IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第14页
例: [A1P2D3] 是 1 级可接 受, 2 级制程警示 , 3 级缺陷 。 [N1D2D3] 是 1 级 未建立 要求 , 2 级和 3 级 均为 缺陷 。 [A1A2D3] 是 1 级和 2 级 均 可接 受, 3 级缺陷 。 [D1D2D3] 是 对 所有 级 别都是 缺陷 。 对 于 1 级 产品是 缺陷的 特 征 意 味着 对 于 2 级和 3 级 产品也是 缺陷 。 对 于 2 级 产品是 缺陷的 特 征 意 味着 对 …

焊接的电⽓和电⼦组件要求
1 总则
1.1 范围 本标准规定了焊接的电气和电子组件的制造方法和要求。过去的电子组装焊接标准提供
了较全面的规则和技术。为了更全面地理解本标准的推荐性规定和要求,可将本标准与IPC-HDBK-
001和IPC-A-610一起使用。
1.2 ⽬的 本标准描述了焊接的电气和电子组件所用的材料、方法和验收要求。本标准的目的是通
过制程控制方法来确保产品质量在生产期间的一致性。本标准无意排斥任何元器件安装程序,也无
意排斥为实现电气连接所采用的任何助焊剂和焊料涂敷程序。
1.3 分级 本标准认可电气和电子组件按最终产品的用途分类。最
终产品通常被分为三级,以反映
在可制造性、复杂性、功能要求以及验证(检验/测试)频率等方面的不同。应该认识到各级产品
之间可能是有重叠的。
用户(见1.8.13节)负责规定产品的级别,并在采购文件中说明产品的级别。
1级 普通类电⼦产品 包括那些以组件功能完整为主要要求的产品。
2级 专⽤服务类电⼦产品 包括那些要求持续运行和较长使用寿命的产品,最好能保持不间断工
作,但该要求不严格,一般情况下不会因使用环境而导致故障。
3级 ⾼性能电⼦产品 包括以持续性优良性能或严格按指令运行为关键的产品。这类产品的服务间
断是
不可接受的,最终产品使用环境异常苛刻;并且当有需要时,设备必须正常运转,如救生设备
或其它关键系统。
1.4 测量单位及应⽤ 本标准中的所有尺寸、公差以及其它测量(如温度、重量等)单位均以公制
(国际单位)表示(在括号中注明其相应的英制尺寸)。长度的尺寸和公差以毫米作为单位;精度要
求较高,用毫米表示太麻烦时,可用微米。温度用摄氏度表示。重量用克表示。
1.4.1 尺⼨的验证 除非仲裁需要,不要求实际测量具体部件的安装尺寸和焊缝的尺寸及确定百分
比。确定与本标准的符合性时,本标准中所有指定的有效位数均符合ASTM E29的规定。
1.5
对要求的说明 本标准中的“应当”一词用于对材料、准备、焊接连接的过程控制或验收有要
求的任何地方。
在本标准中使用“应当”一词时,表明如不符合要求,至少会导致某一级产品产生硬件缺陷。在
“应当”要求后面的方括号中列出了对每级产品的要求。
N = 品尚未建立要求
A = 可接受
P = 制程警示
D = 缺陷
2010年4月 IPC J-STD-001E-2010
1

例:
[A1P2D3]是1级可接受,2级制程警示,3级缺陷。
[N1D2D3]是1级未建立要求,2级和3级均为缺陷。
[A1A2D3]是1级和2级均可接受,3级缺陷。
[D1D2D3]是对所有级别都是缺陷。
对于1级产品是缺陷的特征意味着对于2级和3级产品也是缺陷。对于2级产品是缺陷的特征意味着对
于3级产品也是缺陷,但对于可采用较低标准要求的1级产品可能不是缺陷。
“应该”
一词反映了推荐性规定,用于反映仅作为指南的业界普遍采用的惯例和程序。
⽰意图和插图⽤于帮助解释本标准所述的⽂字要求。⽂字总是优先于图表。
IPC-HDBK-001是本标准的配套文件,它由IPC技术委员会汇编,包含了与本标准有关的说明和指导
性信息,尽管这份手册不是本标准的一部分,但认为本标准不够明确时,读者可将这份手册作为辅
助资料查阅。
当段落旁出现航天飞机符号,表明J-STD-001E的单行本J-STD-001ES《航天应用电子部件》对这一
段
有不同的要求。J-STD-001ES标准不适用,除非采购文件明确要求采用该单行本。
1.5.1 部件缺陷和制程警⽰ 部件特性或状况不符合本标准要求时,可将其分类为部件缺陷或部件
制程警示。
缺陷是可能会影响产品在最终使用环境下的外观、装配或功能的状况,或由制造商规定的其他风险
因素(见1.8.5节)。缺陷应当[D1D2D3]由制造商在设计、服务和客户要求的基础上鉴定、文档化和处
置。处置是确定如何处置缺陷产品,包括但不仅限于返工、报废、照常使
用或维修。
制程警示是材料、设备操作、工艺要求或制程发生变化而导致的一种状况(不是缺陷),但不影响外
观、装配、或产品的功能。本标准末列出所有的制程警示。应该监控部件的制程警示数据(见11.3
节),但部件无需处置。
用户(见1.8.13节)有责任定义适用于产品的其他缺陷或特有缺陷,而制造商(见1.8.5节)有责任鉴
别其组装过程中特有的缺陷和制程警示(见1.13.2节)。
1.5.2 材料和⼯艺不符合 由于所采用材料或工艺不符合本标准要求,而发现生产的部件有缺陷,
应当[D1D2D3]对这些部件进行处置。这种处置应当[D1D2D3]考虑到不符合对部件
功能的潜在影响,
如部件可靠性和设计寿命(使用寿命)等。
注:材料和工艺不符合,不同于部件缺陷或部件制程警示,材料/工艺不符合通常不会导致部件外
观明显变化,但会影响部件的性能,例如被污染的焊料、焊料合金成分不正确(根据图纸或程序)
等。
1.6 ⼀般要求 使用本标准时,要求协商确定产品所属的等级。如果用户和制造商未协商确定且文
档化验收等级时,制造商可以确定产品等级。
本标准所述焊接操作、设备和状况的前提是电气/电子电路已按表1–1所列规范进行了设计
和生产。
2010年4月IPC J-STD-001E-2010
2
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
1.7 优先顺序 合同总是优先于本标准、引用标准和图纸。
1.7.1 冲突 如果本标准的要求与适用的组装图/文件之间发生冲突,以用户批准的适用组装图/
文件为准。如果本标准内容与本标准引用文件不一致,以本标准为准。如果本标准的要求与用户尚
未批准的组装图或文件相冲突,以本标准为准。
当合同引用或要求采用IPC J-STD-001时,如果没有特别要求,不采用IPC-A-610的要求
。当IPC-A-
610或其它相关文件与IPC J-STD-001一起被引用时,应当[D1D2D3]在采购文件中规定采用的优先顺
序。
注:当IPC-A-610作为J-STD-001的配套文件使用时,J-STD-001和IPC-A-610的修订版本应该一
致,如J-STD-001D和IPC-A-610D。同时使用不同修订版本的两份标准时,要求可能会不对应。
用户(客户)有责任明确规定验收要求。如果没有规
定、要求或引用验收要求,那么采用最佳的制
造惯例。
1.7.2 引⽤条款 当本标准中的某条款被引用时,其子条款也适用。
1.7.3 附录 本标准中的附录不作为本标准的要求,除非适用的合同、组装图纸、文件或采购定单
有具体明确地要求。
1.8 术语和定义 除了下列术语之外,本标准所用其它术语的定义均与IPC-T-50一致。
1.8.1 缺陷 不符合本标准要求的状况,或由制造商确定的其它风险因素(见1.8.5节)。
1.8.2 处置 应该如何处理缺陷的决定。处置包括但
不限于返工、照常使用、报废或维修。
1.8.3 电⽓间隙 在本标准中,未绝缘非公共导体(如导电图形部分、材料、部件或残留物)间的
最小间距称为“最小电气间隙”。此要求在适用的设计标准、或批准文件、或受控文件中规定。绝缘
材料需要提供足够的电气隔离。在缺少已知设计标准情况下,可采用附录B(引自IPC-2221)。
1.8.4 ⾼电压 术语“高电压”随设计和应用场合不同而不同,本文件中的高电压要求只在图纸或
采购文件有特别要求
时才适用。
1.8.5 制造商(组装⼚) 为确保组件完全符合本标准要求,负责制定组装工艺和必要验证操作的
个人、组织或公司。
1.8.6 客观证据 以硬拷贝、电脑数据、视频或其他媒介形式存在的文件。
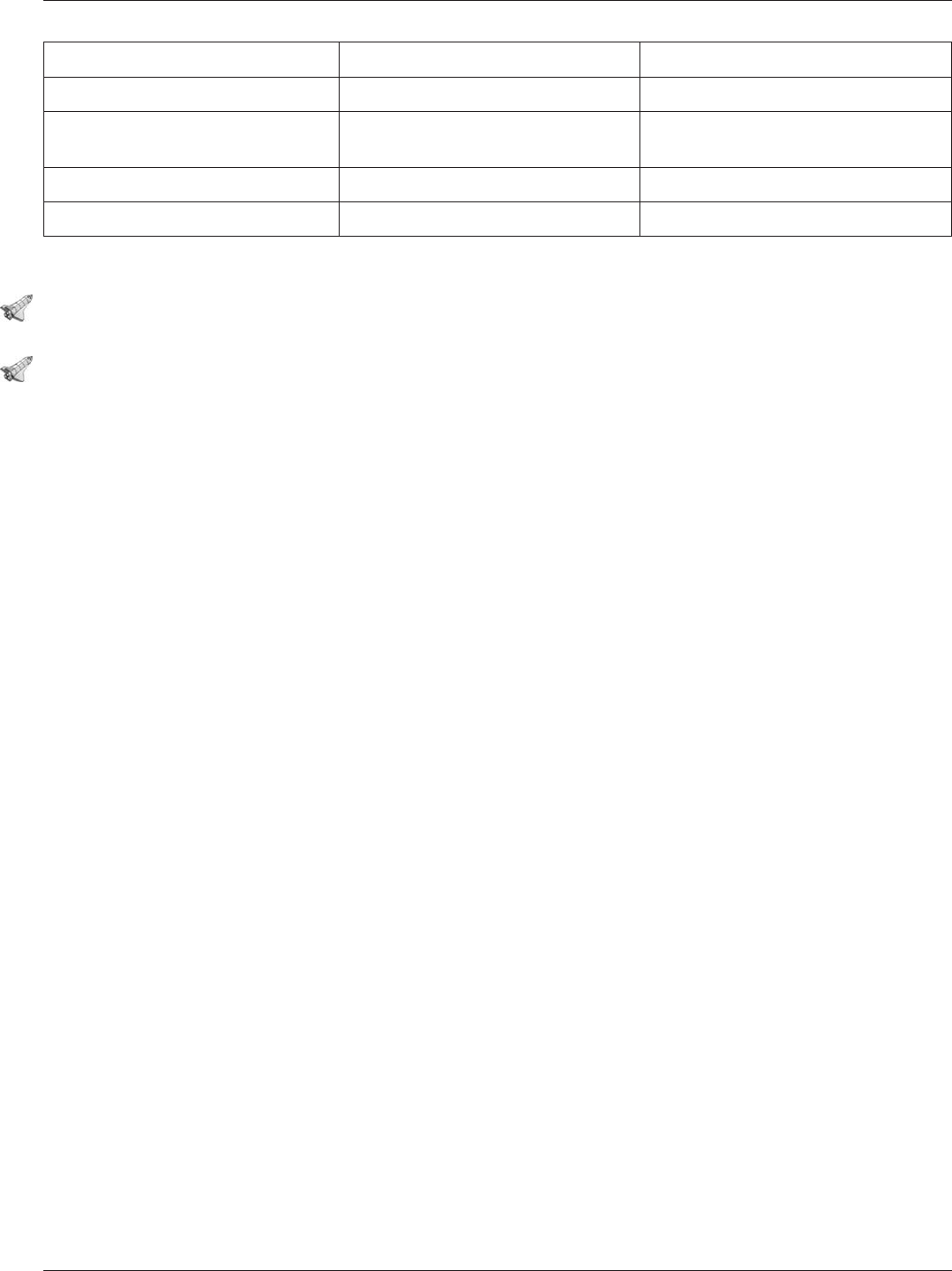
表1–1 设计和制造规范
印制板类型 设计规范 制造规范
通用要求 IPC-2221 IPC-6011
刚性印制板 IPC-2222
IPC-6012
IPC-A-600
挠性印制板 IPC-2223 IPC-6013
刚挠性印制板 IPC-2223 IPC-6013
2010年4月 IPC J-STD-001E-2010
3
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---