SE-350 450丝印SE-450II系列说明书.pdf - 第47页
深圳市劲拓自动化设备股份有限公司 S E 系列无铅波峰焊机用户手册 A . 0 - 47 - 1.“ 喷雾大小 ” 调节阀控制喷射气体的流量, 对助焊剂产生引射作用, 调大时喷射高度增加, 调小时喷射高度降低。 但调得太大,助焊剂喷射到线路板上会产生飞溅,不容易沾到线路板上;调得太小,引射出的助焊剂太少; 2.“ 喷雾气压 ” 调节旋钮控制喷射压力(一般压力值为 0.3Mpa 为宜) ; 3.“ 针阀气压 ” 调节旋钮控制喷头内 部的针…
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 46 -
5.1 助焊剂喷雾系统
5.1.1 气压喷雾系统
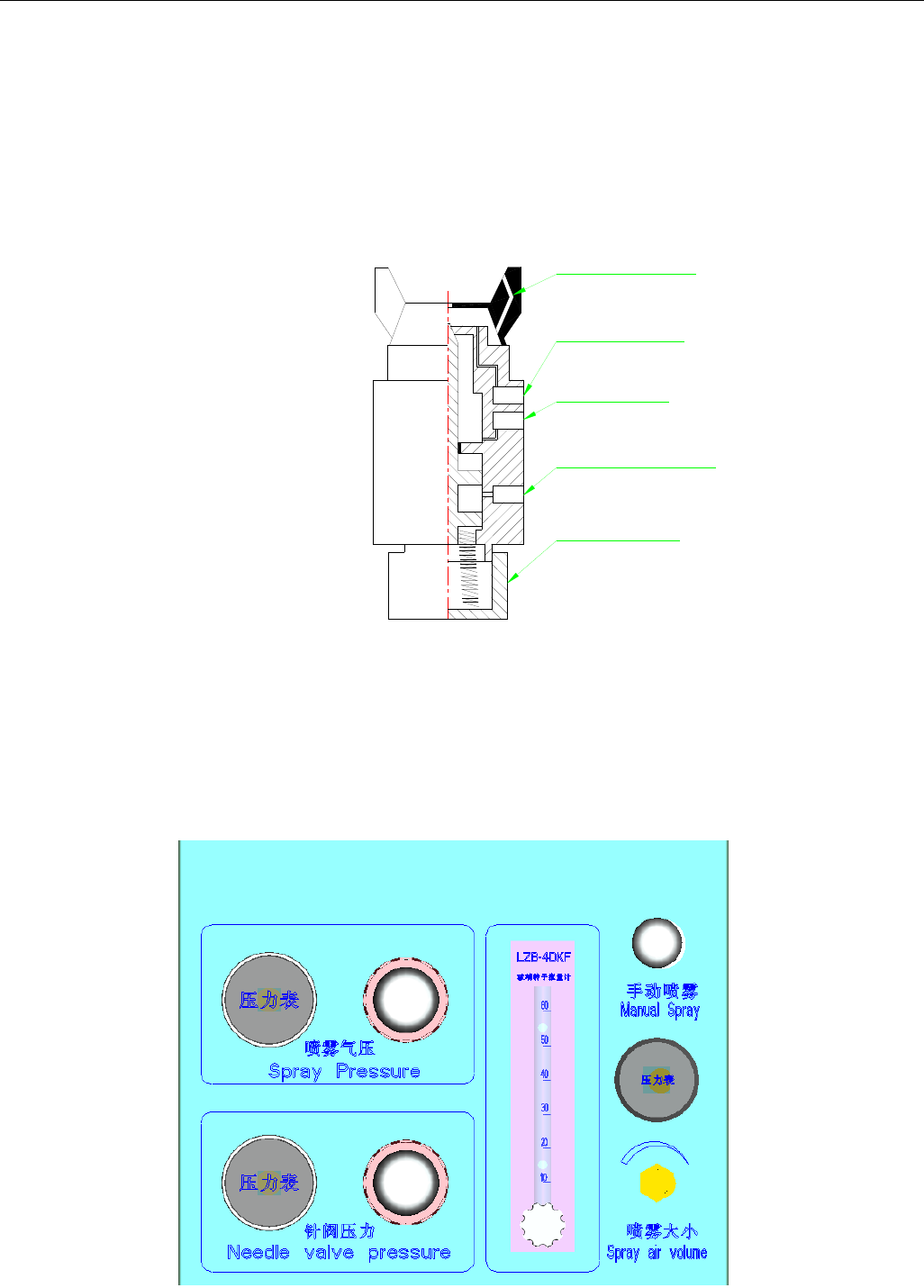
本机推荐使用免清洗助焊剂(用户也可根据实际情况选用其它助焊剂),该系统气压喷雾喷头(见图 5)
将助焊剂和压缩空气的混合物以雾状的形式喷出。喷雾喷头在同步带的带动下做往复运动,均匀地将助焊剂喷
涂于 PCB 底部,并形成一层均匀的薄膜。不工作时喷雾喷头针阀关闭,使助焊剂与外界空气隔离,减少挥发,
助焊剂比重保持稳定,且节约助焊剂消耗量。
图 5(气压喷雾喷咀)
1"CYL"接顶针气压,管道为红色。"LIQUID"接液体(助焊剂),管道为乳白色。"Atomzation Air"接雾化气压,管
道为蓝色.
5.1. 2 控制箱及其功能
图 6(喷雾系统控制箱)
雾化成形空气通道
喷射压缩空气通道(N)
助焊剂入口通道(F)
针阀气缸压缩空气通道(C)
喷雾流量调节旋扭
深圳市劲拓自动化设备股份有限公司 SE系列无铅波峰焊机用户手册 A.0
- 47 -
1.“喷雾大小”调节阀控制喷射气体的流量,对助焊剂产生引射作用,调大时喷射高度增加,调小时喷射高度降低。
但调得太大,助焊剂喷射到线路板上会产生飞溅,不容易沾到线路板上;调得太小,引射出的助焊剂太少;
2.“喷雾气压”调节旋钮控制喷射压力(一般压力值为 0.3Mpa 为宜);
3.“针阀气压”调节旋钮控制喷头内部的针阀开闭,调大会增加助焊剂流量,反之则减少。调得太大助焊剂太多,
颗粒大;太小助焊剂太稀薄(一般压力值为 0.4Mpa 为宜);
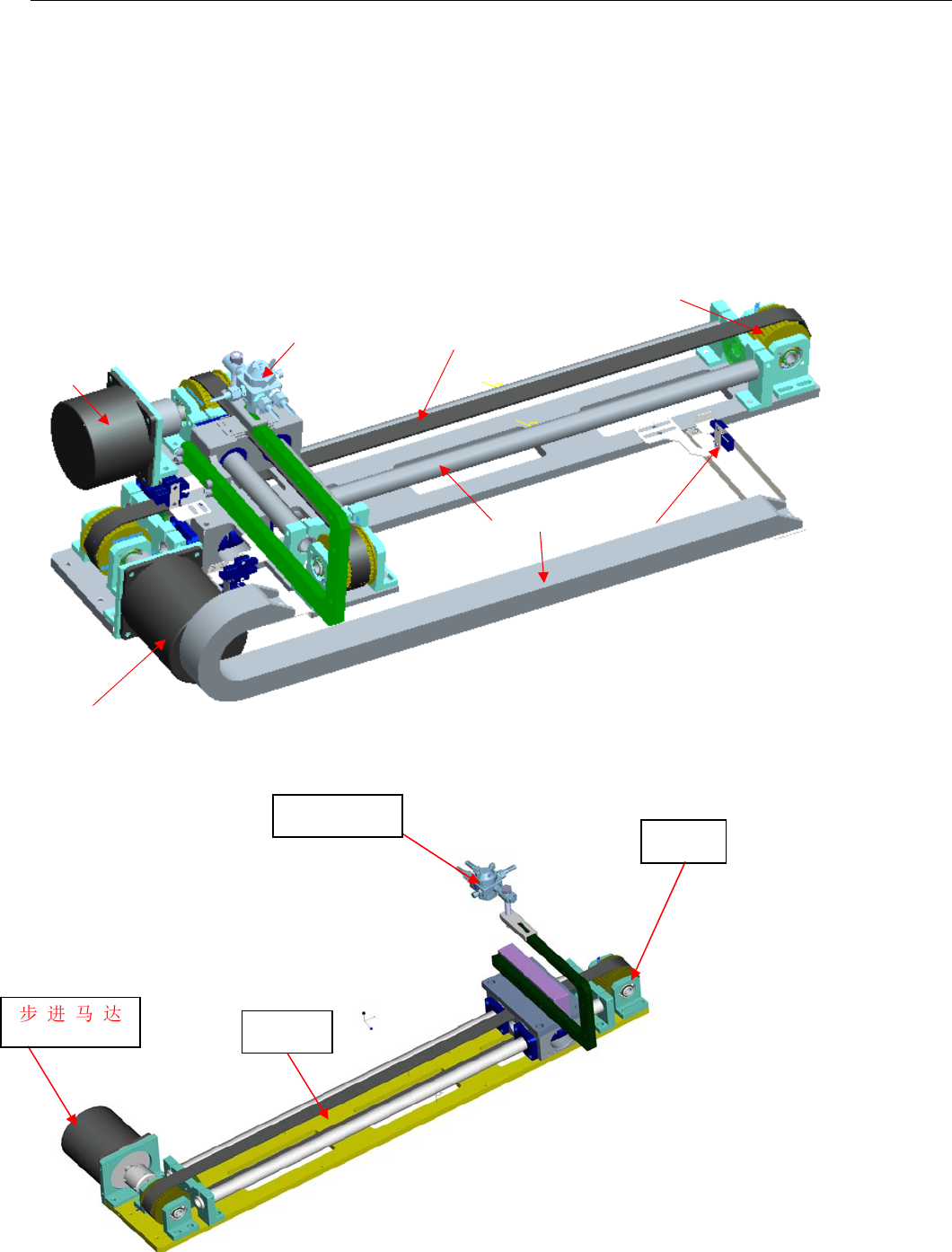
5.1.3 喷雾驱动系统及调试
图 7(双轴驱动系统)
图 8(单轴驱动系统)
同步带
同步轮
光眼
X 轴步进马达
Y 轴步进马达
喷嘴
导轨
拖链
喷嘴
同步轮
同步带
SE 系列无铅波峰焊机用户手册 深圳市劲拓自动化设备股份有限公司 A.0
- 48 -
1.调节接近开关与感应板之间的距离,建议在 0.5~1MM 之间调整。
2.调节喷嘴螺杆可调节喷头与 PCB 之间的距离,建议值为 70~100MM。
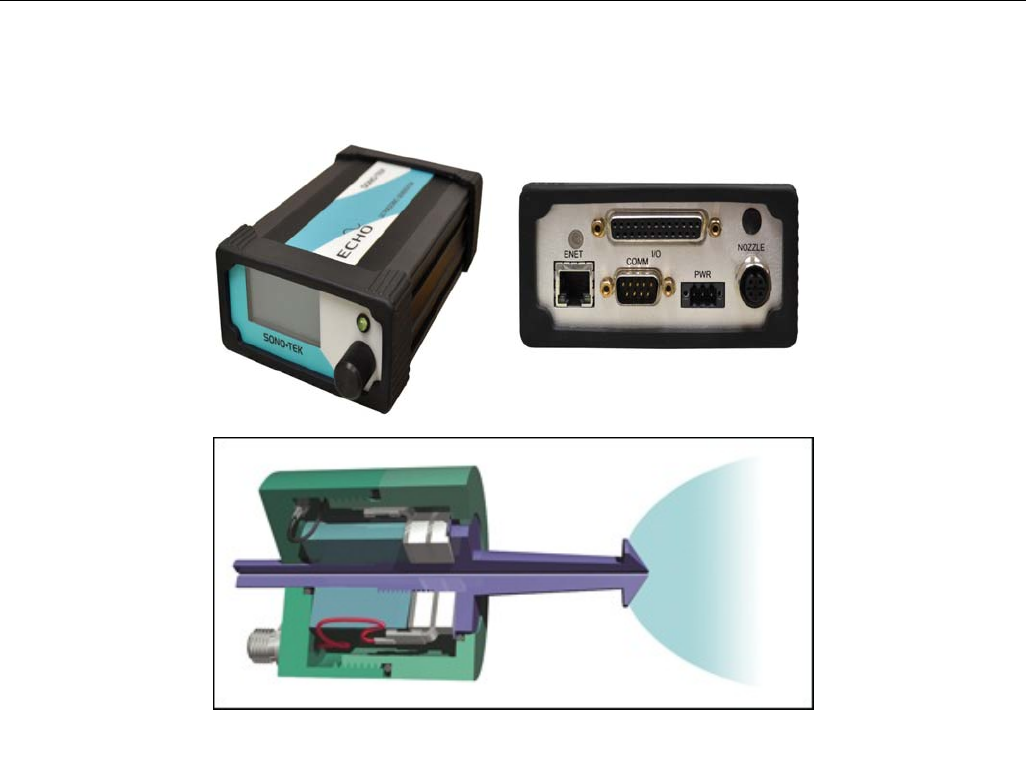
注:超声波喷雾系统(选项)
5.1.4 注意事项
1. 本机的喷雾系统具有自清洁功能:每次喷雾结束时,控制系统会自动将助焊剂通道关闭,但压缩空气及助焊
剂雾化系统仍保持开启 3 秒钟左右,以便把残留在喷嘴上的助焊剂吹干净,保证喷嘴上的针孔清洁畅通;
2. 计数用光电开关(位于喷雾箱前面)应经常保持清洁。每天下班后,用软布浸少许酒精擦拭光电开关镜头表
面,以免积垢太多,影响检测。另直线导轨需要定期加润滑油保养;喷雾控制箱上的各个调节阀调好后不要随意
变动,非本机操作人员不要操作机器,以免引起喷雾不良。
3. 超声波功率调整
在不开气阀,保证一定的助焊剂流量的情况下,以 0 为起点,逐渐增大功率,直到助焊剂良好雾化(以实际效果
为依据)。比如:在流量为 40ml/min 的情况下,逐渐增大雾化功率,到大约 1.7W 左右,雾化效果已经达到工艺
要求。如果要增大流量,雾化功率将相应的有所提高。在保证使用效果的前提下,该功率值不宜过大,否则会造
成器件发热,缩短使用寿命。
4.请勿干喷。
5 禁止使用带腐蚀性的清洗剂擦试喷嘴或清洗喷嘴。
控制盒
喷头