SE-350 450丝印SE-450II系列说明书.pdf - 第28页
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A . 0 - 28 - 4.2.2 紧急情况处理 1 、 运行中, 当出现传输链被卡、 PCB 被夹或掉板等意外以及紧急情况时, 应立即按下 “ 急停 ” 按钮 ( 位于机器 正面左右上角及后面左右上角 ) 。除计算机控制系统、机内照明指示灯以及时间制继续运行外,其它功能均被禁 止; 2 、当计 算机显示温度值超过报警限值时 ,报警灯闪烁。所以当出 现红色报警灯闪烁,但…
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 27 -
4.1 通电前检查
1.检查供给电源是否符合本机要求;
2.检查外部供电断路器是否处于断电状态;
3.检查电控箱内断路器是否处于断开状态;
4.检查机器控制面板上的电源开关是否处于(OFF)状态;
5.检查机器是否接地良好;
6.检查锡炉内锡容量是否达到要求;
7.检查气压是否符合本机要求;
8.检查急停按钮(机器正面左上角、右上角及机器后面左上角、右上角红色按钮)是否已复位;
9.以上检查完毕后,将外部电源线接到机器上。
4.2
操作面板说明
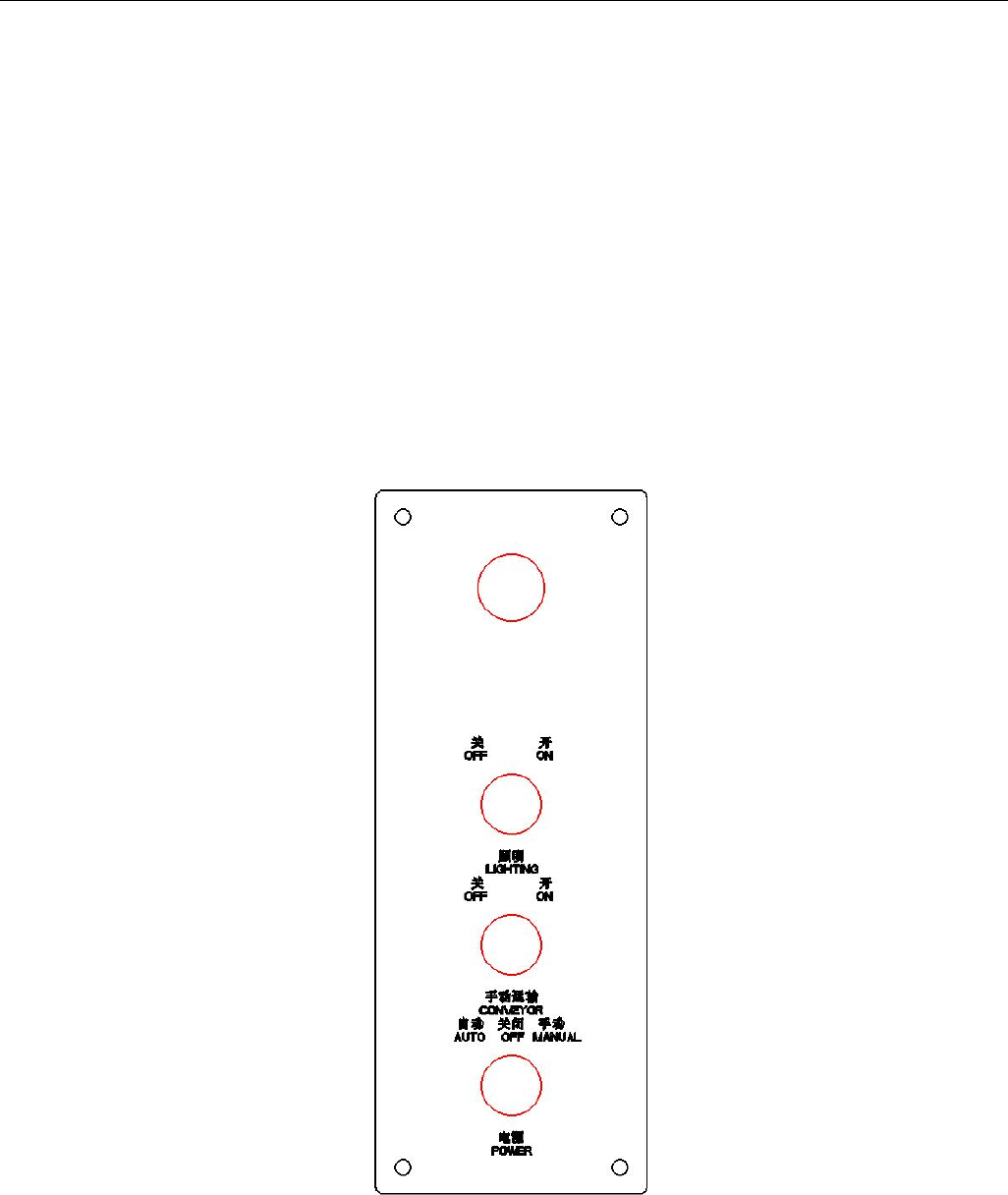
4.2.1 操作面板
操作面板使用说明
1.照明灯开关(LIGHTING)——设备内照明灯的开关。
2.手动运输开关(MANUAL CONVEY)—— 当系统出现故障时,可以按下“手动运输”开关,同 时开 关 上
指 示 灯 点 亮 , 运输系统快速将 PCB 送出,避免 PCB 烧坏。
3.电源开关(POWER) ——当电源开关旋到“手动” 状态时,设备立即启动,可以操作各项功能;当
电源开关拔到“自动”状态时,只有在时间制设置的机器的工作时间内设备才能启动(关于时间制的使用请参照
4.3 时间制的设置)。
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 28 -
4.2.2 紧急情况处理
1、运行中,当出现传输链被卡、PCB 被夹或掉板等意外以及紧急情况时,应立即按下“急停”按钮(位于机器
正面左右上角及后面左右上角)。除计算机控制系统、机内照明指示灯以及时间制继续运行外,其它功能均被禁
止;
2、当计算机显示温度值超过报警限值时,报警灯闪烁。所以当出现红色报警灯闪烁,但非“急停按钮”被按
下时,首先应检查温控指示是否超过报警限值;
3、如果发现计算机显示超过报警限值且 10 分钟内报警仍在,应立即关闭加热系统,然后再检查原因;
4、在机器运行过程中,需作某些调整时,应按下“急停按钮”。除非必要,一般不要关掉电源,以免影响自
控运行和锡炉温度。若遇停电或断电维修,在重新启动时,应留意锡炉的温度及自控运行是否正常。
4.3 时间制的设置
4.3.1 时间制的设置(欧姆龙)
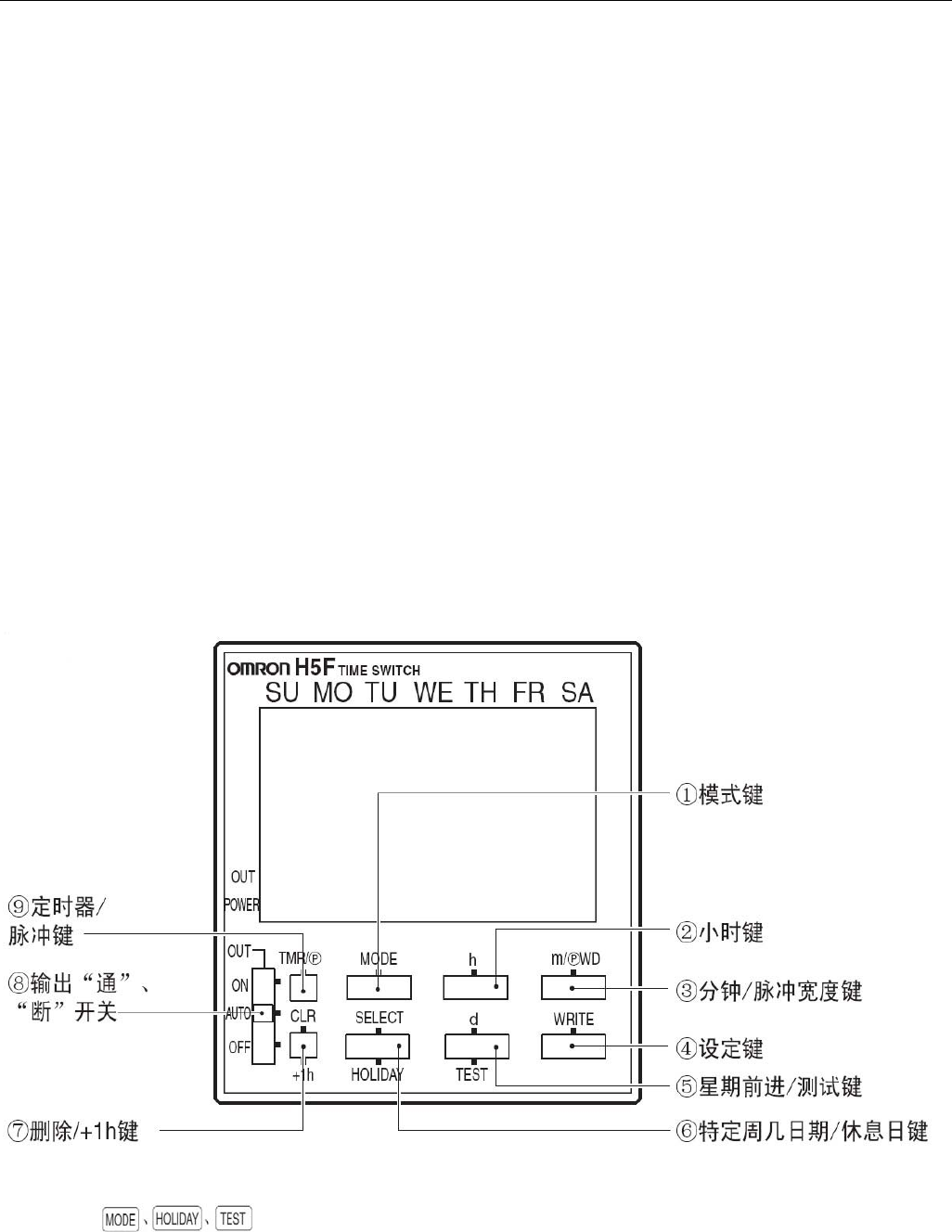
4.3.1.1
各部名称
4.3.1.2
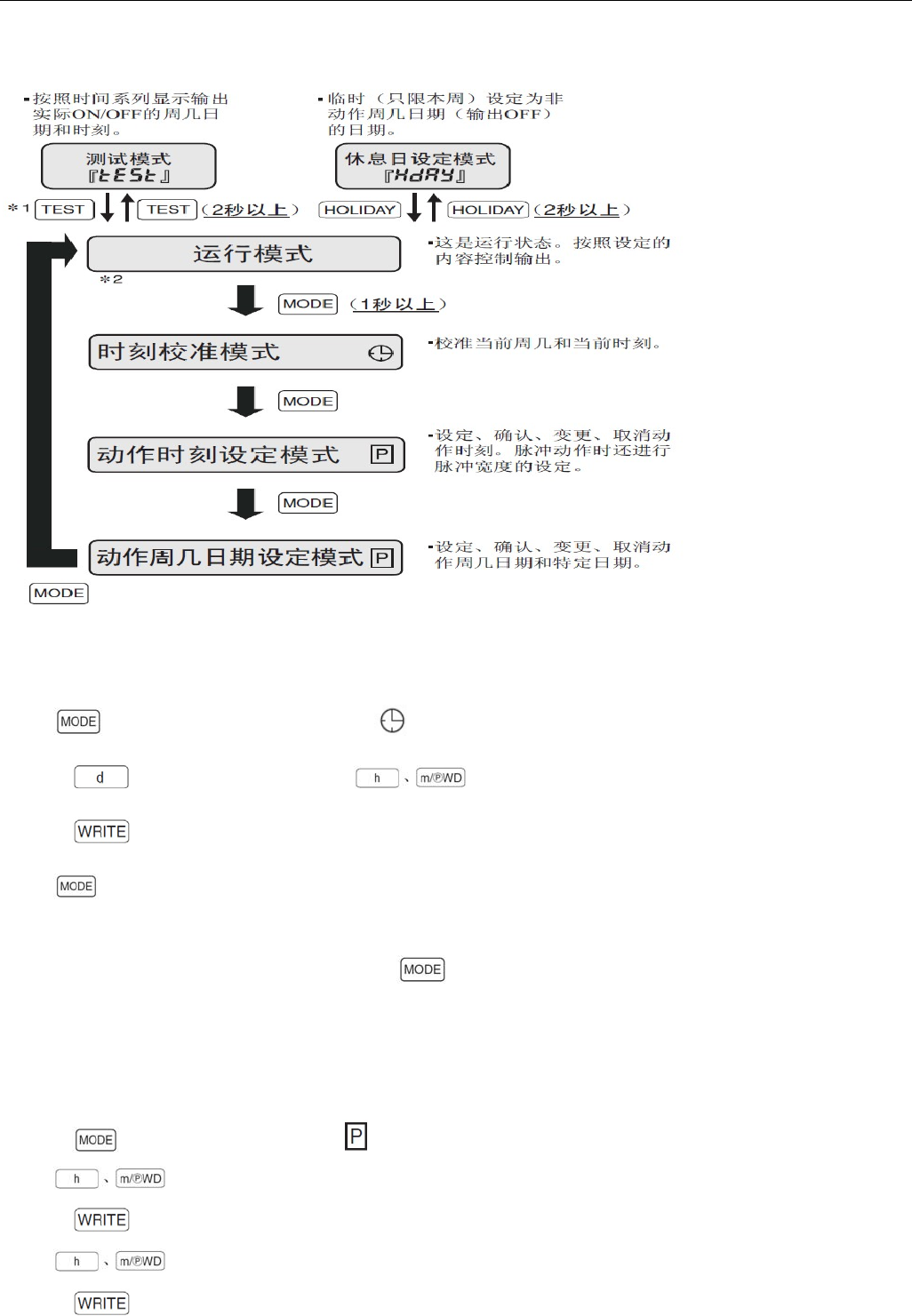
切换模式
各种模式按
选择
*
1.
显示全部设置后,自动复位到运行模式
*
2.
购买时已设置为运行模式
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 29 -
4.3.1.3
校准时刻
例:把当前时刻星期三上午
10:30
调到星期一上午
4:00
;
① 按
1
秒钟以上,进入时刻校准模式。
开始闪烁;
② 按下
,将
▼
显示调至星期一,按 键,调到
“AM4:00”
;
③ 按下
。冒号开始闪烁,从
0
秒开始计时;
④ 按
3
次,返回运行模式。
出厂时的设定值:
出厂时已设为
“
运行模式
”+“
当前时刻为设定
”
。按
1
秒以上进入时刻校准模式,未按照上述步骤进行当前时
刻的初期设定。
4.3.1.4
设定定时器动作
例:星期一到星期五上午
8:00 ON
,下午
5:15 OFF
,将此设定为程序
NO.1
① 按下
,进入动作时刻设定模式, 开始闪烁;
② 按
,把
ON
的时刻调到
“AM8:30”
;
③ 按下
;
④ 按 ,把
OFF
的时刻调到
“PM5:15”
;
⑤ 按下
(继续进行其他设定时,重复②~⑤的操作)