SE-350 450丝印SE-450II系列说明书.pdf - 第18页
深圳市劲拓自动化设备股份有限公司 S E 系列无铅波峰焊机用户手册 A . 0 - 18 - 具有声光报警、紧急制动、过载保护系统; 超大的维护空间,废弃物的集中收集,方便保养维护。 2.3 工作流程 波峰焊机工作流程如图 1 所示。 已插完成元器件的电路板, 将其嵌入治具, 由设备入口处的接驳装置以一定的倾角和传送速度送入波峰焊机 内,然后被连续运转的夹爪夹持,途经入板感应器,涂覆助焊剂,预加热,浸波峰焊锡,冷却的工艺流程。 …

SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 17 -
2.1 产品简介
波峰焊是将熔融的液态焊料﹐借助于泵的作用﹐在焊料槽液面形成特定形状的焊料波﹐插装了元器件的
PCB 置于传送链上﹐以某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
SE系列无铅波峰焊接机以 PLC 控制为核心,多模块化控制,具有多重保护功能,自动化程度高,可靠性强,
性能优异。其喷雾流量、喷雾速度、预热温度及波峰高度等关键工艺控制点全部纳入了数字化管理,同时所有的
原始数据都采取了出厂标定,修订了制造差异带来的数据失真。其焊锡喷流系统根据目前国际先进的波峰焊工艺
技术设计,可以达到高质量的焊接效果。
该产品采用了模块化及节能环保的设计理念,模块化设计不仅让客户更加灵活的选择适合自己的配置,而且
维护更加方便、轻松;喷雾和预热区完全分开,一体控制,既减少成本增加,又避免喷雾区和预热区距离过近而
引起着火的风险,节能环保设计使预热部分具有较高的热效率,减少了能源的消耗;可选配在线式锡渣分离装置,
可减少约 65%的锡渣量,从而为客户降低生产成本;滤网由原来的密闭式改为开放式,减少由于堵锡渣而需要
保养喷口,喷口采用快拆设计,并配备专用喷口拆卸提手,不仅提高操作的安全性,而且缩短了保养时间。
2.2 主要特点
外观采用流线型设计,钢化玻璃窗,美观大方,
全程视察窗,方便操作及维护;
主副导轨采用特制强力型材,坚固稳定;
副导轨采用特制钢材,耐热不易变形,坚固稳定;
采用
无级变频调速运输系统,闭环控制,速度稳定、准确;
喷雾系统由原来的内置外移,远离预热区,避免喷雾着火的风险(选配)。
通过清洗液和助焊剂切换自动清洗喷头;
助焊剂与外界不接触,无挥发,无污染,成份稳定,无须维护;
助焊剂喷涂采用步进马达驱动,保证助焊剂涂覆均匀,使用寿命长;
预热区采用可调速微热风循环设计,加热效果更均匀;
预热系统采用三段或四段独立控温,确保焊接工艺;
预热部分具有较高的热效率,减少了能源的消耗;
锡炉有铸铁炉胆和钛炉胆两种,可以任意选用;
锡炉部分的经济型控制,最大限度减少焊锡的氧化量;
增加在线式锡渣分离装置,可减少约 65%的锡渣量,减少成本(选配);
喷口采用快拆结构,并配有专用喷口拆卸提手,提高操作的安全性;
一波峰取消滤网,二波峰滤网由原来的密闭式改为开放式,减少保养次数;
锡炉进出及升降采用马达驱动系统并配备保护装置,防止误操作损伤机器;
焊接区可以增加氮气选项,提高焊接质量,减少焊锡氧化量;
配有自然风冷却和外置冷风机(选配)强制冷却模块,适合多种焊接工艺要求;
采用电脑+PLC 集散控制,性能稳定可靠;
操作界面可中英文任意切换;
可根据用户的设定进行自动开机;
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 18 -
具有声光报警、紧急制动、过载保护系统;
超大的维护空间,废弃物的集中收集,方便保养维护。
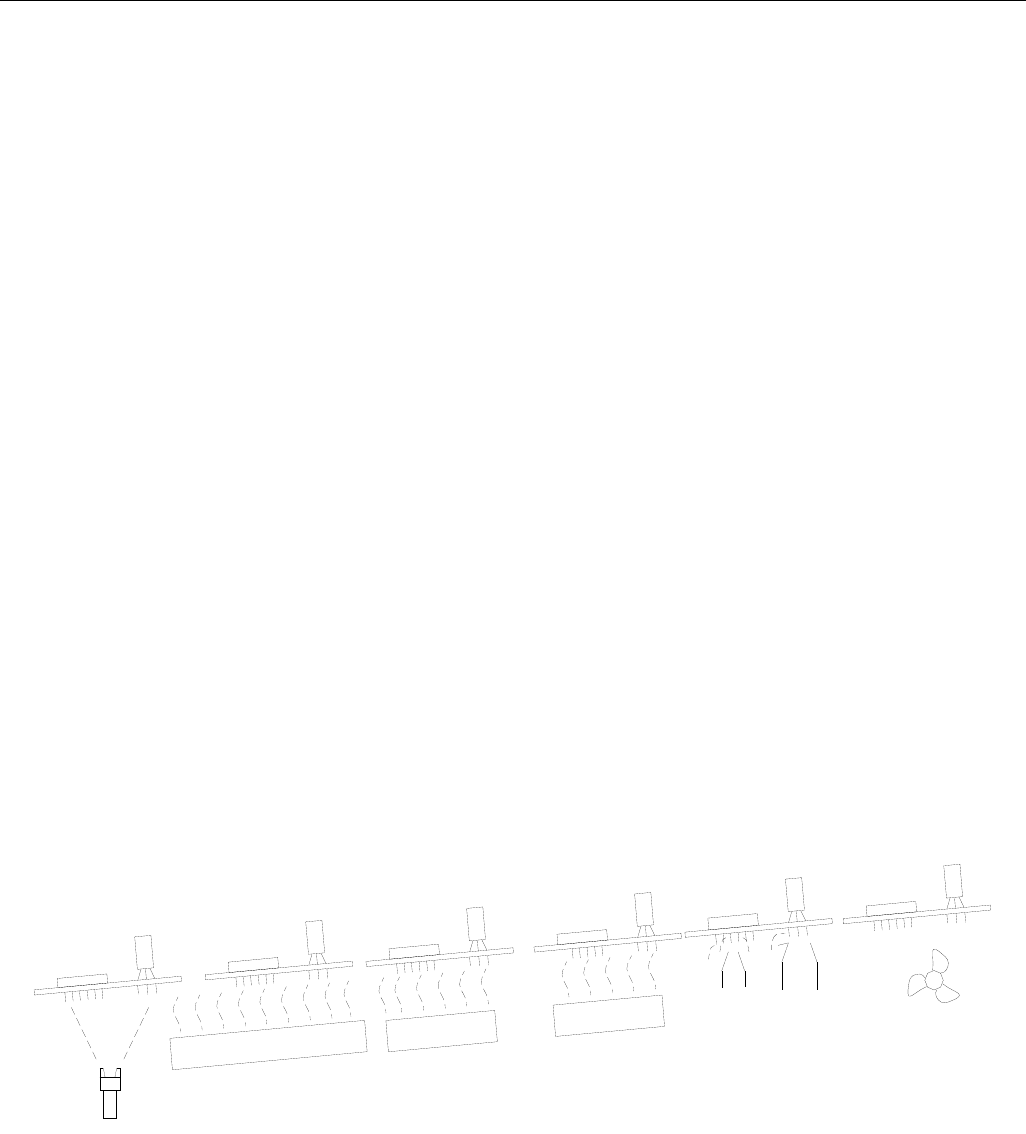
2.3 工作流程
波峰焊机工作流程如图 1 所示。
已插完成元器件的电路板,将其嵌入治具,由设备入口处的接驳装置以一定的倾角和传送速度送入波峰焊机
内,然后被连续运转的夹爪夹持,途经入板感应器,涂覆助焊剂,预加热,浸波峰焊锡,冷却的工艺流程。
在涂覆助焊剂阶段,喷头沿着治具的起始位置来回匀速喷雾,使电路板的裸露焊盘表面、焊盘过孔以及元器
件引脚表面均匀地涂覆一层薄薄的助焊剂。
在预加热阶段,助焊剂活化,挥发物被去除,PCB 焊接部位被加热到润湿温度,同时,由于元器件温度的
升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB 表面的温度应在 80~150℃之间为宜。
第一波峰是由狭窄的喷口喷出的“湍流” 波峰,流速快,对 SMT 元器件有较高的垂直压力,使焊锡对尺寸
小、贴装密度高的焊点有较好的滲透性,并克服了元器件的复杂形状及“阴影”效应 带来的不良影响;同时,湍
流波向上的喷射力可以使助焊剂气体顺利排出,大大减少了漏焊、桥接及焊缝不充实等缺陷。
第二波峰是一个“平滑”波,焊锡流动速度慢,出口处的流速几乎为零,所以它能有效去除端子上的过量焊锡,
使所有的焊接面润湿良好,并能对第一波峰所造成的拉尖和桥接进行充分的修正。
在冷却阶段,制冷系统使 PCB 的温度急剧下降可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。
在焊接整个过程中,在焊接区加有氮气保护可有效防止裸铜和共晶焊料氧化,大幅提高润湿性和流动性,确
保焊点的可靠性。
涂覆助焊剂 预加热 预加热 预加热 浸波峰焊锡 冷却系统
图 1(焊接流程)
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 19 -
2.4 技术参数
SE-350/450II 整机参数:
波峰焊外形尺寸(L*W*H)
4401×1582×1735mm
PCB 运输方向 L→R(R→L 可选)
电源(三相五线) 3P5W,380V AC ,50/60Hz, 63A
漏电开关
>150mA
电源功率要求
50KW(三段预热)
气源
0.5MPa
重量 约 1800KG
电器控制部分参数:
总功率 37KW(三段热风预热)
正常工作功率
≤10KW
控制方式 电脑+PLC
预热系统参数:
预热方式: 热风预热 红外预热
预热器发热管(单温区)
380VAC 3KW×2(下层)
3
KW
×
2
(
下层
)
SE-350:380VAC 1.2KWX6(下层)1.2KWX5(上层)
SE-450:380VAC 1.5KWX6(下层)1.2KWX5(上层)
热风风机
100W AC220V
无
调速方式 无级变频调速 无
预热区数量 三段预热
预热区长度 1800mm(三段预热)
预热温度 室温~280℃
预热控温方式 PID+SSR 模式
焊接系统:
炉胆 炉胆材质:全钛/铸铁(搪瓷工艺)
锡炉工作方式 机械泵
锡炉发热管功率 SE-350: 15KW SE-450: 15KW
锡炉容量(锡比重 7.5) SE-350:无铅 480KG;SE-450:无铅 550KG
锡炉极限承受温度 MAX: 300℃
锡炉极限使用温度 MAX: 280℃
锡炉控温方式 PID+SSR 模式
波峰驱动功率 1/4 HPX2 3P 220VAC(SE-350) 1/2 HPX2 3P 220VAC(SE-450)
波峰高度调节方式 数字调节
锡炉升温时间 100 Min 左右(设定温度:265℃)
PCB 传输系统:
PCB 传输速度
500~1800MM/MIN
PCB 最小过板间隔
50mm
PCB 入口运输高度 750±20mm(可选 750±20mm)
运输导轨倾角 出厂:5.5°±0.2°(5°
—
6°可调)
传输马达功率
90W 3P 220VAC
调速方式 变频调速
炉膛顶部过板高度
120mm
炉膛底部过板高度
25mm
氮气单元
(
选配
)
:
氮气耗量 12M
3
/h 1000
pp
m 以下
氮气气源压力
0.5~0.8MPA
氮气气源含氧量
≤10PPM
流量计个数
3
其
它:
助焊剂自动添加 标配
助焊剂流量
10~100ML/MIN
喷雾气压 0.25MPA~0.4MPA
排风扇
220VAC 750W
抽风管直径
Φ200MM