IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第65页
11.4 统 计过程控制 鼓励 但 不 强 制 采 用 “统计 过程控制 ” (见 11.3 节 ) 。 制程 采 用 统计 过程控制 时,统计 过程控制 方法至少 应当 [D1D2D3] 包括以 下要 素: a. 向指 定 负责 开发 、 执 行和应用过程控制 与统计方法 的 人 员 提 供 与 其 职 责相 应的 培训 。 b. 保 存 量化的 方法 和证据 ,以 显 示工艺 能 力和可控性 。为实 现工艺的持 续 改 进, 改 进…
11.3 过程控制要求 过程控制主要目标是持续减少在制程、产品或服务中的变异因素,以提供满
足或超过客户要求的产品或工艺。IPC-9191、EIA-557–1或其他用户认可的系统等过程控制工具可作
为实施过程控制的指南。
3级产品制造商应当[N1N2D3]建立并实施文档化的过程控制系统。
如已建立文档化的过程控制系统,则该系统应当[N1D2D3]规定过程控制系统和纠正措施的范围。它
可能是或可能不是“统计过程控制”系统。“统计过程控制”(SPC)的使用是可选的,应该根据诸
如设计的
稳定性、批量大小、产量以及制造商的需要等因素而定(见11.4节)。
过程控制方法应当[N1D2D3]用于生产焊接电气电子组件的各个生产工艺的规划、实施和评估。其基
本原理、实施策略、手段以及技术都可根据具体的公司、操作、或有关终端产品要求的过程控制及
其能力所考虑的变量,以不同的次序加以应用。
当决定或要求使用文档化的过程控制体系时,如果过程纠正措施实施失败或采用的纠
正措施连续无
效,就应当[N1D2D3]停止纠正活动,并修改这些过程控制及其相关文件。
11.3.1 机会数的确定 除非过程控制计划另有规定,互连点的总数用作衡量缺陷或制程警示百分
比。在计算给定的印制板组件的机会总数时,每个表面贴装端子、每个通孔端子和每个接线柱端子
做为一个单独的机会。为纠正措施做计算时,一个特殊互连点(如导通孔、孔中引线、引线-焊盘)
的缺陷特征或制程警示只能计算一次。更多
信息见IPC-9261。
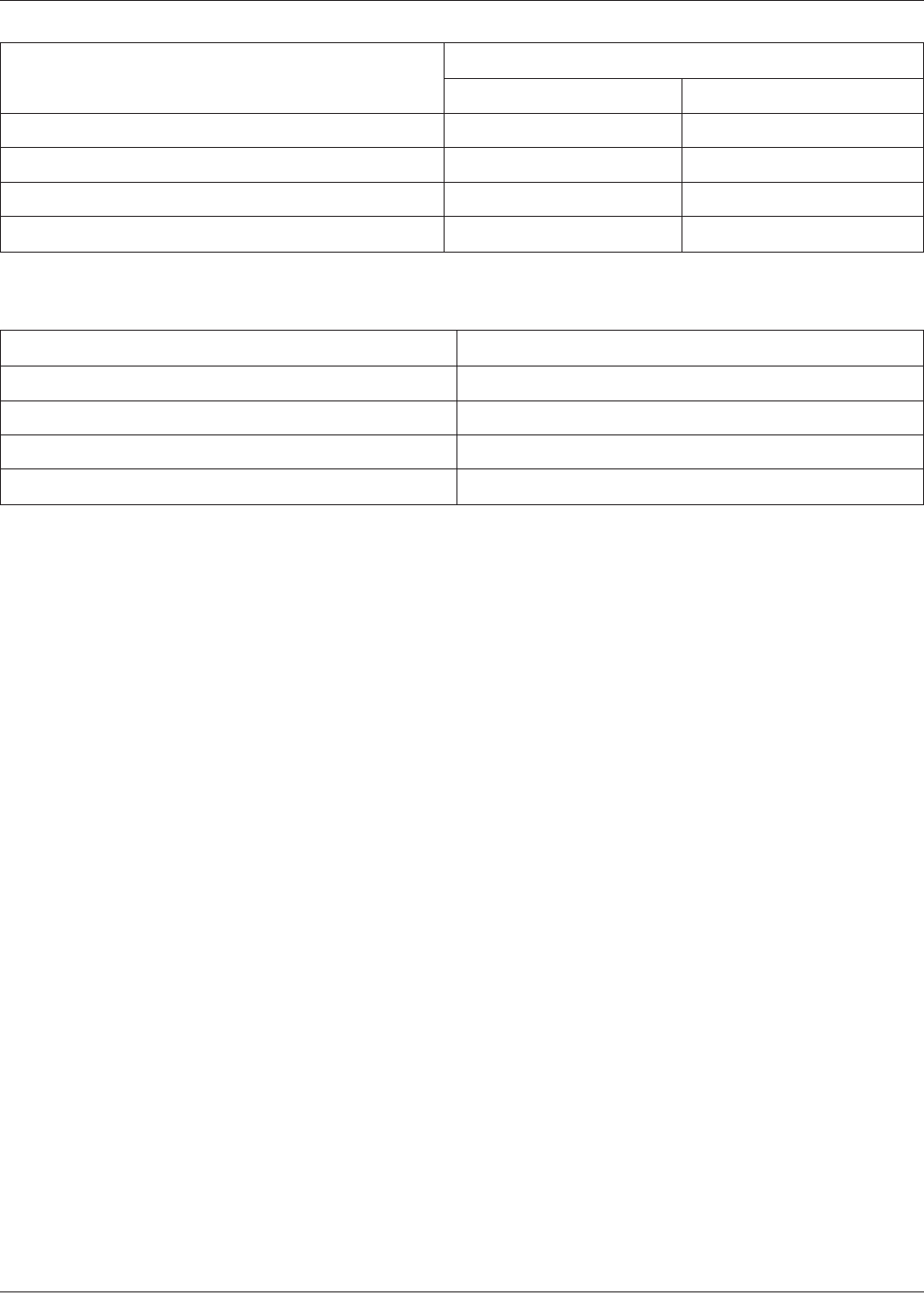
表11–1 检查焊接连接所⽤放⼤装置
焊盘宽度或焊盘直径
1
放⼤倍数
检查放⼤范围 仲裁放⼤最⼤倍数
>1.0mm[0.0394in] 1.5倍-3倍 4倍
>0.5至≤1.0mm[0.0197–0.0394in] 3倍-7.5倍 10倍
≥0.25至≤0.5mm[0.00984–0.0197in] 7.5倍-10倍 20倍
<0.25mm[0.00984in] 20倍 40倍
注1:
用于连接和/或安装元器件的导电图形部分。
表11–2 放⼤装置的应⽤ – 其他
清洁度(符合8.3.4节要求的清洗工艺) 不要求放大,见注1
清洁度(符合8.3.4节要求的免洗工艺) 注1
敷形涂覆/灌封(10.1节和10.2节) 注1、注2
其他(元器件及导线损伤等) 注1
标记注2
注1: 目检可能要求使用放大装置,例如有细节距器件或高密度组件时,需要放大以检查污染是否影响产品的外形、装配和功
能。
注2:
若使用放大装置,最大放大倍数不可超过4倍。
2010年4月IPC J-STD-001E-2010
52
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
11.4 统计过程控制 鼓励但不强制采用“统计过程控制”(见11.3节)。
制程采用统计过程控制时,统计过程控制方法至少应当[D1D2D3]包括以下要素:
a. 向指定负责开发、执行和应用过程控制与统计方法的人员提供与其职责相应的培训。
b. 保存量化的方法和证据,以显示工艺能力和可控性。为实现工艺的持续改进,改进策略规定减小
制程警示发生的初始过程控制范围、方法。
c. 规定采用抽样检查的转换准则。当工艺超出控制范围或显示相反方向走势时,还
要规定转向更高
级别检(高达100%)的准则。
d. 当检查确定抽样中有缺陷,且缺陷数超过抽样方案的允许范围时,要针对发生该缺陷的情况对整
批产品进行100%的检查。
e. 发生制程警示、制程失控和/或不符合要求的组件时,有一套启动纠正措施的系统。
f. 确定文档化的审核计划,以按预定频次监控制程特性和/或制程输出。
g. 过程控制的客观证据可以控制图表或其它工具和统计制程控制技术的形式出现,统计制程控制来
源应于工艺参数和/或产品参
数数据的应用(见IPC-HDBK-001)。
12 返⼯和维修
12.1 返⼯ 在返工之前,应当[N1N2D3]记录硬件缺陷。对于1级和2级产品的返工应该文档化,对
于3级产品的返工应当[N1N2D3]文档化。返工包括批量焊接后的人工检查和修整。对单个连接点进
行手工焊接操作时,返工不包括再次使用烙铁焊接同一个连接点。
适当的焊接方法包括限定在连接上的时间和所施加的热量,对于防止组件分层和其它损伤非常关
键。
手工焊接的控制应当[N1N2D3]包括操作员培训、制程控制和管理,见1.10节员工熟练程度。
返工应当[D1D2D3]满足本标准所有适用的要求。
12.2 维修 在未对差异进行文档化之前,不应当[N1D2D3]对硬件缺陷进行维修。应当[N1D2D3]根
据制造商与用户之间的协议来确定维修方法。
12.3 返⼯/维修后的清洗 返工或维修后,如果必要,应当[N1N2D3]采用满足8.3节要求的工艺清
洗组件。
2010年4月 IPC J-STD-001E-2010
53

此页留作空白
2010年4月IPC J-STD-001E-2010
54