SE-350 450丝印SE-450II系列说明书.pdf - 第59页
深圳市劲拓自动化设备股份有限公司 S E 系列无铅波峰焊机用户手册 A . 0 - 59 - 5.3.4 更换焊锡炉的发热管 如果锡炉升到正常工作温度的时间明显变长, 则可初步断定锡炉的发热管已部分损坏, 须按以下步骤进行更 换: 1 . 切断锡炉加热电源,操作锡炉降按钮开关,先将锡炉降低至底部终点行程开关处,才可操作进出动作; 2 .操作锡炉出按钮开关将锡炉移出; 3 .将锡炉侧板卸下; 4 .拆下已损坏的发热管的高温连线,松开发热管…
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 58 -
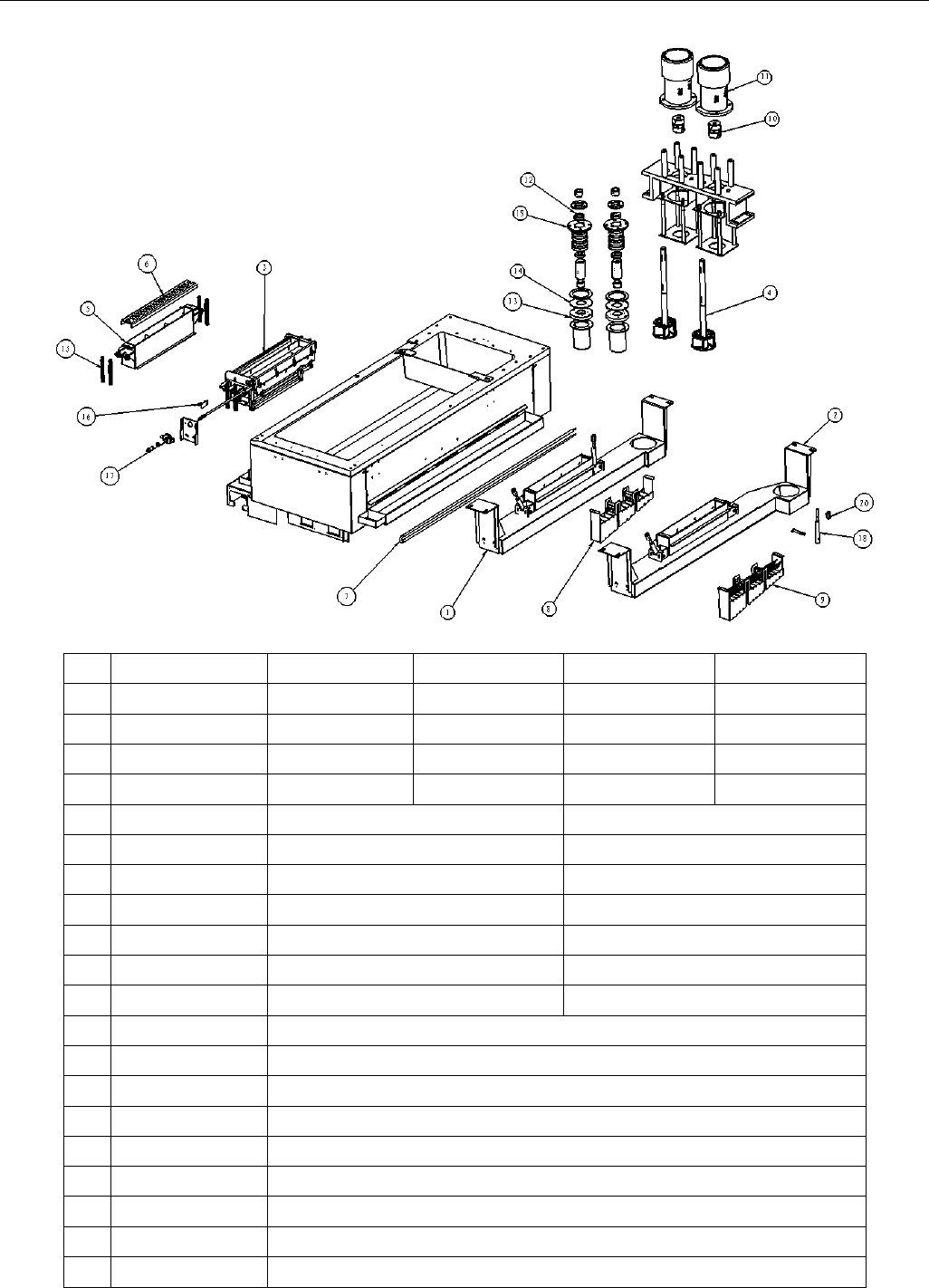
5.3.4 锡炉部分爆炸图序列号对应的名称和品号
No
品名 SE-350 左向右 SE-350 右向左 SE-450 左向右 SE-450 右向左
1 一波喷腔 91103495 91103497 91103499 91103501
2 二波喷腔 91103496 91103498 91103500 91103502
3 二波喷口 90009015 90009017 90009020 90009022
4 波峰叶轮 90009489 90009921 90009489 90009921
5 一波喷口 91102727 91102913
6 一波喷口盖板 92140381 92140382
7 新式发热管 33120192 33120193
8 一波振流网 91102732 91102736
9 二波整流网 91102733 91102737
10 波峰联轴器 90004894 90004895
11 波峰马达 31120001 31140005
12 轴承 34110024
13 隔热板 92144003
14 胶垫 92136805
15 调节丝杆 92142992
16 后挡板快拆头 91102375
17 万向轴承 34160023
18 喷口锁紧螺钉 92140412
19 轴承座 38170203
20 锁紧螺母 92140413

深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 59 -
5.3.4 更换焊锡炉的发热管
如果锡炉升到正常工作温度的时间明显变长,则可初步断定锡炉的发热管已部分损坏,须按以下步骤进行更
换:
1. 切断锡炉加热电源,操作锡炉降按钮开关,先将锡炉降低至底部终点行程开关处,才可操作进出动作;
2.操作锡炉出按钮开关将锡炉移出;
3.将锡炉侧板卸下;
4.拆下已损坏的发热管的高温连线,松开发热管压紧螺钉,取出损坏的发热管;
5.换上新的发热管,恢复连线,装上锡炉侧板;
6.返回锡炉,接上电源线;
7.将锡炉及 PCB 传输导轨调节到需要的工作位置。
5.3.5 更换焊锡
如果锡炉内杂质过多或使用到一定的期限,需更换焊锡,请按以下步骤操作:
1. 先将锡炉安全退出机器外部,
2. 然后将锡炉温度升至约 270°C;
3. 戴上高温手套和防护眼镜,使用专用工具取出喷口和喷腔,将喷口和喷腔清理干净;
4. 使用不锈钢勺将锡炉里的锡取出至专用容器,液面下降三分之一后,切断上层加热,防止上层加热干烧,
液面降至三分之一后,切断下层加热,防止下层加热干烧;
5. 按相反的顺序装好各零部件;
6. 放入新鲜的锡液。
5.3.6 维护与保养
1. 经常观察锡炉内锡面高度,其液面(指锡泵不工作时的状态)不得低于炉面 10mm;
2. 经常用测温仪器测量焊锡温度,防止温度控制器显示温度与实际锡液温度差别太大,影响焊接质量;
3. 及时清除锡炉内的氧化物,补充防氧化剂;
4. 每半年对锡炉电源线进行一次检查,对老化的电线应及时更换;
5. 当锡炉温度因异常而过高时,控制回路会自动将加热电源切断,并报警指示,以保护温控及加热部件,
这时检查控温模块是否良好,可控硅是否击穿。
6. 若运行中,发现温度变化较大,则检查热电偶屏蔽线是否接触良好,热电偶是否接触到机器。
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 60 -
5.4 传输系统
5.4.1 系统作用
传输系统由传输马达、链条和控制部分组成。其作用是平稳地输送 PCB,完成焊接的一系列工艺过程。控制
部分由变频器、测速部件、PC 等组成,以实现运输链速度的调整及监测功能。(见图 24)
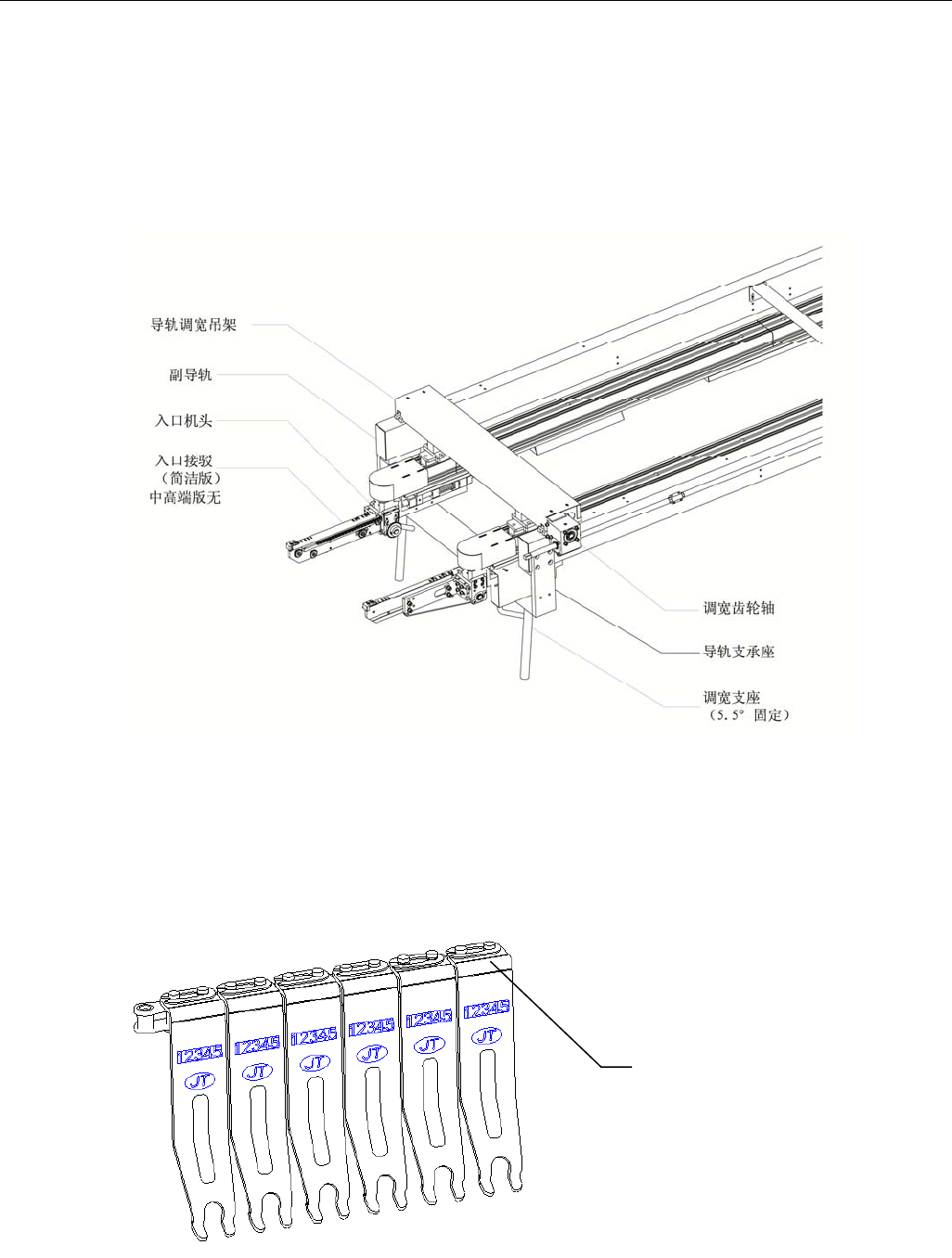
传动结构图一:普通双钩爪运输,其结构示意图及其主要部件如下:
普通链爪传输系统组装图 25
相应普通双爪钩结构图及其更换方法:
1.传输爪的拆卸:拆除限位卡簧,然后将普通双钩爪从链条上取下;
2.传输爪的安装:按相反的顺序装好,注意限位卡簧的方向要一致;
普通传输爪装配图 25
拆除限位卡簧即可,
拆换爪钩