SE-350 450丝印SE-450II系列说明书.pdf - 第73页
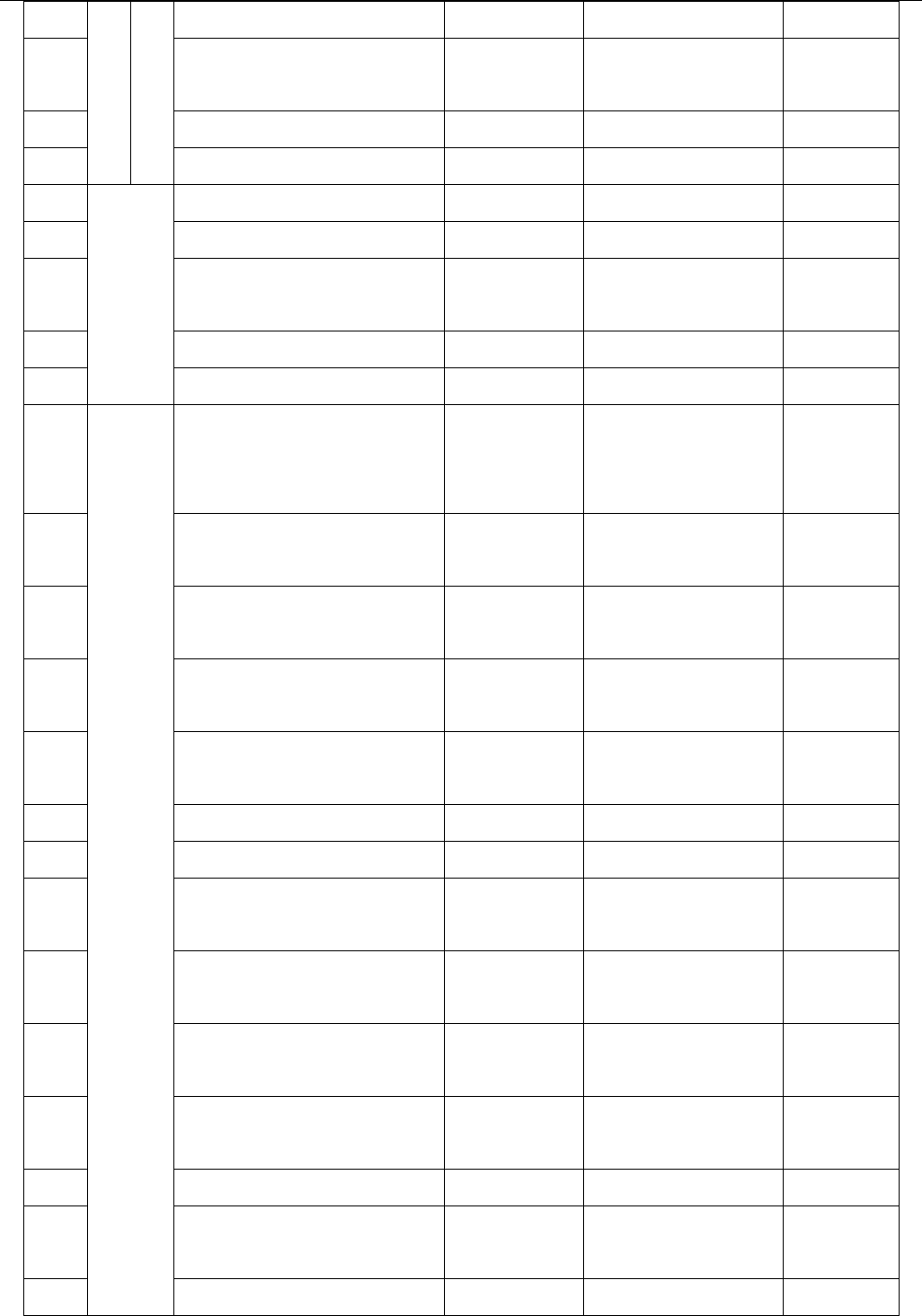
深圳市劲拓自动化设备股份有限公司 S E 系列无铅波峰焊机用户手册 A . 0 - 73 - 离在 2-3mm 左右 4 7 检测缓冲箱的连通管是否透明, 光眼感应是否正常 是 更换连通管或光眼感应 器 1 次/90 4 8 喷雾传动同步带是否松动 否 调节从动同步轮固定座 1 次/180 天 49 清洗系统 清洗液箱内液位是否高于下限位 是 加注清洗液 1 次/7 天 5 0 清洗液箱通气孔是否堵塞 否 疏通通气孔 1 次/7 天 5…
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 72 -
脂
25 调宽光杆表面是否有耐高温润滑
脂
是 加耐高温润滑脂 1 次/30 天
26 调宽马达板固定螺钉是否松动 否 对齐链轮,锁紧螺钉 1 次/90 天
27 主从链轮螺钉是否松动 否 对齐链轮,锁紧螺钉 1 次/90 天
28
洗爪系统
洗爪盒滤网是否有锡渣堆积 否 清理锡渣 1 次/4 小时
29 洗爪毛刷里是否有杂物 否 拆下清理 1 次/7 天
30 洗爪液箱内清洗液是否低于抽液
口
否 加注洗爪液 1 次/7 天
31 气动隔膜泵前端过滤器是否有油 否 加油
32 清洗液是否浑浊 否 更换,澄清后循环使用 1 次 15 天
33
助焊剂涂
覆系统
自动或手动清洗喷头 自动状态下开/
关预热,自动清
洗启动
无动作,通知 JT 2 次/1 天
34 抽风过滤网上是否有助焊剂堆积 否 取下,用清洗液浸泡刷洗
干净
2次/1天
35 抽风箱过滤板上是否有助焊剂堆
积
否 用清洗液擦洗干净 1 次/1 天
36 收集盒内是否有大量助焊剂积存 否 清理后用清洗液擦洗干
净
1次/1天
37 喷雾接盒内是否有大量助焊剂积
存
否 清理后用清洗液擦洗干
净
1次/1天
38 隔离风刀上是否有助焊剂等杂物 否 用清洗液擦洗干净 1 次/1 天
39 助焊剂缓冲箱通气孔是否堵塞 否 疏通通气孔 1 次/7 天
40 喷嘴是否堵塞,喷雾形状是否呈
对称 V 字形
否,是 拆除喷嘴,用清洗液浸泡
或刷洗
1次/7天
41 检查可伸缩尼龙布风管上是否残
留助焊剂
否 拆下清洗干净 1 次/7 天
42 进气调压阀过滤瓶内是否有水分
和杂质
否 关闭气源,上顶排放阀 1 次/30 天
43 离心风机过滤网和风轮是否堆积
助焊剂
否 用清洗液擦洗干净 1 次/30 天
44 滑轨是否涂抹润滑脂 是 均匀涂抹润滑脂 1 次/30 天
45 接近开关表面是否有助焊剂堆积 否 用酒精擦洗干净(WS/MPS
机型)
1次/7天
46 接近开关螺母是否松动 否 锁紧螺母,并保证感应距 1 次/30 天
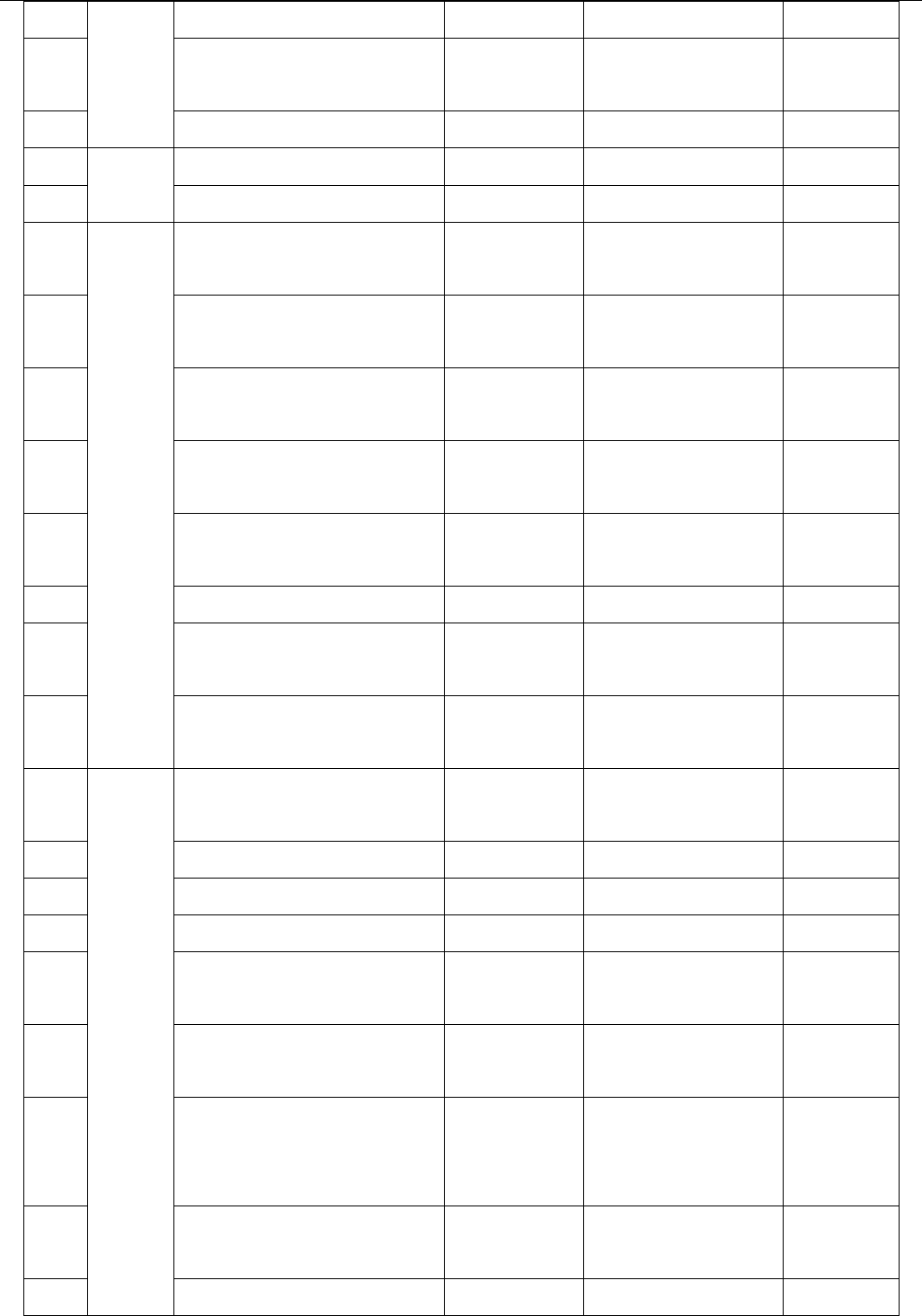
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 73 -
离在 2-3mm 左右
47 检测缓冲箱的连通管是否透明,
光眼感应是否正常
是 更换连通管或光眼感应
器
1 次/90
48 喷雾传动同步带是否松动 否 调节从动同步轮固定座 1 次/180 天
49
清洗系统
清洗液箱内液位是否高于下限位 是 加注清洗液 1 次/7 天
50 清洗液箱通气孔是否堵塞 否 疏通通气孔 1 次/7 天
51
预热系统
检查整流板上是否有杂质、电子
元器件
否 使用吸尘器清理 1 次/1 天
52 检查整流板表面是否干净 是 在冷却状态下用清洗剂
擦试干净
1次/7天
53 预热盖表面、里面是否干净 是 冷却状态下用清洗剂擦
拭干净
1次/7天
54 检查发热管表面是否干净(敞开
式)
是 在冷却状态下用清洗剂
擦试干净
1次/7天
55 检查靠近锡炉的预热区内部是否
进锡
否 清理内部锡块 1 次/7 天
56 检查测温插头是否松动 否 重新插好 1 次/90 天
57 高温线及发热管连接片(红外
加热)是否老化
否 通知 JT 1 次/180 天
58 检查固态继电器、空开、温控模
块上的紧固螺钉是否松动
否 拧紧螺钉 1 次/180 天
59
焊接系统
锡槽内的锡液是否足量 是 静止状态下液面距锡槽
表面 10mm,少时加锡条
1次/4小时
60 锡槽内锡渣是否及时清理 是 清理锡渣 1 次/8 小时
61 检查第一波峰喷口是否堵塞 否 清理锡渣 1 次/4 小时
62 焊料熔融时间是否正常 3H 以内 通知 JT 1 次/8 小时
63 开启波峰马达前,带上高温手套,
拔动联轴器,叶轮转动是否顺畅
是 调整马达安装座位置 1 次/8 小时
64 用测温仪检查锡炉温度是否与电
脑界面显示值一致
是 调节锡温 1 次/7 天
65 波峰马达连轴器机米螺钉是否松
动及联轴器连接胶块是否磨损
否 调整好连轴器位置拧紧
机米螺钉;联轴器连接胶
块磨损,通知 JT
1次/7天
66 清理喷腔过滤网上的锡渣 波峰高度一致 波峰高度不一致时拆出
过滤网并清理
1 次/30 天
67 进出链轮、丝杆、轴承及升 是 用油刷及油枪加润滑脂 1 次/30 天
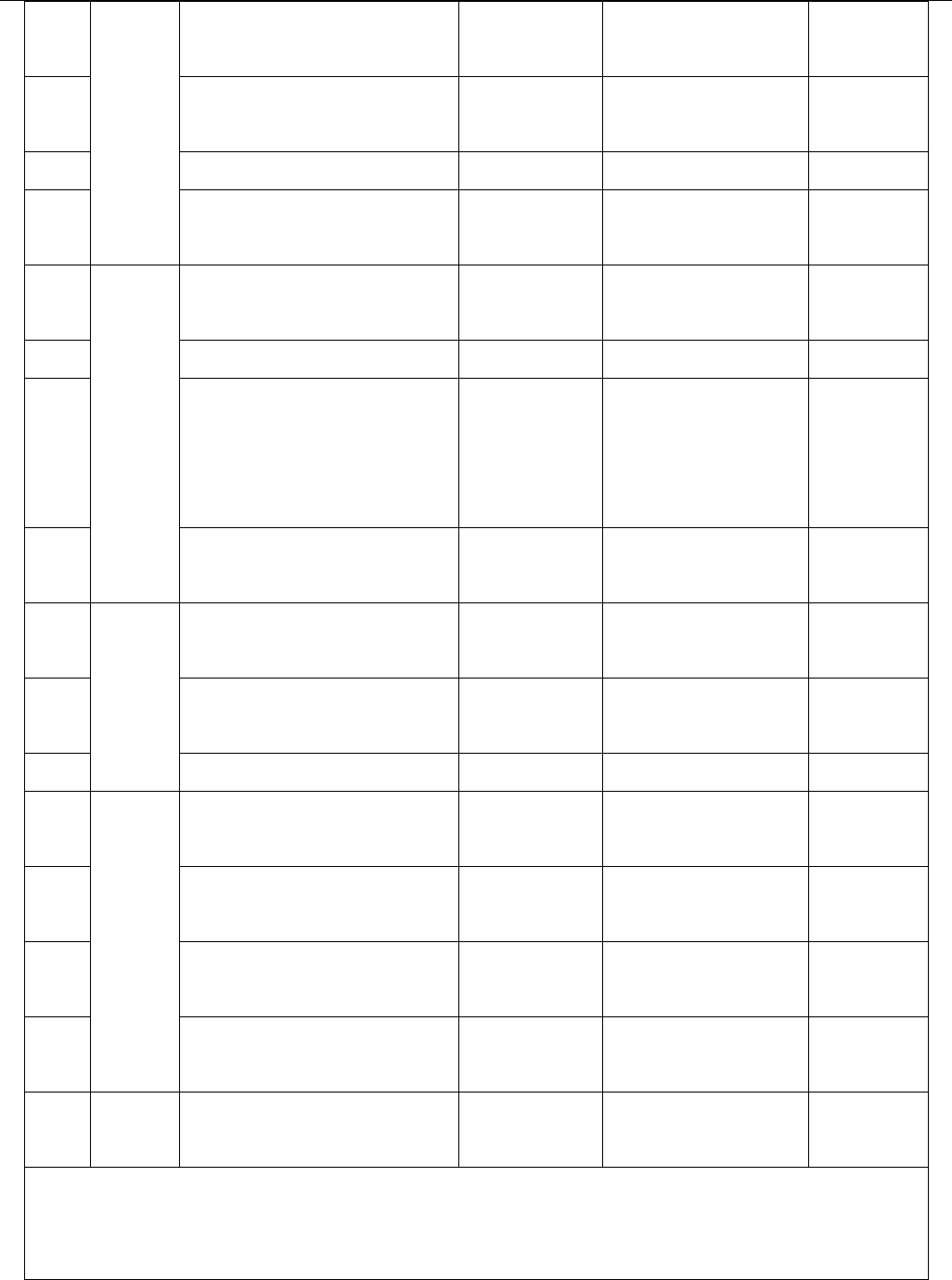
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 74 -
降涡轮蜗杆、丝杆、轴承是否有
润滑脂
68 叶轮轴定位套是否有耐高温润滑
脂
是 按时往定位套内注入耐
高温润滑脂
1 次/30 天
69 检查锡炉发热管连线是否老化 否 通知 JT 更换 1 次/180 天
70 检测焊料成分比例是否正常 是 光谱仪分析(比例不正常
需配比或更换焊料)
1 次/180 天
71
冷却区
冷却区整流板上是否有锡渣以及
灰尘
否 清理杂物,并用酒精擦拭
干净
1次/7天
72 冷气管路是否有破损及漏气 否 通知 JT 更换管路 1 次/30 天
73 冷风机压缩机冷媒压力 高压表
1.2-2.7MPa;
低压表
0.15-0.6MPa
异常通知劲拓 1 次/120 天
74 冷风机蒸发器、冷凝器滤网上有
无灰尘杂物
无 吸尘器清理 1 次/7 天
75
电 气
系 统
入板光电开关表面是否有灰尘等
杂物
否 用酒精擦洗干净(WS、
MPS)
1次/8小时
76 控制电箱内与散热风扇是否有杂
物
否 断电,用吸尘器清理 1 次/30 天
77 各电器线路有否松动 否 锁紧螺丝 1 次/180 天
78
机器外观
机器外观是否干净 是 断开电源,机器冷态下,
用酒精擦拭
1 次/30 天
89 抽风罩表面是否干净 是 断开电源,机器冷态下,
用酒精擦拭
1 次/30 天
80 运输导轨表面是否干净 是 停止运输,冷态下,用清
洗剂擦拭
1 次/30 天
81 机器底板表面是否干净 是 断开电源,机器冷态下,
用清洗剂擦拭
1 次/30 天
82 氧分仪过
滤器
活性碳及脱脂棉是否已到更换时
间
是 更换 1 次/120 天
备注:UPS 为非标配置,使用前,请先充电 12 小时以上;当电池放电使用后或存放期超过三个月时,应及
时对电池进行充电 12 小时以上,以确保电池为满电荷状态,防止电池的损坏。(特别说明:即使电池不使
用,其性能也会逐渐下降,建议长期不停电时,最好三个月做一次放电试验(易事特)。
*本手册给出的只是常规保养时间周期,用户可根据实际情况作相应调整。