IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第56页
7.5.17 平头 柱连接 这 种 类 型 的端子 有时也 称 之为“ 钉 头 柱 ” 。 对 于这 种 类 型 端子 ,尚未建立 3 级 产品 的要求 。 组装 方法 和材料 使 用 获得 持 续 成 功 的 根 本是 工艺 开发 和控制 。 具 有 平 头 柱连接的元器件形成的连接( 图 7–17 ) 应当 [D1D2D3] 满足 表 7–19 中的尺寸和焊料 填充 要 求 。 7.6 特殊 SMT 端⼦ 开发此 标准的 IPC 委…
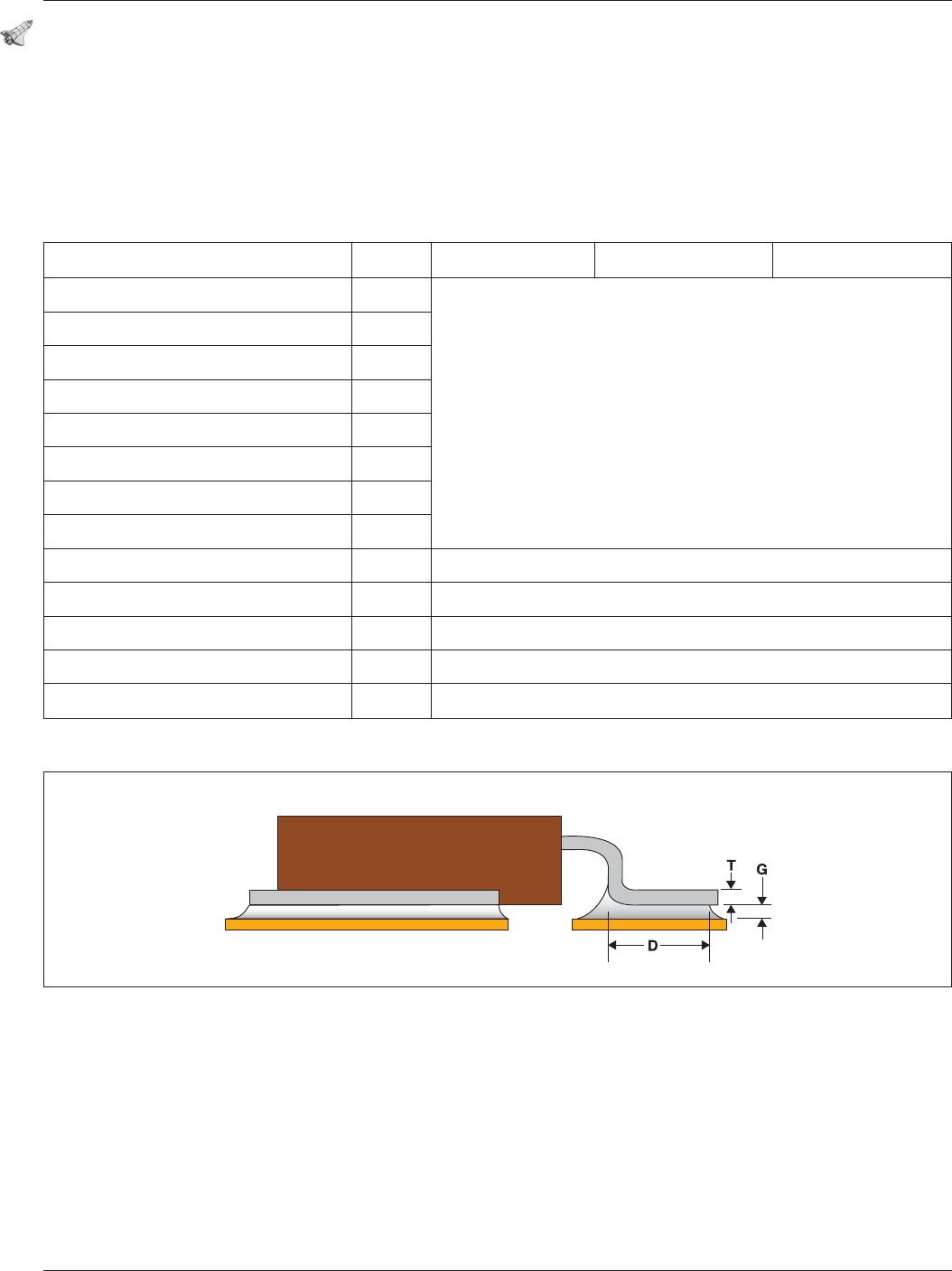
7.5.16 具有底部散热⾯端⼦的元器件(D-Pak) 本文件中没有描述不可见的散热面的焊接要求,
这些要求需要由用户与制造商协商确定。散热面的验收要求与设计和工艺有关。需要考虑的问题包
括但不仅限于元器件制造商的使用说明、焊料覆盖、空洞、焊料高度、等等。如要求,焊料应当[D1
D2D3]满足文件的要求,焊接此类元器件时,在散热面上形成空洞比较常见。
注:除散热面端子外的引线要求采用同类型引线端子的要求。
具有底部散热面端子的元器件形成的连接应当[D1D2D3]满足表7–18中的尺寸和焊料填充要求。
表 7–18 尺⼨要求 – 底
部散热⾯端⼦
参数(除散热⾯外所有连接) 尺⼨ 1级 2级 3级
最大侧面偏移 A
SMT端子的贴装和焊接应当[D1D2D3]满足同类型引线
端子的验收要求
趾部偏移 B
最小末端连接宽度 C
最小侧面连接长度 D
最大跟部填充高度 E
最小跟部填充高度 F
焊料填充厚度 G
引线厚度 T
参数(仅适于散热⾯的连接) 1级,2级,3级
散热面侧面偏移,图7–16 不大于端子宽度的25%
散热面末端偏移 无偏移
散热面末端连接宽度 100%润
湿末端接触区域内的焊盘
散热面空洞要求 注1
注1:
验收要求需要由制造商和用户协商建立。
图7–16 具有底部散热⾯端⼦的元器件
IPC-001e-7-016
2010年4月 IPC J-STD-001E-2010
43
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
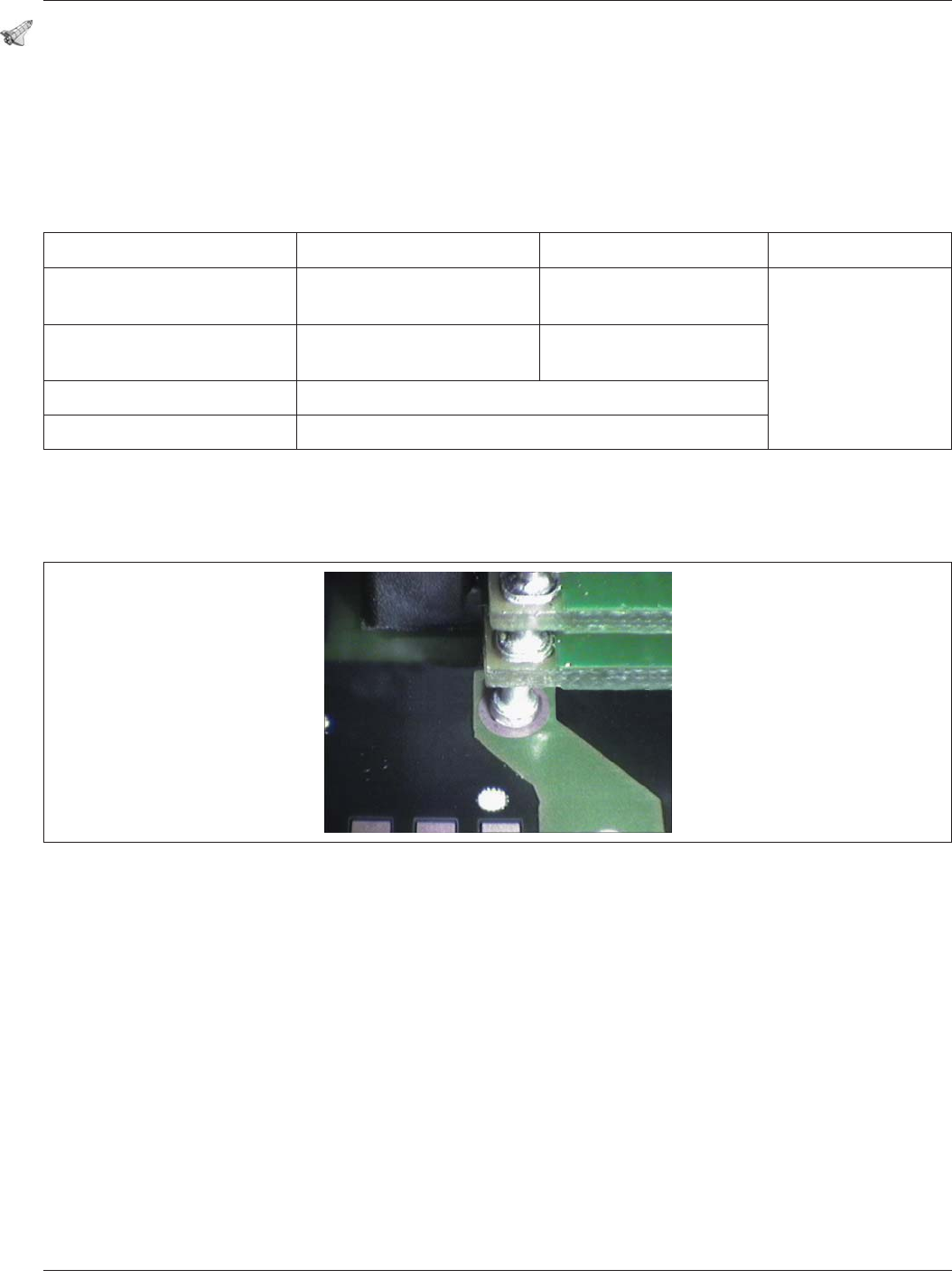
7.5.17 平头柱连接 这种类型的端子有时也称之为“钉头柱”。
对于这种类型端子,尚未建立3级产品的要求。组装方法和材料使用获得持续成功的根本是工艺开发
和控制。
具有平头柱连接的元器件形成的连接(图7–17)应当[D1D2D3]满足表7–19中的尺寸和焊料填充要
求。
7.6 特殊SMT端⼦ 开发此标准的IPC委员会已经收到将一些特殊类型SMT端子纳入此标准的要
求。通常这类型的端子是特殊的元器件或专为少量用户特制。在开发验收要求之前,还
需要广泛地
应用,才可从大量用户中获得有效的失效数据。在此特重复本标准1.13.2节中的内容。
1.13.2 专⽤技术程序 作为一份业界一致公认的标准,本文件无法涵盖所有可能的元器件
和产品设计组合情况。例如磁性线圈、高频、高电压等等。当采用非通用和/或特殊技术
时,可能有必要开发专用的工艺及验收标准。在考虑产品性能标准时,特殊定义对考虑具
体特性是必要的。
特殊标准的开发应该有用户的参与,验收标准应当[N1N2D3]经用户认可。
对于此处未规定
的具体工艺和/或技术的组装和焊接要求,应当[N1D2D3]按文档化的程序完成,保留文档
化的程序,以备审核。
只要有可能,应该向IPC技术委员会提交这些标准,以考虑将其纳入本标准的更新版本。
表7–19 尺⼨要求 – 平头柱连接
参数 1级 2级 3级
最大端子偏移,方形焊盘 75%(W)端子宽度;
注1,注2
50%(W)端子宽度;
注1,注2
尚未建立要求
最大端子偏移,圆形焊盘 50%(W)端子宽度;
注1,注2
25%(W)端子宽度;
注1,注2
最大填充高度 注4
最小填充高度 注3
注1: 不违反最小电气间隙要求。
注2: 引线直径小于焊盘直径或边长。
注3: 润湿明显。
注4:
焊料未接触元器件本体。
图7–17 平头柱端⼦
IPC-001e-7-017
2010年4月IPC J-STD-001E-2010
44
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
8 清洗⼯艺要求 要求进行清洗的产品应当[N1N2D3]按文档化的工艺进行清洗,去除所有污染物
(尤其是助焊剂残留物)。清洗后的产品应当[D1D2D3]能满足本章规定的清洁度要求(见8.3节)。
所有要清洗的产品在清洗时应当[D1D2D3]防止热冲击和/或有害的清洗媒介侵入未完全密封的元器
件内。
8.1 免除清洗 包在自密封器件(如热缩焊接器件)内部的端子,免除本标准的清洗要求,只要该
器件可将焊点密封。
8.2 超声波清洗 下列情况允许采用超声波清洗:
a.
对于裸板或组件,只要接线柱或连接器无内部电子线路即可;
b. 对于装有电气元器件的电子组件,只要制造商能提供可供审核的文件,表明使用超声不会损伤所
清洗产品或元器件的机械或电气性能。元器件对超声波的敏感性测定,参考IPC-TM-650测试方法
2.6.9.1《确定电子组件对超声波能敏感性的测试》以及测试方法2.6.9.2《确定电子元器件对超声波
能敏感性的测试》。
8.3 焊后清洁度 采用目检方法按8.3.1节的要求评定是否存在外来颗粒物质,或按8.3.2节(见11.2.2
节)的要求评
定是否存在助焊剂及其它离子或有机残留物。
8.3.1 颗粒物 组件应当[D1D2D3]无污物、纤维丝、焊料飞溅物、锡网、焊渣、线头等。焊球应当
[D1D2D3]既不会松动(即产品的正常工作环境不会引起焊球移动),也不会违反最小电气间隙。
8.3.2 助焊剂残留物和其它离⼦或有机污染物 除非用户另有规定,制造商应该指定清洗标志。该
清洗标志可按照8.3.3节及第3章“材料、元器件和设备要求”的规定来确定清洗选项和清洁度测试。
如未规定清洗标志,应当[D1D2D3]采
用下文所述的C-22标志和清洁度目检要求。
注:当通过实验室分析或其它方法鉴定可见残留物无害时,可免除该要求。
8.3.3 焊后清洗标志 焊接后的清洗标志由下列符号构成:用至少两位数码描述本标准所包括的所
有组件清洗要求。该代码以字母“C”开始,然后是破折号“–”,最后是2位或多位数字。第1个数
字表示8.3.4节所规定的清洗选项,第2个
及随后的数字表示8.3.5节规定的清洁度测试要求。
8.3.4 清洗选项 清洗标志的第1个数字规定了清洗选项,表8–1中各数字的含义用于规定组件的表
面是否需要清洗:
表8-1 需清洗表⾯的标志
0 没有表面需清洗
1 组件的一面(焊接起始面)需清洗
2 组件的两面都需清洗
2010年4月 IPC J-STD-001E-2010
45