SE-350 450丝印SE-450II系列说明书.pdf - 第65页
深圳市劲拓自动化设备股份有限公司 S E 系列无铅波峰焊机用户手册 A . 0 - 65 - ( 7 )冷风机工作温度低于设定状态将进入除霜状态,温度回升后自动打开。 ( 8 )冷风机每次开启时,内部有延时 2 分钟保护功能,此为正常现象。 5.7.2 日常维护及保养 1 . 清洁冷气喷口及其上的整流板; 2. 检查各个气路接头及气管有无漏气现象; 3. 检查各个接头是否有老化现象; 4. 检查硅橡胶密封圈有无漏气及老化现象。 5.8 …
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 64 -
图
28
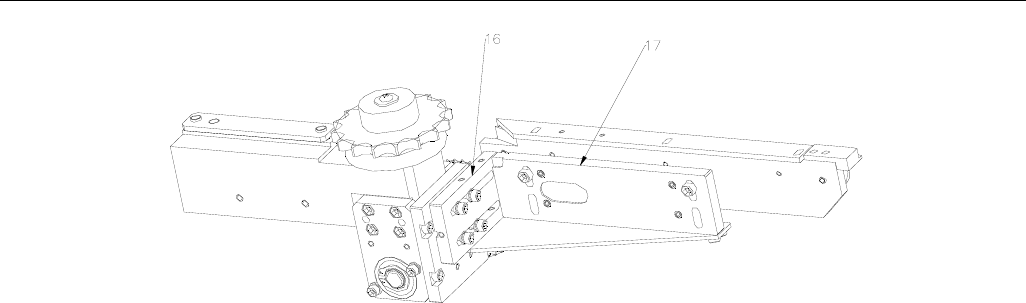
入口接驳装置
该入口接驳装置具有强度高,承重大,不打滑,同步性好及不跑偏等特点。
入口接驳装置主要由 1.接驳导向块 2. 接驳链轮 3. 接驳导轨盖 4. 链条托板 5. 张紧链轮 6.
主传动链轮 7.导向顶紧盘
8.
接驳锁紧片 9. 入口机头 10. 内六角螺钉 11. 接驳调高板 12.
入口接驳传动轴 13. 接驳驱动链轮 14. 入口机头侧板 15. 入口接驳伞齿 16. 接驳固定板 17. 接
驳导轨固定板 等组成。
5.6.2 日常维护与保养
入口接驳装置虽然结构简单,但其运转是否稳定顺畅,直接关系到整机性能的发挥。所以对入口接驳装置的日
常维护与保养工作应给予必要的重视。
1. 链轮与链条之间噛合时出现跳齿现象。这种情况一般是由于链条张紧力度不够或链轮与链条磨损严重所致。
只要调整“张紧轮”,适当增大张力(但也不可太紧)或更换链轮与链条即可;
2. 链条导轨不平行或宽度与 PCB 宽度不合适时会产生卡板掉板现象;a.高度方向的调整:略松开螺钉 8 和 9
(但不可太松,以接驳导轨刚好能沿长槽活动为宜),一边用手将接驳导轨 4 往下压一边通过调整螺钉 10
和 11,使接驳导轨能适应传输爪的高度;b.宽度方向的调整:松螺钉 14 和 15 的同时紧螺钉 12 和 13 可调
窄,反之松螺钉 12 和 13 的同时紧螺钉 14 和 15 则可调宽,通过螺钉 12、13、14、15 的调节,可将入板
调节至合适的宽度并且调整至平行。
3. 特别注意:入口接驳装置在进行所有的调整后均必须保证张紧链轮 6 是张紧的并且和 16、17
、18 的轮齿在
同一个面。
4. 每两天给链轮转动销轴注一滴机油。
5.7
冷却系统
5.7.1
冷却
系统
作用
冷却
系统
分为两种冷却方式:自然风冷和冷风机冷却。
1.自然风冷是将空气从机体外抽入直接吹到 PCB 底面,加速 PCB 冷却。
2.冷风机的使用注意事项(具体使用请参照《风冷式冷风机用户手册》)。
(1)根据焊接工艺对冷却的要求,风温可设定为+1~+25℃。
(2)冷风机的安装必须保证通风良好,须保证其冷凝器的通风量,否则可能造成压缩机过载,不能正常启动。
(3)冷风机由于产生的冷凝水较多,请每 2 小时检查一次冷凝水接水盆并倒出,以防冷凝水溢出。
(4)冷却区实际温度超过冷却区设定的安全温度,机器将关闭冷风机并进入冷却状态。
(5)冷风机故障时会关闭冷却系统。
(6)冷风机为 3 相 380VAC 供电,开机时要检查相序保护器是否正常,打开冷风机时,上部风机应为往外
抽风。
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 65 -
(7)冷风机工作温度低于设定状态将进入除霜状态,温度回升后自动打开。
(8)冷风机每次开启时,内部有延时 2 分钟保护功能,此为正常现象。
5.7.2
日常维护及保养
1.清洁冷气喷口及其上的整流板;
2.检查各个气路接头及气管有无漏气现象;
3.检查各个接头是否有老化现象;
4.检查硅橡胶密封圈有无漏气及老化现象。
5.8 氮气系统(选配项)
5.8.1 氮气系统的作用
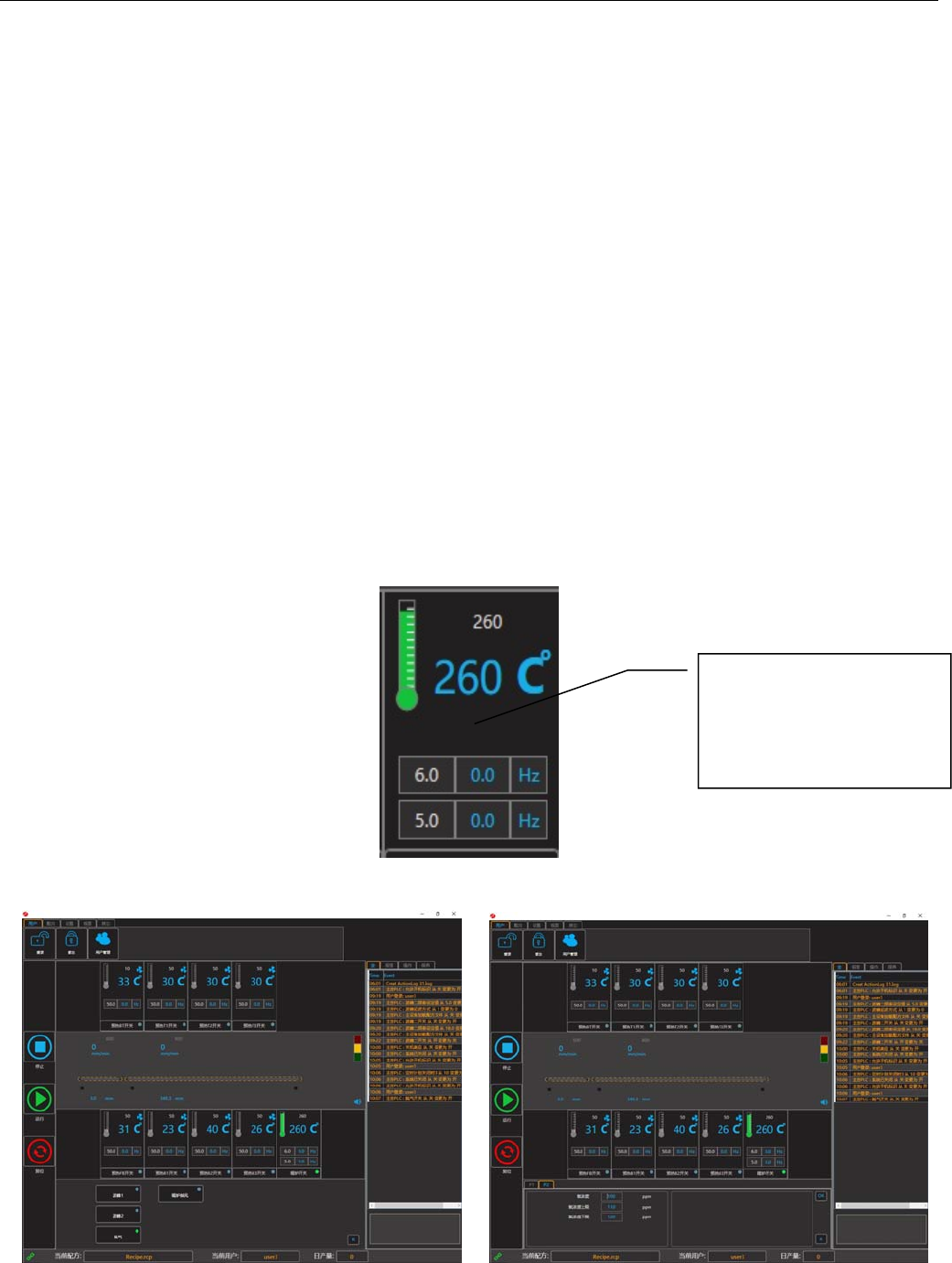
氮气系统由氮气罩、喷氮气管、流量计、氧气分析仪、电磁阀等组成。其作用是将氮气喷入到焊接区,如下
图所示的电脑界面,在左下方有一个按钮“氮气”,单击此按钮,氮气将流入到氮气罩中,调整各个流量计,可使
各个喷氮气管的流量达到最佳比例,该焊接机的氮气耗量为 25M
3
/H,焊接区的氧气含量将降低到一定的水平
1000ppm 以下,以使焊锡的氧化量大幅度降低。当有焊板通过时,会影响焊接区的氮气浓度,氧化膜的减少将使
焊接质量得到提高。当不需要氮气时,可单击电脑界面的“氮气”按钮,关闭氮气。
氧气分析仪可以将采样区域内的氧气浓度以数值的形式反映到分析仪和电脑上(见图 29)。
为了达到氧气的浓度要求,应该使喷氮气管的喷流方向向下。
关于氧气分析仪的其它功能请参阅《氧气分析仪说明书》。
图 29
1 左键打开右图启动氮气
2 右键打开左图设置氮气
报警值
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 66 -
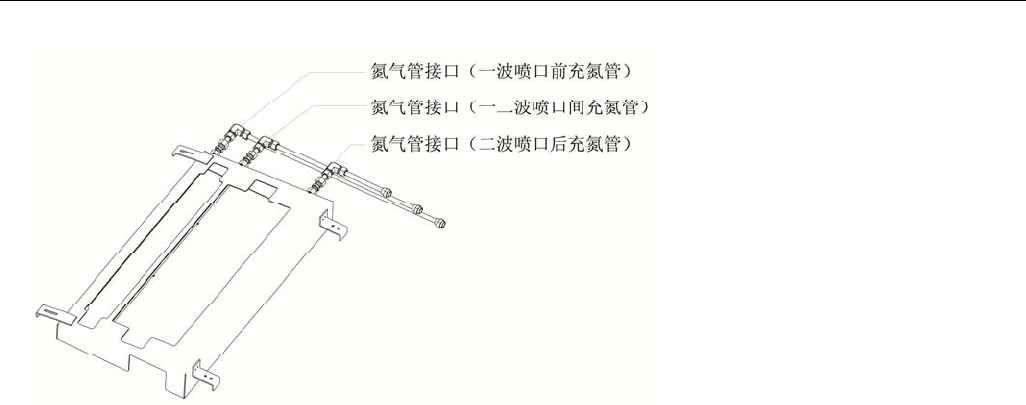
氮气罩结构如图所示
氮气调节参数(供参考):
1,氮气气压调至 4.5-5 MPa;
2, 波峰 1 前端接口氮气流量调至 60-70m
3
/h;
3,波峰 1,2 之间接口氮气流量调至 90-100m
3
/h;
4,波峰 2 后端接口氮气流量调至 60-70m
3
/h;
5,综合调整上述参数氧含量可降至 2000ppm 以下.
5.8.2 日常维护
(1) 每年对氧气分析仪进行标定;
(2) 检查各个气路接头及气管有无漏气现象;
(3) 检查各个接头是否有老化现象;
(4) 检查风帘有无老化、磨损现象;
(5) 检查硅橡胶密封圈有无漏气及老化现象;
(6) 为了使焊接区的氮气浓度达到最佳效果,请不要使用出口轴流风扇;
(7) 冷却区的出口流量的大小会严重影响到焊接区氮气的浓度,请将冷却区的出口流量调节适中。