SE-350 450丝印SE-450II系列说明书.pdf - 第35页
深圳市劲拓自动化设备股份有限公司 S E 系列无铅波峰焊机用户手册 A . 0 - 35 - 4.3.3.4 设置配方编辑、系统参数 设置、定时器功能和保养参数设置。 1." 主轨道 " 部分 2." 喷雾 " 部分 3 . 在“主界面”,单击“配方”该选项在下拉菜 单中单击另存为 “ ” 现有处方文件, 弹 出如 右可以另存为一个配方文件, 方面用户同款产品不 同参数的区分。 在 “主界面” ,…
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 34 -
4.3.3.3
配方文件打开、保存、另存为
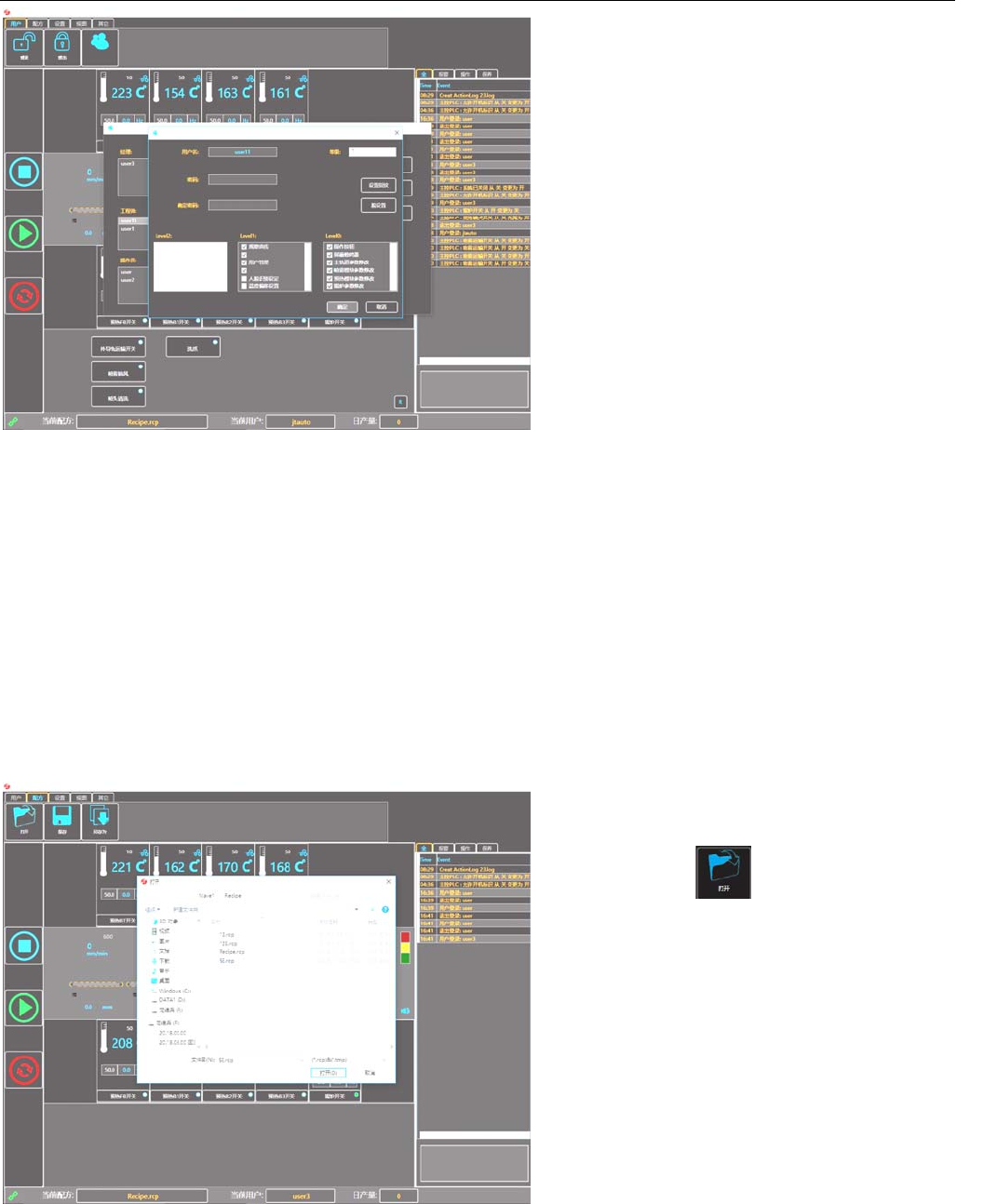
1.点击编辑可对每个用户进行单独设置,
设定权限时,在用户列表中选择设置的用户,在右
边框(level0、level1、level2).
权限列表中选择此用户所对应的权限,单击“确认”
按钮,这样每个用户都可具有不同的权限,最后单
击“确定”按钮
1.在“主界面”,单击“配方”该选项在下拉菜
单中单击打开“
”现有处方文件,弹出如右
图所示对话框,用户在“文件名”栏中输入所要打
开的文件名或在文件列表框中单击所要打开的处
方文件,然后单击“确定”,系统将会自动打开此
文件并按此文件的设置进行工作。单击“取消”,
则取消此项操作。
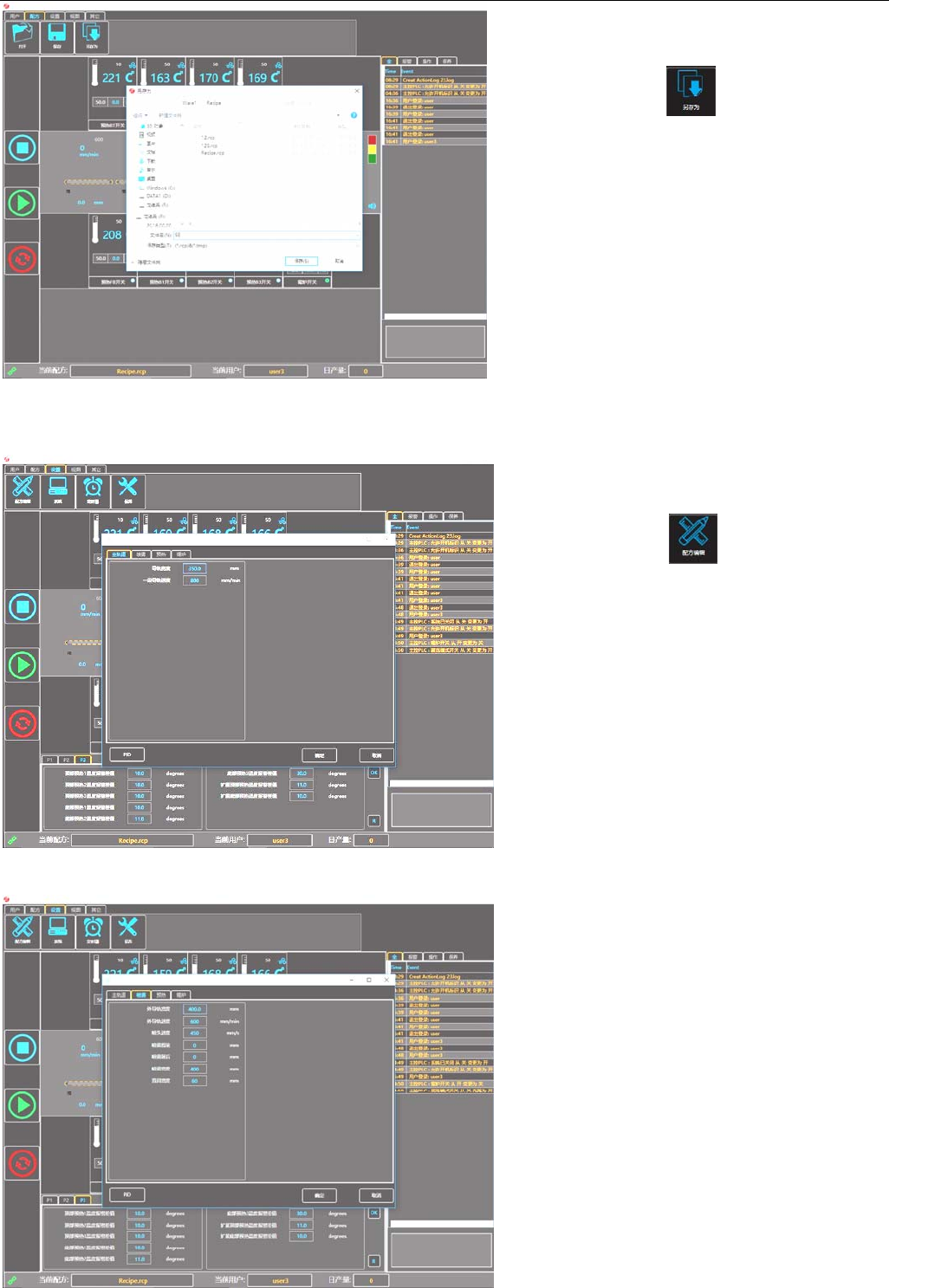
2.修改参数后要单击保存,方便下次打开配方时修
改的参数不会丢失.
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 35 -
4.3.3.4 设置配方编辑、系统参数设置、定时器功能和保养参数设置。
1."主轨道"部分
2."喷雾"部分
3.在“主界面”,单击“配方”该选项在下拉菜
单中单击另存为“
”现有处方文件,弹出如
右可以另存为一个配方文件,方面用户同款产品不
同参数的区分。
在“主界面”,单击“设置”该选项在下拉菜
单中单击另存为“
”现有处方文件,弹出如
右出现一个设置对话框,可以设置"主轨道"、"喷雾
"、"预热"、"锡炉"、"校正"、"PID"六个部分的参
数,设定完成后,单击“确定”按钮,系统将保存
这些参数,否则单击“取消”按钮,取消此项操作。
各参数说明:
1."主轨道"部分
“主轨道”是指导轨宽度和一段导轨速度设置
(运输链速)。
2."喷雾"部分
“外置喷雾宽度”是指 PCB 板过板宽度。
“外道轨速度”是指外置喷雾的传输速度。
“喷雾速度”是指喷雾喷头运动的速度。
“喷雾提前”是指 PCB 传送到喷头前,PCB 与
喷雾喷头的距离为设定值时,开始喷助焊剂。
“喷雾延后”是指 PCB 完全传送出喷雾喷头
后,喷雾喷头继续工作直到 PCB 离开喷雾喷头的距
离为设定值时,停止喷助焊剂.
“喷雾宽度”是指喷头移动的行程.
“置具宽度”是指设置喷雾的临时起始点。
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 36 -
3"预热"部分
4"锡炉"部分
5"校正"部分
3"预热"部分
可修改各温区的温度设定值,报警值(温度偏
差范围)和风机频率。
“风机频率”是指预热风机的频率设定值,最
小范围设置:25Hz,最大范围:50Hz.
4"锡炉"部分
单击这项可以设定锡炉温度和锡炉温度报警
温差值
“波峰 1 频率”是指波峰 1 的设定值。
“波峰 2 频率”是指波峰 2 的设定值。
注意:机械炉最高设定值为 50,电磁炉最高设
定值为 15。
“波峰起波方式”:1.“普通型”是指波峰马达
将一直工作,2.“经济型”是指在检测到有 PCB 时,
开波峰马达,无 PCB 时,关波峰马达。
“波峰 1 待机频率和波峰 2 待机频率”是指在
“经济型”模式下,设定一个值,使波峰马达转动,
保证喷口不堵塞。
“波峰提前”是指 PCB 传送到波峰前,PCB 与波
峰的距离为设定值时,开波峰马达。
“波峰延后”是指 PCB 完全离波峰后,波峰马
达继续工作直到 PCB 离开波峰的距离为设定值时,
关波峰马达。
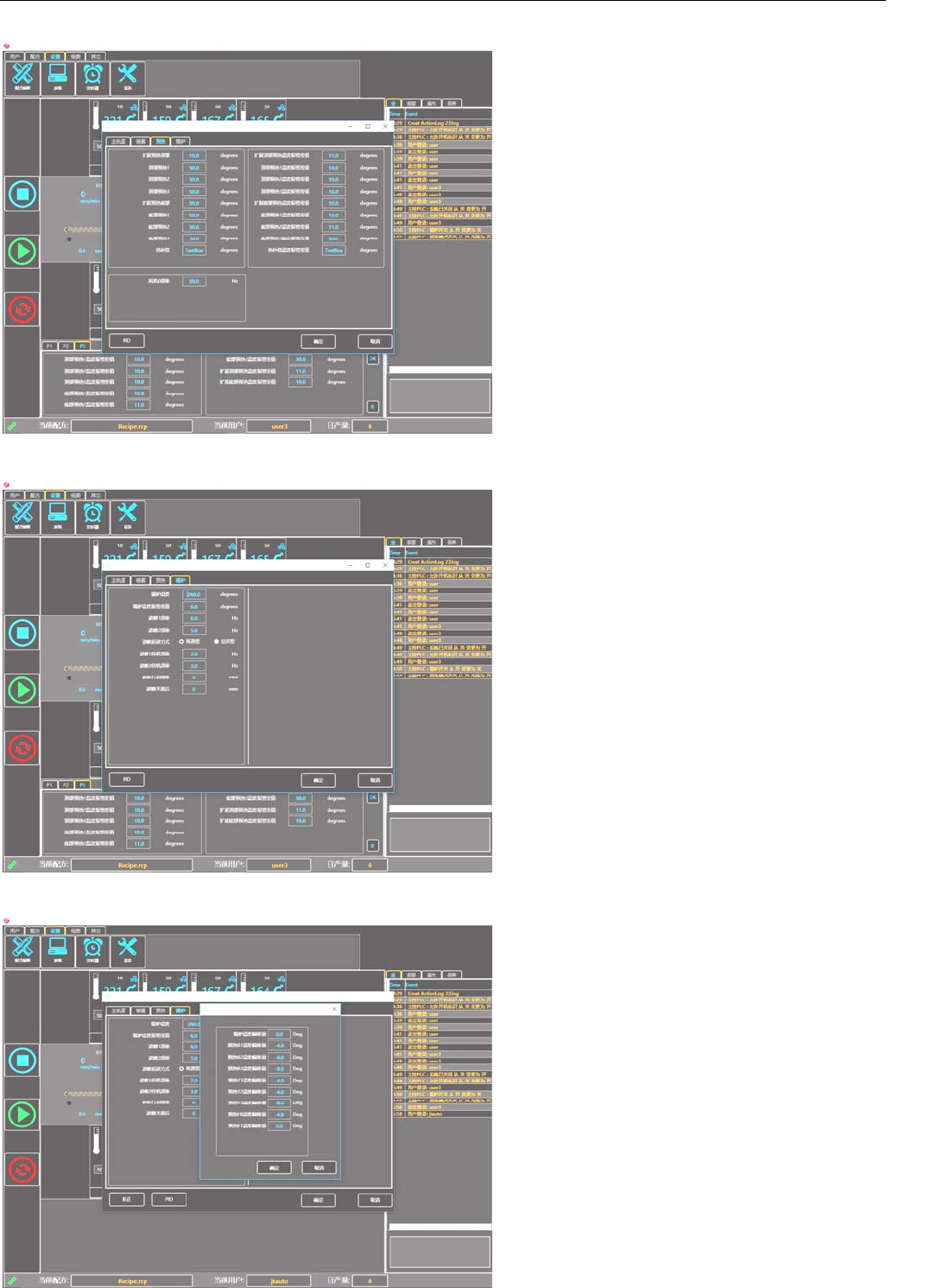
5"校正"部分
该项需要在用户登录用户名:user3,密码:123
然后在设置--配方下才能显示该项.可以对预热和
锡炉温度进行偏移量校正补偿。如图右边对话框中
有对应的锡炉和温区偏移量,
当实测试温度大于设定温度时输入“正”数校
正.
当实测试温度小于设定温度时输入“负”(-)数
校正.