IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第51页
7.5.13 内 弯 L 形 带状 引线 具 有 内弯 L 形引线端子的元器件 所 形成的连接 应当 [D1D2D3] 满足 表 7–13 和 图 7–13 对 于 尺寸及焊料 填充 的要求 。 表 7 - 13 尺⼨要求 – 内 弯 L 形 带状 引线 参数 尺⼨ 1 级 2 级 3 级 最大侧 面 偏移 A5 0 % ( W ) ;注 1 ,注 5 25 % ( W )或 25 % ( P ) , 取两者 中的 较小 者 ;注 1 …
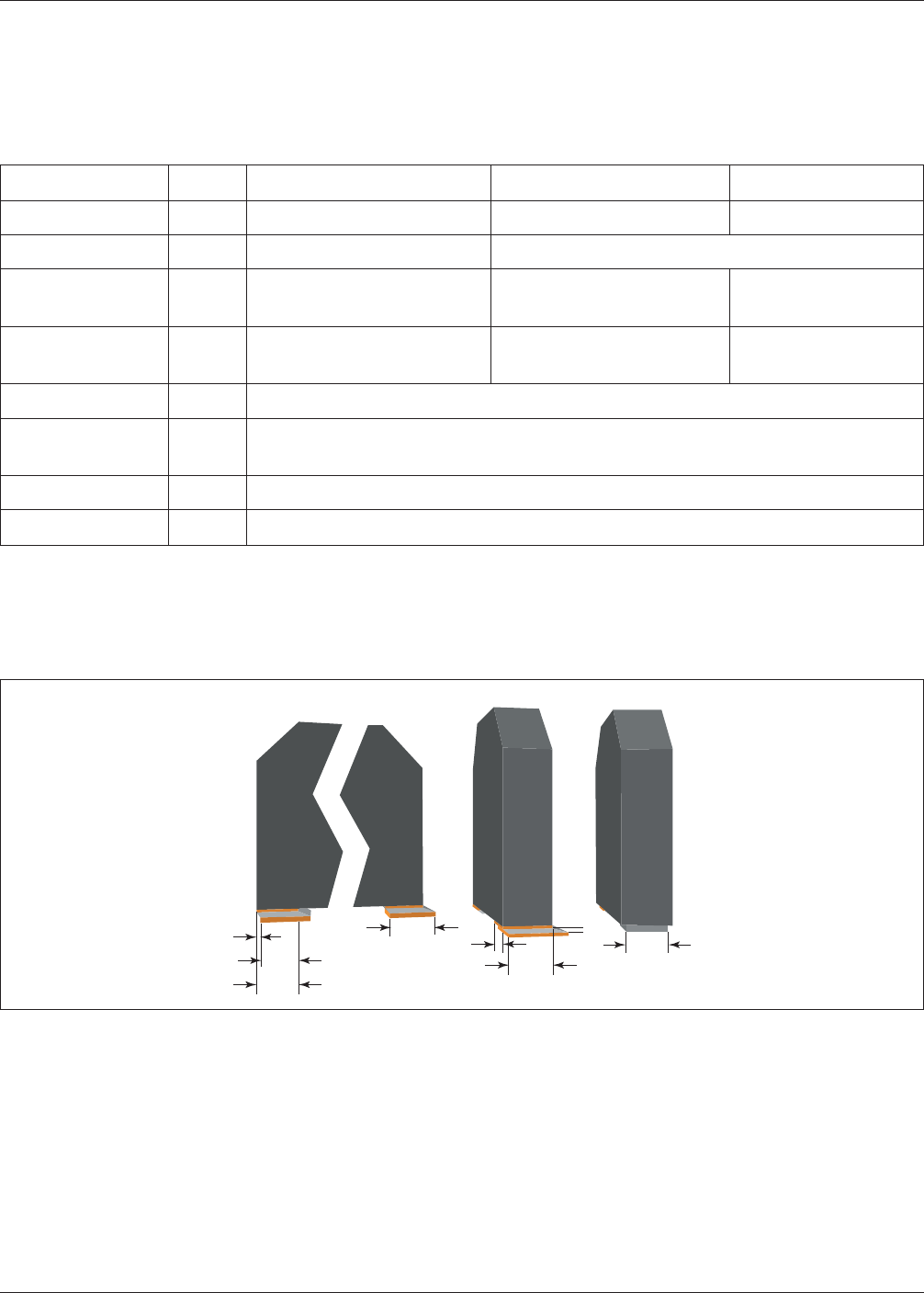
7.5.12 仅有底部端⼦的⾼外形元器件 仅有底部端子的高外形元器件(元器件高度大于2倍元器件
宽度或2倍厚度,取两者中较小者)的端子区域所形成的连接应当[D1D2D3]满足表7–12和图7–12的
尺寸和焊料填充要求。如果元器件高度超过其厚度,则该元器件不应该用于承受振动和/或冲击的
产品中,除非使用适当的粘合剂加固元器件的安装。
表7-12 尺⼨要求 – 仅有底部端⼦的⾼外形元器件
参数 尺⼨ 1级 2级 3级
最大侧面偏移 A50%(W);注1,注425%(W);注1,注4 不允许;注1,注4
最大末端偏移 B 注1,注4 不允许,注1,注4
最小末端连接
宽度
C50%(W) 75%(W)(W)
最小侧面连接
长度
D 注350%(S) 75%(S)
焊料厚度 G 注3
端子/镀层长
度
R 注2
焊盘长度 S 注2
端子
宽度 W 注2
注1: 不违反最小电气间隙。
注2: 未作规定的尺寸参数或变量,由设计决定。
注3: 润湿明显。
注4: 基于元器件的设计,端子可能不会延伸至元器件边缘,则元器件本体可能偏移出印制板焊盘。但元器件可焊端子不可偏移
出印制板焊盘。
图7–12 仅有底部端⼦的⾼外形元器件
B
D
R
S
A
C
G
W
IPC-001e-7-012
2010年4月IPC J-STD-001E-2010
38
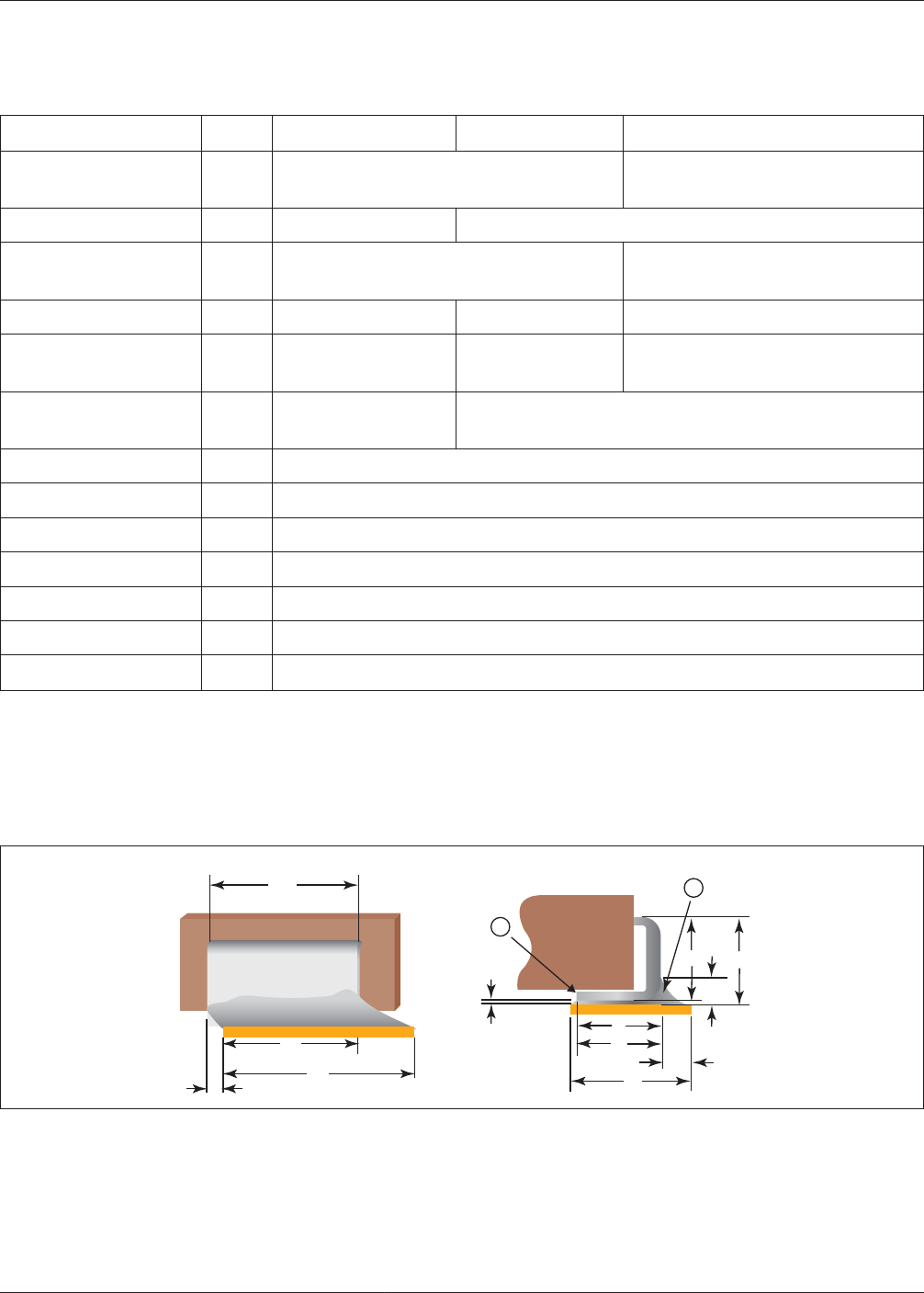
7.5.13 内弯L形带状引线 具有内弯L形引线端子的元器件所形成的连接应当[D1D2D3]满足表7–13
和图7–13对于尺寸及焊料填充的要求。
表7-13 尺⼨要求 – 内弯L形带状引线
参数 尺⼨ 1级 2级 3级
最大侧面偏移 A50%(W);注1,注5
25%(W)或25%(P),
取两者中的较小者;注1,注5
最大趾部偏移 B 注1 注1
最小末端连接宽度 C50%(W)
75%(W)或75%(P),
取两者中的较小者
最小侧面连接长度 D 注350%(L) 75%(L)
最大填充高度 E
(H)+(G);
注
4
(H)+(G);
注4
(H)+(G);注4
最小填充高度,注
5,注6
F
元器件端子垂直
表面润湿明显
(G)+25%(H)或(G)+0.5mm[0.0197in],
取两者中的较小者
焊料填充厚度 G 注3
引线高度 H 注2
最小焊盘延伸 K 注2
引线长度 L 注2
焊盘宽度 P 注2
焊盘长度 S 注2
引线宽度 W 注2
注1: 不违反最小电气间隙。
注2: 未作规定的尺寸参数或变量,由设计决定。
注3: 润湿明显。
注4: 焊料未接触在引线弯曲内侧的元器件本体。
注5: 当引线分成两个叉时,每个叉的连接都要满足所有规定的要求。
注6:
焊盘上有导通孔的设计可能妨碍满足这些条件。焊接验收要求应该由用户与制造商协商确定。
图7–13 内弯L形带状引线
1. 趾部
2. 跟部
W
A
C
P
G
F
H
E
K
D
L
S
1
2
IPC-001e-7-013
2010年4月 IPC J-STD-001E-2010
39
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
7.5.14 表⾯贴装⾯阵列封装 这里所规定的面阵列要求,基于已建立了X射线或普通目检评定程
序。这些要求,在某种有限程度内,是按目视评定条件给出的,但不能用普通目检方法完成的特征
评定更经常要求用X射线图像来进行评定。
目视检查要求:
a. 当采用目视检查方法进行产品的可接受性评定时,采用表11–1和表11–2的放大倍数
b. 应该尽可能对面阵列元器件最外边(外围)的焊接端子
进行目视检查。
c. 面阵列元器件与印制板上的角位标识(如果有)在X和Y两个方向都要对齐。
d. 除非设计上特别规定,否则任何引线(如焊料球、焊料柱)的缺失都是缺陷。
组装方法和材料应用获得持续成功的根本是工艺开发和控制。工艺验证可替代X射线/目视检查,只
要能提供证明符合性的客观证据。
IPC-7095提供了面阵列元器件的工艺指南,其包含了通过广泛讨论面阵列器件工艺开发问题所得出
的推荐性要求
。
注:不是专用于电子组件的或设置不当的X射线设备,会损伤敏感元器件。
表面贴装面阵列封装应当[D1D2D3]满足表7–14中对于有可塌落焊料球的元器件、表7–15中对于有非
塌落焊料球的元器件、表7–16中对于柱栅阵列元器件的尺寸和焊料填充要求。
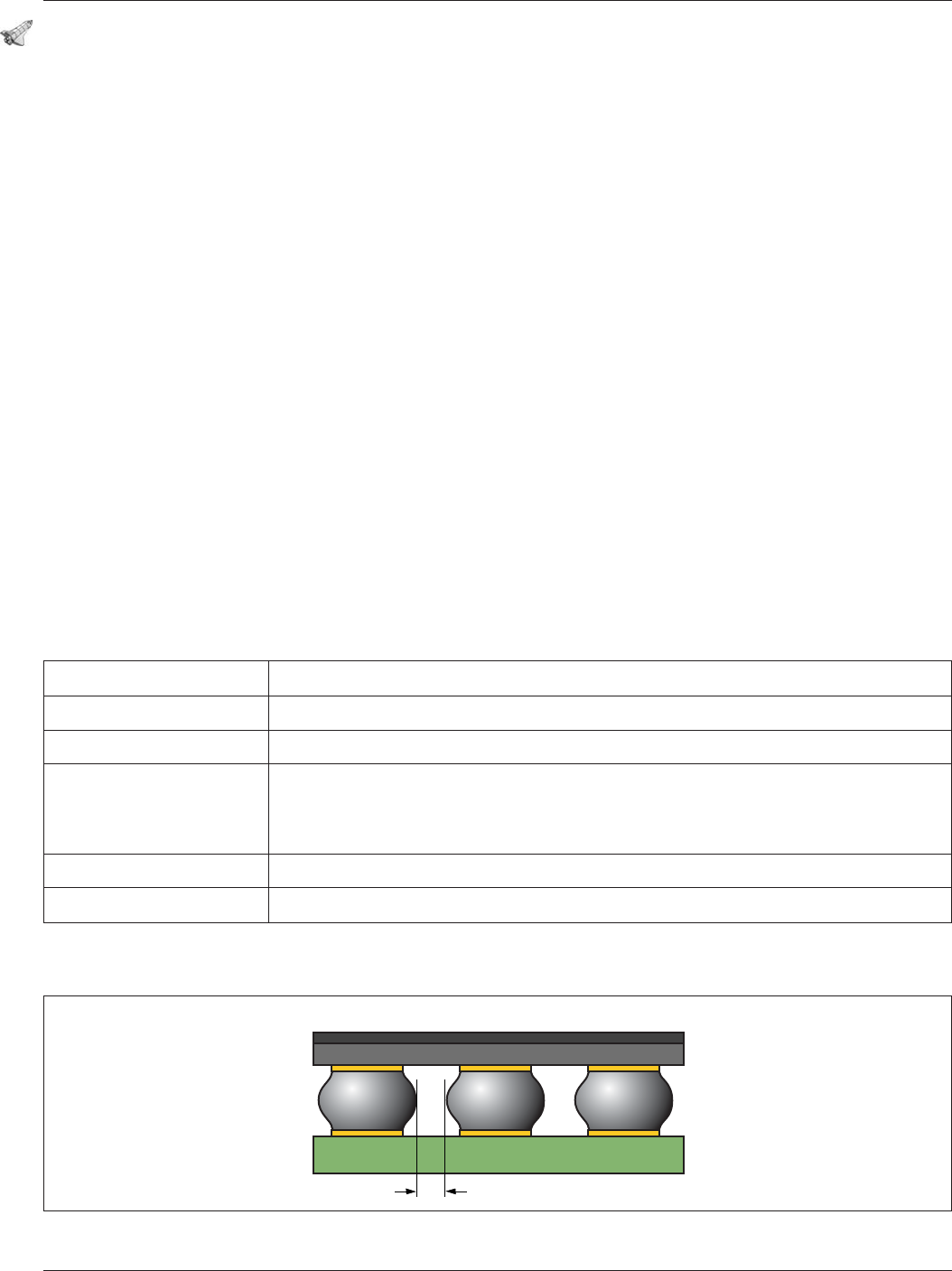
7.5.14.1 有可塌落焊料球的表⾯贴装阵列元器件 有可塌落焊料球的球栅阵列(BGA)元器件应当
[D1D2D3]满足表7–14的要求。
表7–14 尺⼨要求 - 有可塌落焊料球的表⾯贴装⾯阵列元器件
参数 1级,2级,3级
对准 焊料球的偏移未违反最小电气间隙。
焊料球间隔,图7–14 焊料球的偏移(c)不违反最小电气间隙。
焊接连接 a. 焊接连接满足4.18节的要求。
b. BGA焊料球接触并润湿焊盘,形成一个连续的椭圆形或柱形连
接。
空洞 在X射线的影像区内,球内空洞等于或小于25%。注1,注2
底部填充或加固材料 存在所要求的底部填充或加固材料,并完全固化。
注1: 设计导致的空洞,例如:焊盘上的微导通孔,可免除此要求。这种情况下,验收要求需要由制造商和用户协商确定。
注2:
制造商可以通过测试或分析来开发已考虑了最终应用环境的空洞验收要求。
图7–14 BGA焊料球间隔
C
IPC-001e-7-014
2010年4月IPC J-STD-001E-2010
40