IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第36页
非支撑孔中的引线 至少 应当 [N1N2D3] 弯 折 45 ° 。 如 果 引线或导线 已 弯 折 , 其弯 折 区 域 应当 [N1N2D3] 被润 湿 , 焊接连接中的引线外形 轮廓 应 该 可 辨 识。 回火 的引线 不应当 [D1D2D3] 以 (全)弯 折 结构收 尾 。 引线 的 伸出 不应当 [D1D2D3] 违 反最小 电气间隙要求 。 引线 在 支撑孔中的 伸出 应当 [D1D2D3] 符合表 6–2 的要求 , 引…
6 通孔安装和端⼦
6.1 通孔端⼦通⽤要求 将轴向引线元器件水平安装到板表面时,应该将其大致放于两个安装孔的
中间。整个元器件本体应该接触板表面。元器件本体与印制板之间的最大间隙不应当[N1N2P3]超
过0.7mm[0.028in]。要求离开板面安装的元器件应当[D1D2D3]与板面至少相距1.5mm[0.059in]。安装
于非支撑孔内和要求离开板面安装的元器件应当[D1D2D3]在靠近板面处提供引线成形或其它机械支
撑。
垂直安装在非支撑孔中的轴向引线元器件,应当[D1D2D3]通过引线成形或其它机械支撑方式安装。
垂直安装在支撑孔的轴向引线元器件对元器件高度和间隙(从板到元器件体或熔接珠)的要求
应当
[D1D2D3]符合用户规定的尺寸要求,不应当[D1D2D3]影响外形、安装和功能。
6.1.1 引线成形 在组装或安装之前,零件和元器件引线应该按照最终的形状要求进行预成形,引
线最终的弯折或定位弯折不包括在内。引线成形过程不应当[D1D2D3]损伤元器件的引线密封、熔接
或元器件的内部连接。
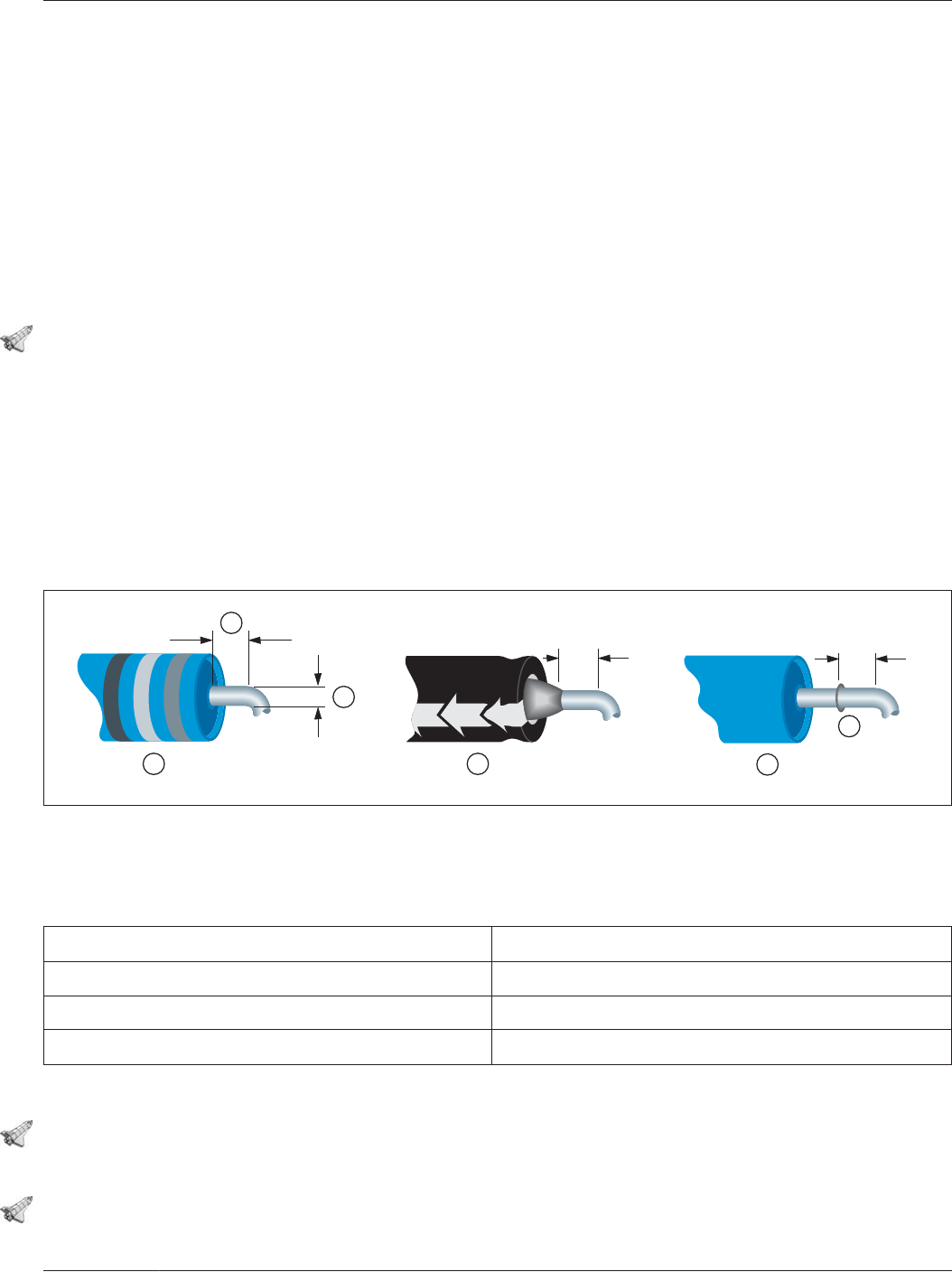
引线从元器件体或熔接部位至引线内弯半径开始处的延伸长度至少应当[A1P2D3]为引线直径或厚度
的1倍,但不得小于0.8mm[0.031in](见图6–1)。
引线内弯半径应当[A1P2D3]符合表6–1的规定。
注: 从元器件的末端开
始测量(元器件末端包括涂层、焊接密封处、焊接珠或熔接珠、或任何其他
从本体延伸出来的部分)。
6.1.2 引线变形限度 引线的割伤或变形不应当[D1D2D3]超过其直径、宽度或厚度的10%,但扁平
引线除外(见7.1.4节)。
6.1.3 端⼦要求 支撑孔内的元器件引线的末端可以直插、部分弯折、或完全弯折方式收尾。弯折
应该足以在焊接过程中提供机械固定。可任意选择与任何导体相关的弯折方向。DIP引线应该至少有
两个对角线上的引线向外部分弯曲。
图6–1 引线弯曲
1. 标准弯曲
2. 熔接弯曲
3. 直伸段长度为引线直径/厚度的1倍,
但不⼩于0.8mm[0.031in]
4. 直径/厚度
5. 熔接
L
L
V µF V µF
L
1
3
4
5
2
1
IPC-001e-6-001
表6–1 引线弯曲半径
引线直径/厚度最⼩内弯半径(R)
<0.8mm[0.031in] 1倍直径/厚度
0.8mm至1.2mm[0.031in至0.047in] 1.5倍直径/厚度
>1.2mm[0.047in] 2倍直径/厚度
2010年4月 IPC J-STD-001E-2010
23
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
非支撑孔中的引线至少应当[N1N2D3]弯折45°。
如果引线或导线已弯折,其弯折区域应当[N1N2D3]被润湿,焊接连接中的引线外形轮廓应该可辨
识。
回火的引线不应当[D1D2D3]以(全)弯折结构收尾。
引线的伸出不应当[D1D2D3]违反最小电气间隙要求。引线在支撑孔中的伸出应当[D1D2D3]符合表
6–2的要求,引线在非支撑孔中的伸出应当[D1D2D3]符合表6–3的要求。
如果不违反最小电气间隙,可免除对于连接器引线、继电器引线、回火引线和直径大于1.3mm[0.51
in]的引线的的最大伸出长度要求。
6.1.4 引线修整 只要剪切刀
具不会因机械冲击损伤元器件或焊点,可以在焊接后修剪引线。但回
火后的引线不应当[N1D2D3]修整,除非图纸中有规定。
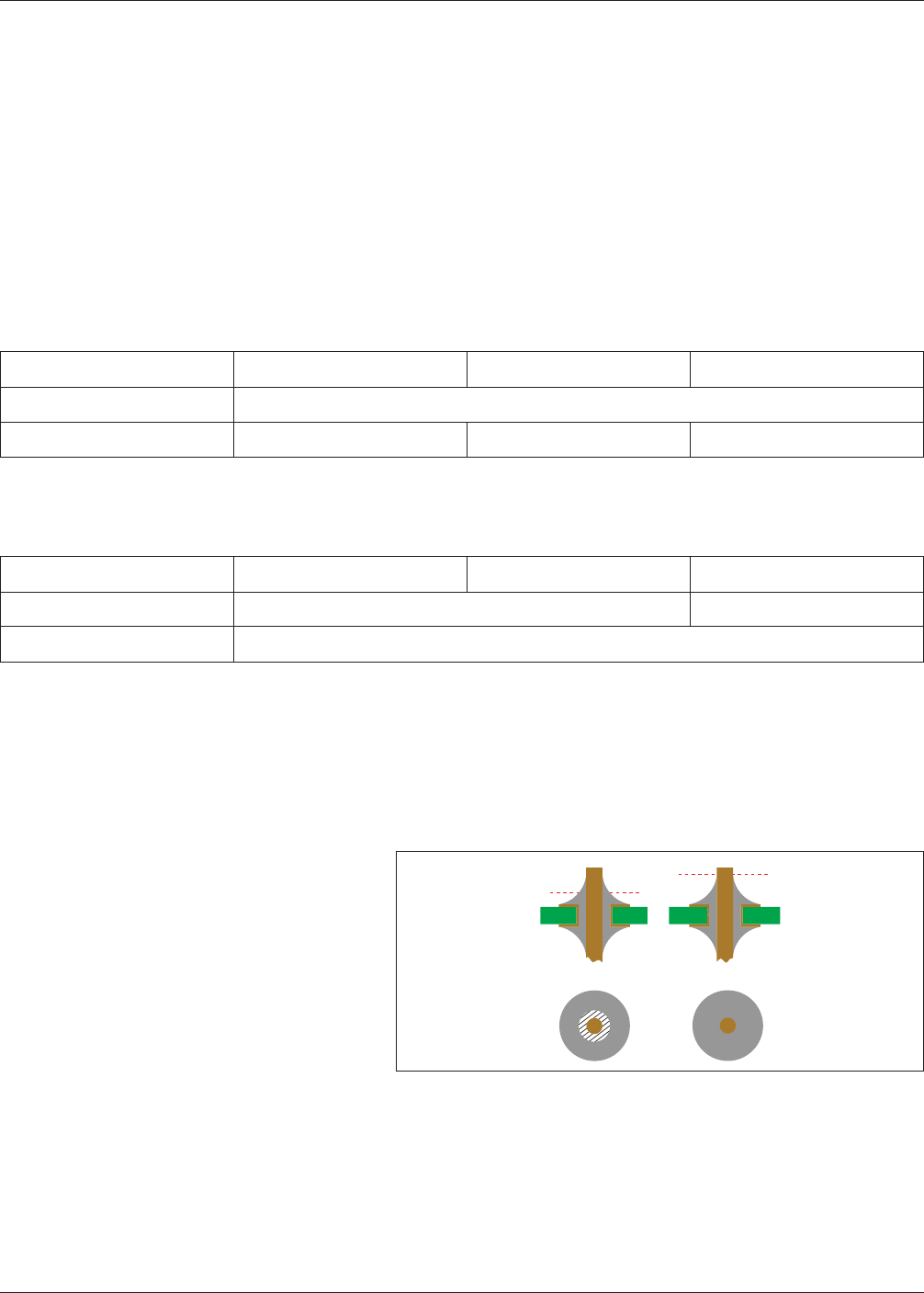
焊接后,完成引线的修剪后,焊点应当
[N1D2D3]或者再次再流,或者在10倍
放大倍数下目检以确认原来的焊点没有
被损伤(如破裂)或变形。修整引线时
焊料填充部位被剪切的焊点应当[N1N2
D3]再次再流(见图6–2)。焊接连接的
此次再流,可视为焊接过程的一个工
序,而不
视作返工。该要求不适用于设
计上要求在焊接后要去除部分引线的元
器件(即可掰离的联体条)。
6.1.5 层间连接 用于层间连接的没有
引线的PTH不需要用焊料填充。
6.1.6 焊料中的弯⽉⾯涂层 作为表6–4或表6–5的例外,对于1级、2级产品的支撑孔或非支撑孔,
在焊接终止面上的弯月面可被焊料覆盖;但在焊接起始面上应当[D1D2D3]看到360°的焊料润湿,
并在该焊接连接中看不到弯月面涂层。适用时,焊接连接应当[N1N2D3]符合表6–4或6–5的要求。
表6–2 引线在⽀撑孔中的伸出
1级 2级 3级
(L)最⼩ 引线末端在焊料中可辨识
1
(L)最⼤ 无短路危险 2.5mm[0.0984in] 1.5mm[0.0591in]
注1: 对于厚度大于2.3mm[0.0906in]的板,引线长度已定的元器件,如DIP、插座、连接器等,至少应该与板表面齐平,但在形
成焊接连接后可能不可辨识。
表6–3 ⾮⽀撑孔中引线的伸出
1级 2级 3级
(L)最⼩ 焊料中引线末端可辨识 足够弯折
(L)最⼤
1
无短路危险
注1: 如果可能违反最小电气间隙,或在后续处理或操作环境中由于引线偏斜或刺穿静电防护包装而损伤焊点,则引线伸出长度
不应该超过2.5mm[0.0984in]。
图6–2 引线修整
IPC-001e-6-002
2010年4月IPC J-STD-001E-2010
24
6.2 ⽀撑孔
6.2.1 焊料的施加 除了通孔再流焊接外,焊料应当[N1D2D3]只施加于PTH的一面,热可以同时施
加到PTH的两个面。
6.2.2 通孔元器件引线焊接 将元器件引线焊接到PTH内时,工艺目标是实现用焊料100%填充
PTH,焊盘、引线、孔的主面和辅面都润湿良好。无论采用哪种焊接工艺,例如:手工焊接、波峰
焊接、通孔再流焊接等,焊接连接都应当[D1D2D3]满足表6–4的要求。
作为表6–4中2级产品填充要求的一个例外,在满足以下条件时,对于2级产品允许镀覆孔的垂直
填充
为50%或1.19mm[0.047in],取两者中的较小值。
a. 连接到散热层或起散热作用的导体层的镀覆孔。
b. 元器件的引线在引线端子面可辨识。
c. 元器件引线端子面的焊料填充润湿PTH孔内璧的360°,且润湿了引线的360°。
d. PTH四周的润湿满足表6–4的要求。
注:某些应用中,如热冲击、电性能,低于100%的焊料填充可能不可接受。用户有责任向制造商说
明这些情况。
6.3 ⾮⽀撑孔
6.3.1 ⾮⽀撑孔中引线端⼦要求 引线在非支撑孔中的伸出长度应当[D1D2D3]符合表6–3的要求,
焊料应当[D1D2D3]符合表6–5的要求。
表
6–4 有元器件引线的⽀撑孔,最低可接受条件
1
条件 1级 2级 3级
A. 焊料的垂直填充,注2、注3和图6–3 未规定 75%
B. 焊接终止面引线和孔壁四周的润湿 未规定 180° 270°
C. 焊接终止面的焊盘被润湿的焊料覆盖的百分比 0
D. 焊接起始面引线和孔壁的填充和润湿 270° 330°
E. 焊接起始面的焊盘被润湿的焊料覆盖的百分比,注1 75%
注1: 润湿的焊料指任何焊接过程包括通孔再流焊接所施加的焊料。对于通孔再流焊接,焊盘和引线之间可能没有外部填充。
注2: 25%的未填充高度包括起始面和终止面的焊料下陷总和。
注3:
按照6.2.2节所述,2级产品的垂直填充高度可小于75%。
表6–5 有元器件引线的⾮⽀撑孔,最低可接受条件
1,4
要求 1级 2级 3级
A. 引线与焊盘的润湿 270° 330°,注2
B. 焊盘区域被润湿的焊料覆盖的百分比, 注375%
注1: 双面都有功能焊盘的双面板的两面都需要遵循A和B的要求
注2: 对于3级产品,引线折弯区域被润湿
注3: 不要求焊料覆盖孔。
注4:
润湿焊料指的是焊接过程中所施加的焊料。
2010年4月 IPC J-STD-001E-2010
25
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---