SE-350 450丝印SE-450II系列说明书.pdf - 第48页
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A . 0 - 48 - 1. 调节接近 开关与感应板之间的距 离,建议在 0.5~1MM 之间调整。 2. 调节喷嘴螺 杆可调节喷头与 PCB 之间的距离,建议值为 70~100MM 。 注:超声波喷雾系统(选项) 5.1.4 注意事项 1. 本机的喷雾系统具有自清洁功能: 每次喷雾结束时, 控制系统会自动将助焊剂通道关闭, 但压缩空气及助焊 剂雾化系统仍保持开启 3 …
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 47 -
1.“喷雾大小”调节阀控制喷射气体的流量,对助焊剂产生引射作用,调大时喷射高度增加,调小时喷射高度降低。
但调得太大,助焊剂喷射到线路板上会产生飞溅,不容易沾到线路板上;调得太小,引射出的助焊剂太少;
2.“喷雾气压”调节旋钮控制喷射压力(一般压力值为 0.3Mpa 为宜);
3.“针阀气压”调节旋钮控制喷头内部的针阀开闭,调大会增加助焊剂流量,反之则减少。调得太大助焊剂太多,
颗粒大;太小助焊剂太稀薄(一般压力值为 0.4Mpa 为宜);
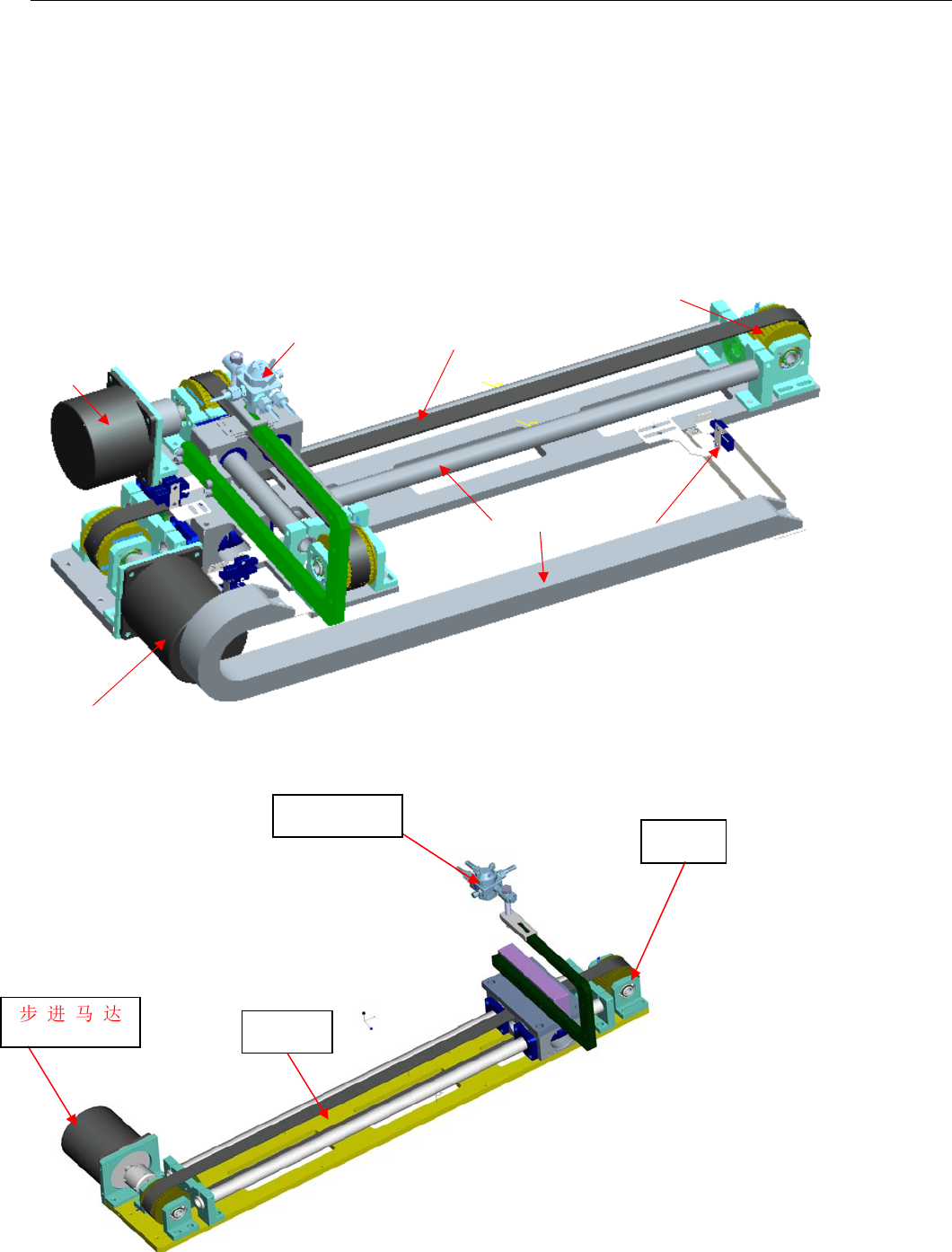
5.1.3 喷雾驱动系统及调试
图 7(双轴驱动系统)
图 8(单轴驱动系统)
同步带
同步轮
光眼
X 轴步进马达
Y 轴步进马达
喷嘴
导轨
拖链
喷嘴
同步轮
同步带
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 48 -
1.调节接近开关与感应板之间的距离,建议在 0.5~1MM 之间调整。
2.调节喷嘴螺杆可调节喷头与 PCB 之间的距离,建议值为 70~100MM。
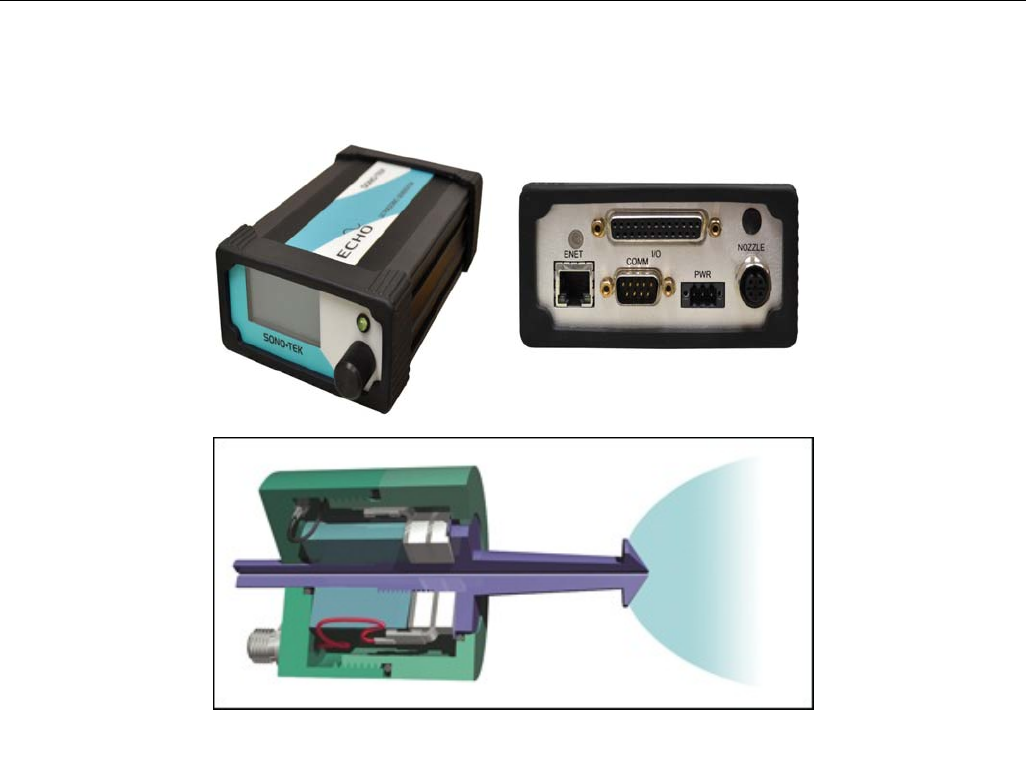
注:超声波喷雾系统(选项)
5.1.4 注意事项
1. 本机的喷雾系统具有自清洁功能:每次喷雾结束时,控制系统会自动将助焊剂通道关闭,但压缩空气及助焊
剂雾化系统仍保持开启 3 秒钟左右,以便把残留在喷嘴上的助焊剂吹干净,保证喷嘴上的针孔清洁畅通;
2. 计数用光电开关(位于喷雾箱前面)应经常保持清洁。每天下班后,用软布浸少许酒精擦拭光电开关镜头表
面,以免积垢太多,影响检测。另直线导轨需要定期加润滑油保养;喷雾控制箱上的各个调节阀调好后不要随意
变动,非本机操作人员不要操作机器,以免引起喷雾不良。
3. 超声波功率调整
在不开气阀,保证一定的助焊剂流量的情况下,以 0 为起点,逐渐增大功率,直到助焊剂良好雾化(以实际效果
为依据)。比如:在流量为 40ml/min 的情况下,逐渐增大雾化功率,到大约 1.7W 左右,雾化效果已经达到工艺
要求。如果要增大流量,雾化功率将相应的有所提高。在保证使用效果的前提下,该功率值不宜过大,否则会造
成器件发热,缩短使用寿命。
4.请勿干喷。
5 禁止使用带腐蚀性的清洗剂擦试喷嘴或清洗喷嘴。
控制盒
喷头
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 49 -
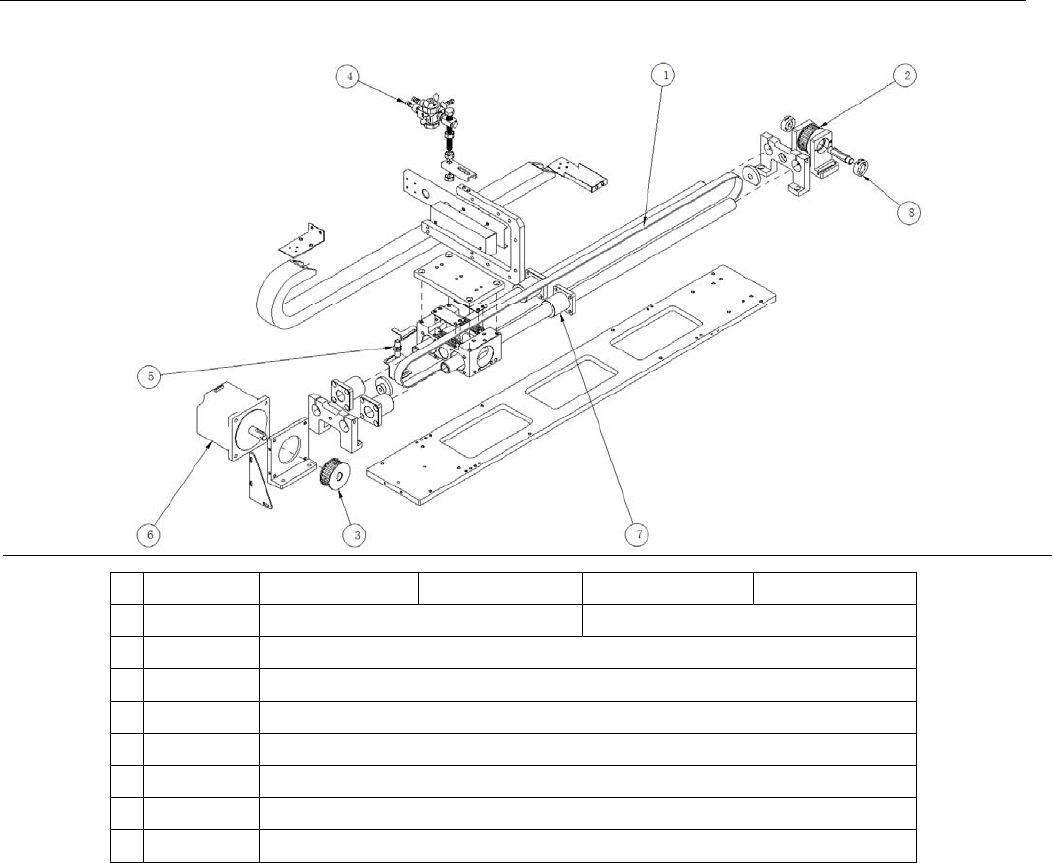
5.1.5 喷雾部分爆炸图序列号对应的名称和品号
No 品名 SE-350左向右 SE-350右向左 SE-450左向右 SE-450右向左
1 同步带 35130304 35130303
2 同步轮 35130301
3 同步轮 35130310
4 喷嘴 39900006
5 接近开关 21330012
6 步进电机 31320151
7 直线轴承 34110144
8 轴承 34110001
5.2 预热系统
5.2.1 系统作用
预热系统发热管置于加热箱内,通电时对经过上方的 PCB 进行预加热,使底部的助焊剂活化,除去焊点
处金属表面及元件脚上的污染物(氧化物、油污等),让助焊剂发挥最佳助焊效果;同时将助焊剂内所含水分蒸
发、除去挥发溶剂,抑制焊锡时气泡的产生。另外,PCB 及元件温度的提高,有助于减少 PCB 焊接时的变形和
元件因温度提升过快而损坏。
5.2.2 系统的维护与保养
1.经常注意电源电压是否正常,电压过高或电流波动大,会引起发热元器件过热而烧坏。
2.当预热区温度过高时,控制回路会自动将预热区电源切断,并报警提示,以保护温控模块及加热器件。
3.若运行中,温度控制表的显示温度值比设置的温度值偏差太多,不能趋于稳定,则可能有以下几种情况:
(1)固态继电器已击穿,(2)发热元器件已被烧坏,应给予更换,并检查原因;(3)温度检测用的热电偶位
置移动;(4)高温线接触不良。
4.定期用温度测量仪测试 PCB 底部的温度,并修订各温区设定温度,以保证最佳的焊锡效果。