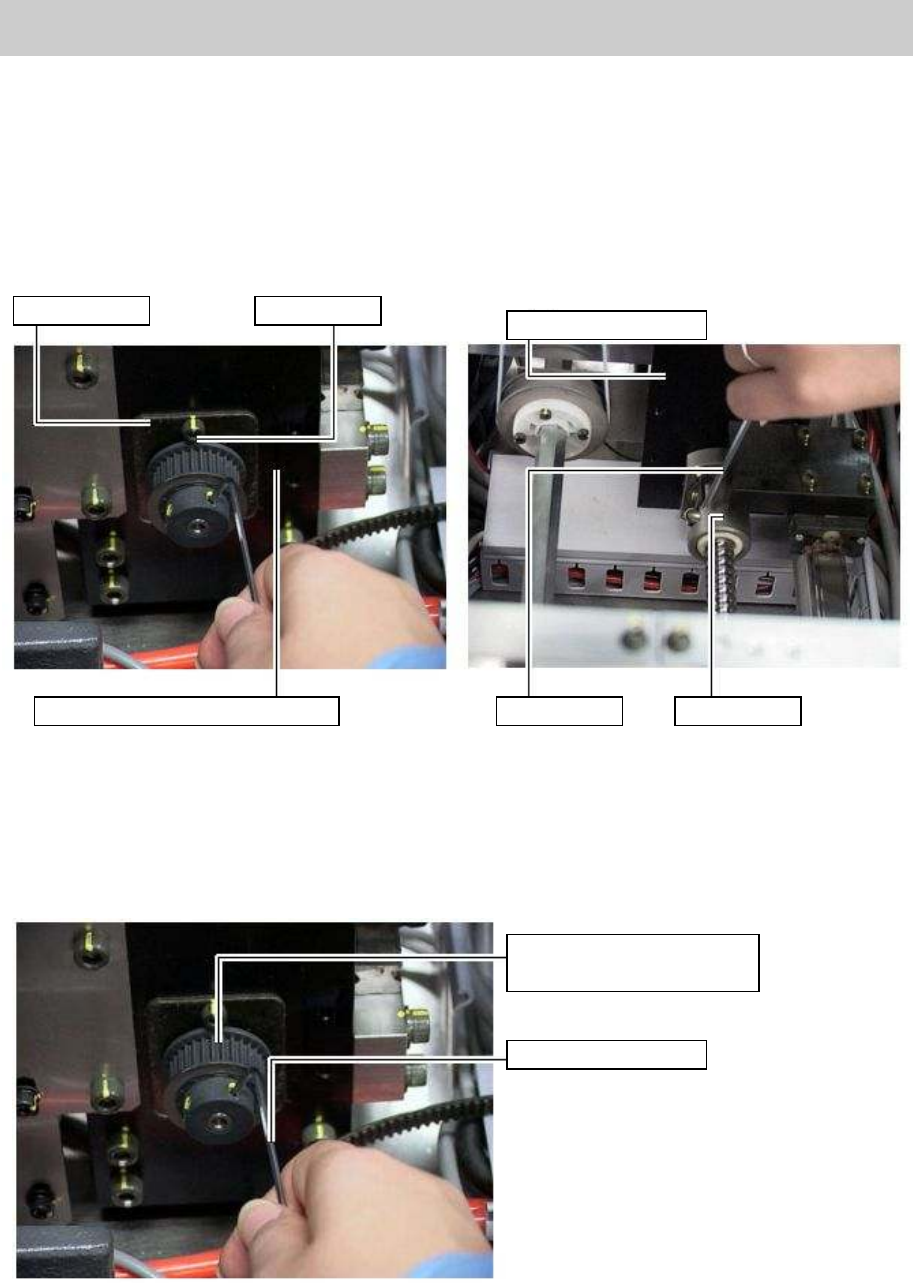
4. Remove the pully of the ball screw to be replaced.
Loosen the two set screws that fix the pulley with a hex wrench (Size 2) and remove the pulley.
Figure 56
5. Remove the two bolts that fix the bearing inside the reference side conveyor frame with a hex
wrench (Size 3), and remove the bearing and the spacer ring.
Figure 57
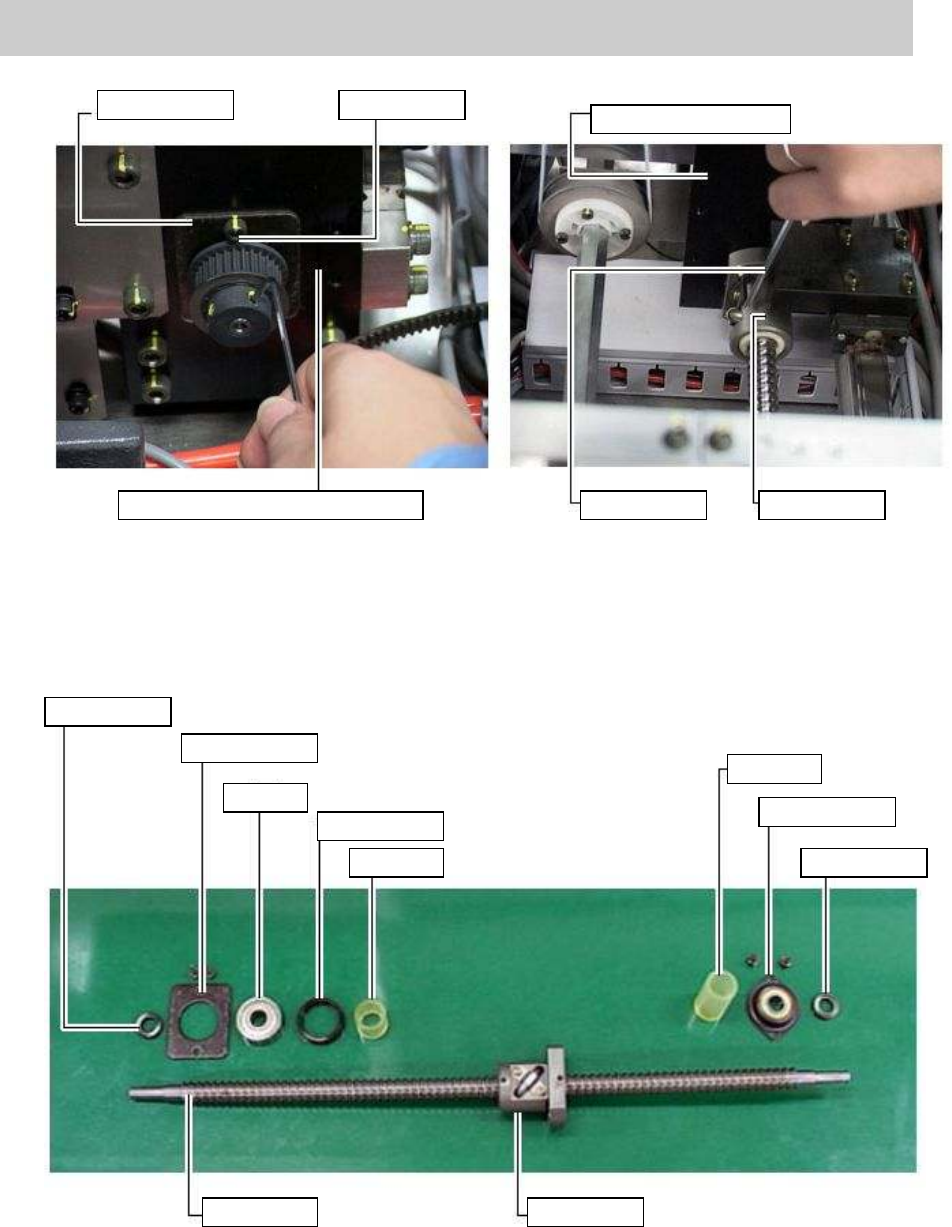
6. Remove the dead-end bearing that supports the ball screw to be replaced.
1) Remove the two bolts of the plate that secures the bearing and is located outside the frame
of the movable conveyor with a hex wrench (Size 3), and remove the plate, the spacer ring
and the bearing.
2) Remove the four bolts that fix the nut bearing with a hex wrench (Size 4).
Pulley for synchronizing the
W-axis movement
Hex wrench (Size 2)
W-axis ball screw
Bearing
Hex wrench (Size 3)
Spacer ring
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
42/65
Figure 58
7. Remove the ball screw to be replaced.
Remove the ball screw from inside the conveyor and remove the bearing on the motor side of the
ball screw.
Figure 59
Bearing plate
Fixing bolt
Driven-side conveyor
Reference side conveyor stand
Hex wrench
Nut bearing
Spacer collar
Bearing plate
Bearing
Spacer collar
Damper
Damper
Spacer collar
Bearing unit
Ball screw
Nut bearing
Service Engineer
Service Information
SI0802008E-000= YG series: Replacement procedure for ball screws of each axis
43/65
4.3. How to mount the new bearing
1. Put a bearing on the new ball screw on the reference conveyor side, and insert the ball screw into
the conveyor frame.
2. Put a bearing on the driven side of the new ball screw, and temporarily secure the both side of the
bearing with fixing bolts.
Then fix the nut bearing of the ball screw to the conveyor frame.
Figure 60
3. Move the driven-side conveyor frame to the minimum width and fix the bearing on the reference
conveyor side. Then move the conveyor to the maximum width and fix the bearing at the
dead-end side of the bearing.
4. Put the pully on the new ball screw and fix it with two set screws.
Figure 61
Bearing plate
Fixing bolt
Driven-side conveyor
Reference side conveyor stand
Hex wrench
Nut bearing
Pulley for synchronizing the
W-axis movement
Hex wrench (Size 2)