松下CM识别方式完整版手册_1F88E.pdf - 第80页
HGR14 附录 1.4 轮廓识别错误信息 附录 1-80 1. · 0000 附录 附录 附录 附录 1.4 轮廓 识别 错误 信息 轮廓 识别 错 误信 息 轮廓 识别 错 误信 息 轮廓 识别 错 误信 息 附录 附录 附录 附录 1.4.1 生产 中的 显示 生产 中的 显示 生产 中的 显示 生产 中的 显示 轮廓识别 ( 参考 No.51 以后 ) 时, 通过 显示在画面上 的识别结果代码 (A: 或者 AN S: ) , …
HGR14
附录 1.3 按形状输入数据项目
附录 1-79
形状编号
对象形状
参考编号
对象部品
(
类别
)
对应
Ver.
6a
特殊用途
1 125:
自动设定照明值
126:
手动设定照明值
基板识别标记
实装点识别标记
等
V7.00
以上
形状以及输入数据
识别方式以及结果
形状编号
色
尺寸
(a
、
b
、
c
、
d)
判断标准
参照下表
(Top view)
1)
相关值
(=
匹配一致率比输入的阈值大。
)
参照下表
XY
坐标
:
中心坐标
ANS:
匹配的相关值
OK
时,归还
100
。
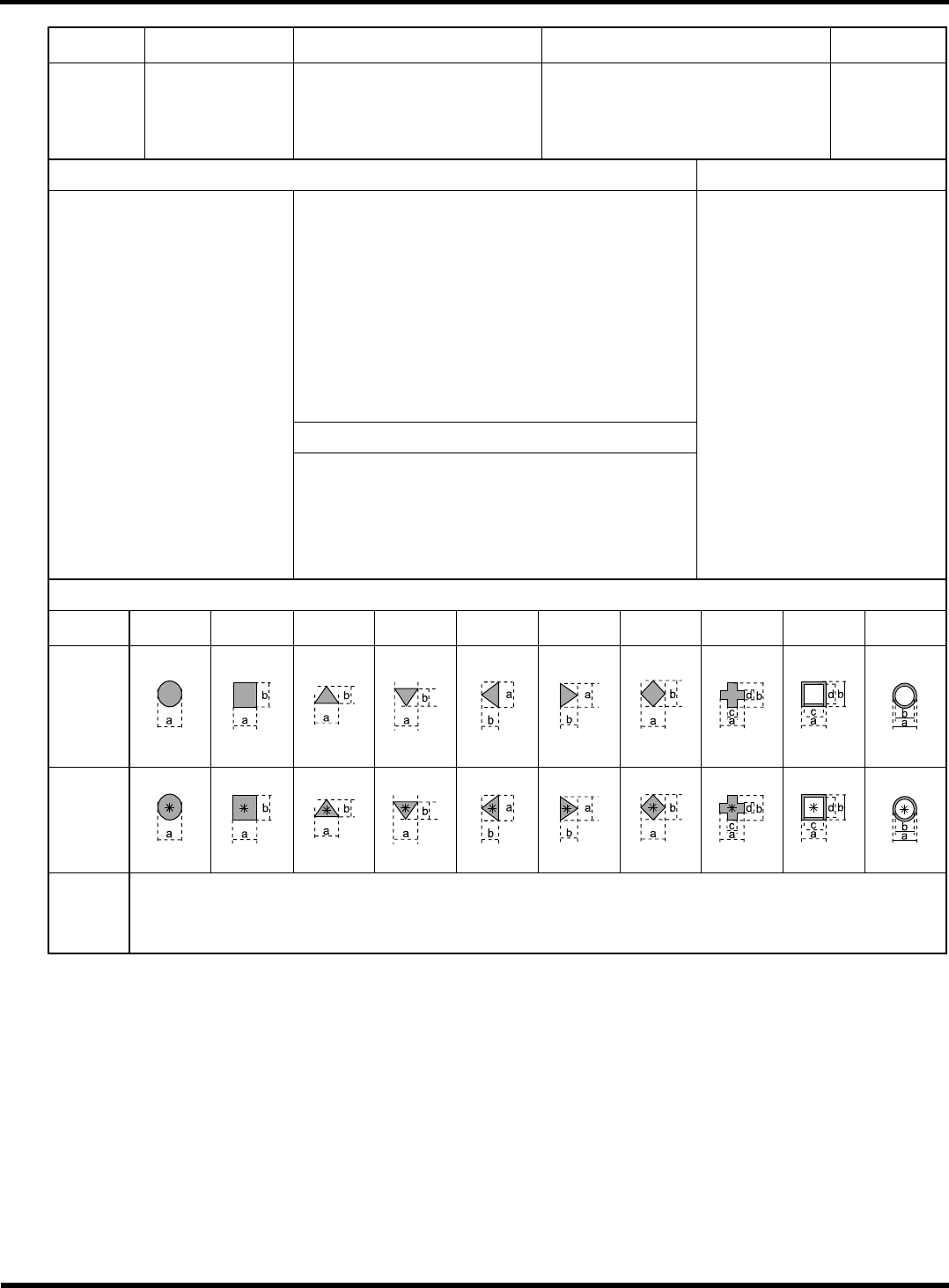
可识别形状
(
只可识别以下形状
<
也有一部分例外
> )
形状编号
1 2 3 4 5 6 7 8 9 10
形状
识别结果
(XY
坐标
)
备注
根据各标记
a
、
b
的中心坐标计算出识别结果。
(
圆形的为中心坐标
)
(备注)
1. 依据形状指定进行的基板识别是根据
·形状编号
·颜色
·尺寸
的数据制作目标图像,并通过匹配进行识别。
2. 参考编号为 125 的识别装置自动设定照明值。
不过,出现不良状况时,使用参考编号为 126,设定照明值。
HGR14-C-PMB01-A02-00
HGR14
附录 1.4 轮廓识别错误信息
附录 1-80
1. ·0000
附录
附录附录
附录
1.4
轮廓识别错误信息
轮廓识别错误信息轮廓识别错误信息
轮廓识别错误信息
附录
附录附录
附录
1.4.1
生产中的显示
生产中的显示生产中的显示
生产中的显示
轮廓识别 (参考 No.51 以后) 时,通过显示在画面上的识别结果代码 (A:或者 ANS: ),可以知道识
别结果。
识别结果代码 50 以上
:
识别正常结束 (显示识别结果坐标、斜度)
上述以外
:
识别错误 (不可)
所谓识别错误 (不可) 是指判定为不可识别或者不良部品的情况。
通过识别结果代码可以确认其内容。
( 附录 1.4.3 识别错误信息一览)
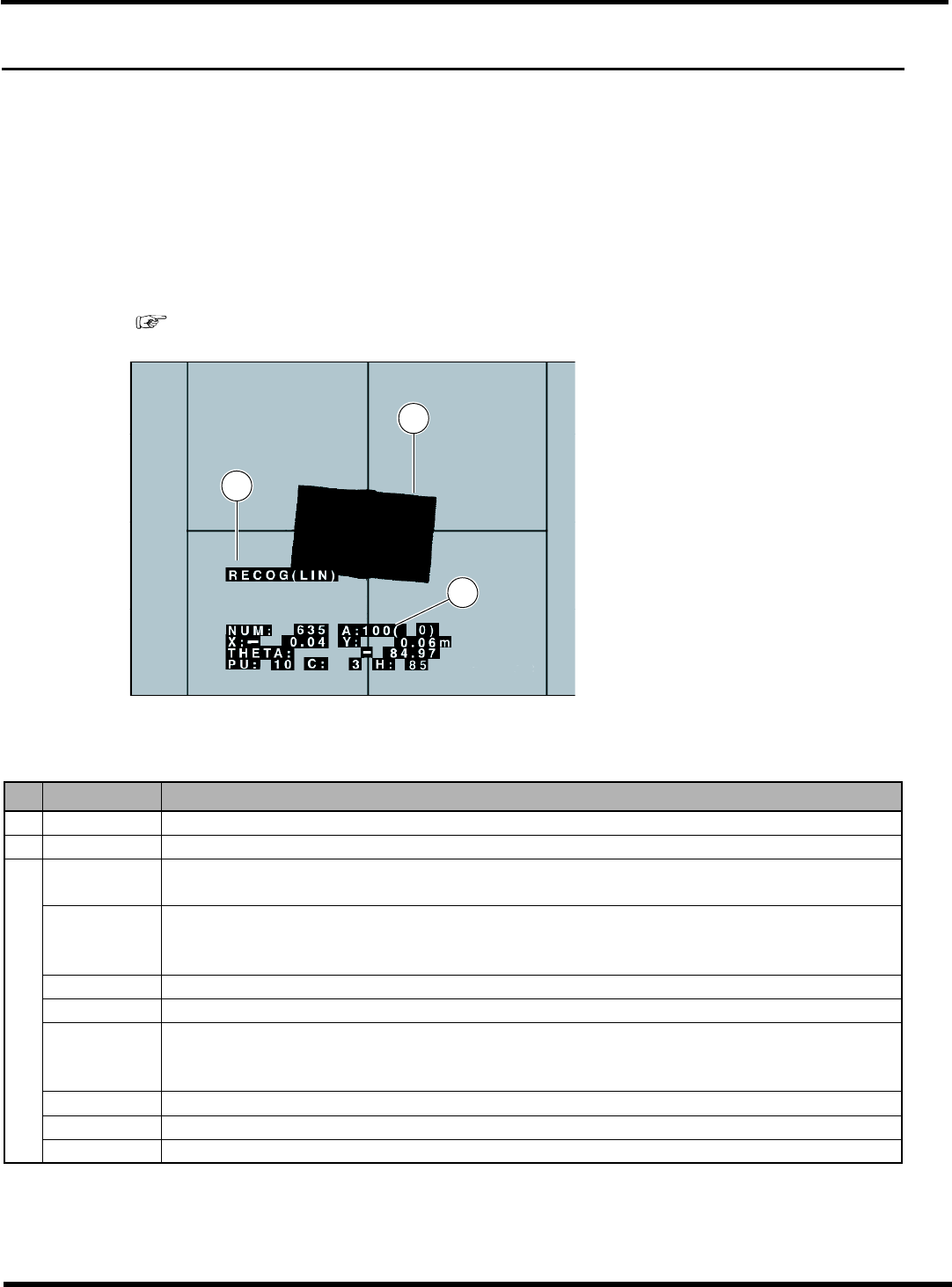
图. 4-1 识别结果画面 (运转时)
No.
名称 说明
表示轮廓识别。
识别对象
NUM
轮廓点数
表示识别对象的轮廓像素点数。
A
识别结果代码
显示识别结果。
识别错误时,根据代码编号,能够知道内容。
X
识别结果 X 坐标[mm]
Y
识别结果 Y 坐标[mm]
THETA
识别结果斜度[
°
]
识别正常结束时,显示识别对象的位置 (XY 坐标) 以及斜度。
识别错误时,全部显示为 0。
PU
装置编号 (PU 编号)
C
芯片编号
H
吸头编号
∗
识别结果坐标显示距照相机中心 (十字线中心) 的距离。 (图. 4-2)
HGR14-C-PMB01-A03-01
HGR14-003E
1
2
3
HGR14
附录 1.4 轮廓识别错误信息
附录 1-81
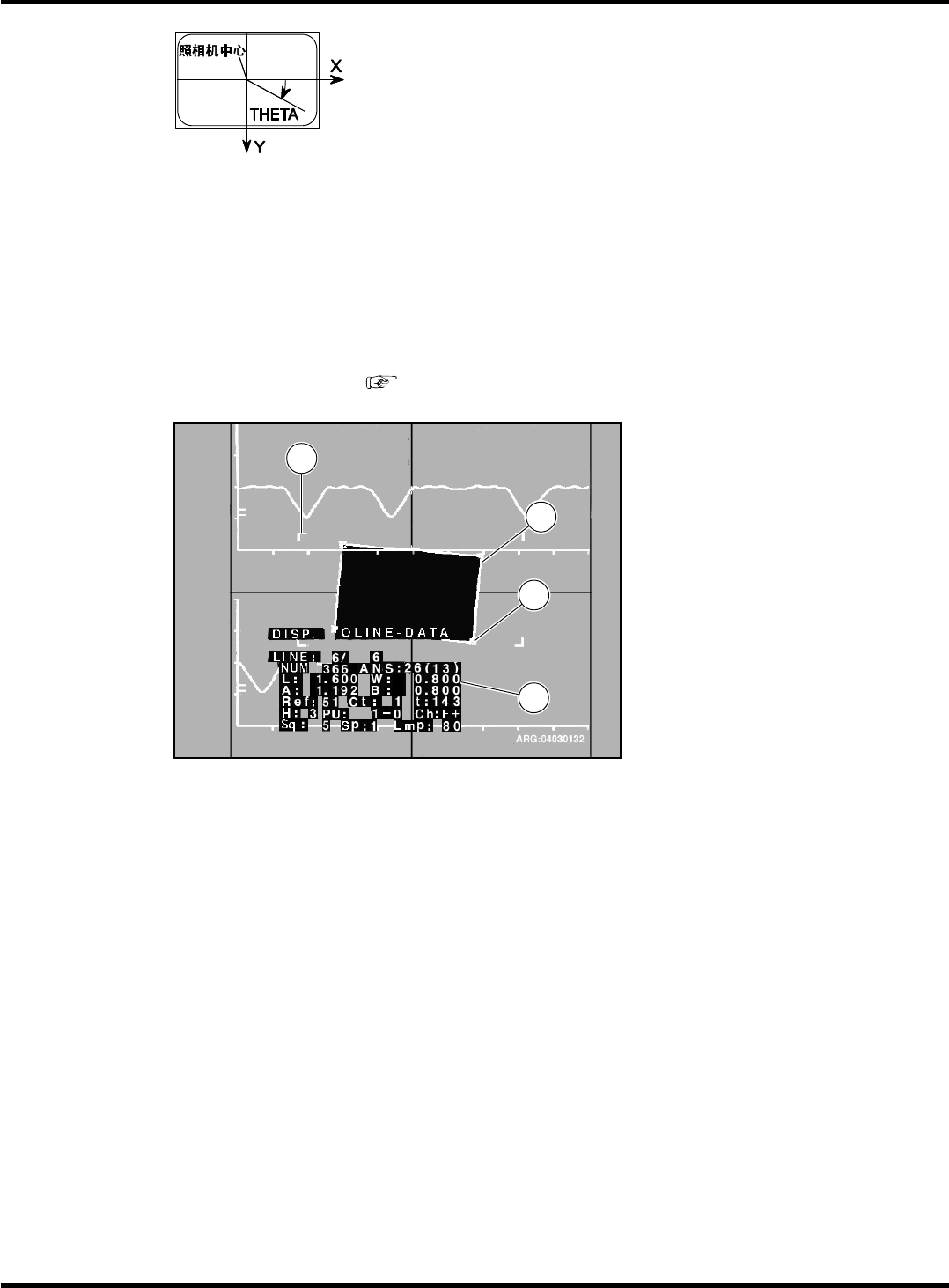
图. 4-2 识别画面的坐标系
∗
使用线路照相机的识别,不显示生产中的画面。
附录
附录附录
附录
1.4.2
生产后的识别信息
生产后的识别信息生产后的识别信息
生产后的识别信息
(
存储功能
存储功能存储功能
存储功能
)
存储过去出现的识别错误,生产后也能够确认错误内容。
请用于对策参考方面。 ( 附录 1.4.3 识别错误信息一览)
图. 4-3 识别错误画面
4Z4C-001P
1
2
4
3
HGR14-C-PMB01-A03-01