IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第57页
8 清洗⼯艺要求 要求 进 行清 洗 的 产品 应当 [N1N2D3] 按文 档 化的工艺 进 行清 洗, 去除 所有污染物 ( 尤 其 是 助焊剂 残留物 ) 。 清 洗后 的 产品 应当 [D1D2D3] 能 满足 本 章 规 定的清洁度要求(见 8.3 节 ) 。 所有 要清 洗 的 产品在 清 洗时 应当 [D1D2D3] 防 止热冲 击 和/或 有 害 的清 洗 媒介 侵 入 未完 全密封的元器 件内 。 8.1 免 除清洗 …
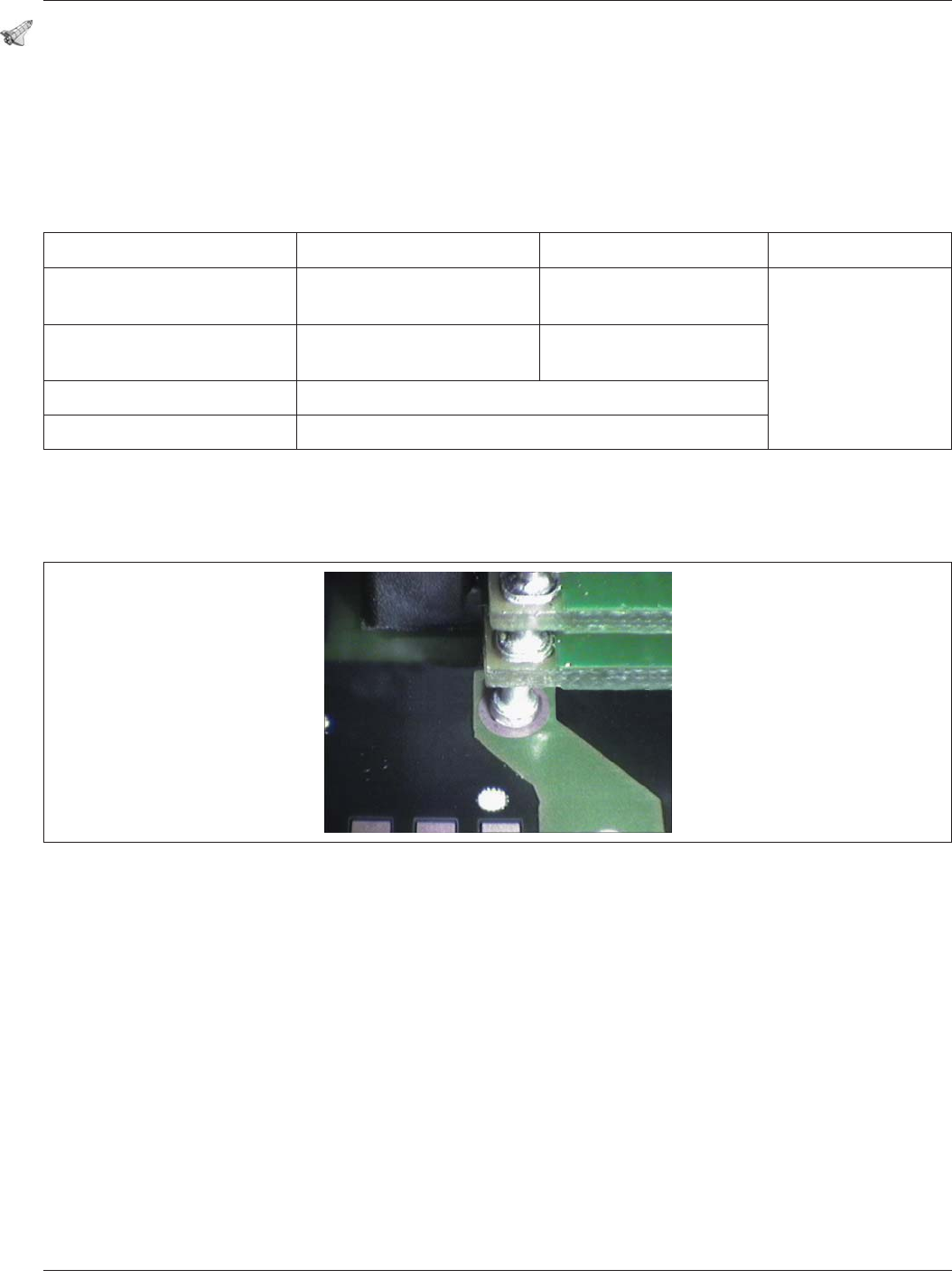
7.5.17 平头柱连接 这种类型的端子有时也称之为“钉头柱”。
对于这种类型端子,尚未建立3级产品的要求。组装方法和材料使用获得持续成功的根本是工艺开发
和控制。
具有平头柱连接的元器件形成的连接(图7–17)应当[D1D2D3]满足表7–19中的尺寸和焊料填充要
求。
7.6 特殊SMT端⼦ 开发此标准的IPC委员会已经收到将一些特殊类型SMT端子纳入此标准的要
求。通常这类型的端子是特殊的元器件或专为少量用户特制。在开发验收要求之前,还
需要广泛地
应用,才可从大量用户中获得有效的失效数据。在此特重复本标准1.13.2节中的内容。
1.13.2 专⽤技术程序 作为一份业界一致公认的标准,本文件无法涵盖所有可能的元器件
和产品设计组合情况。例如磁性线圈、高频、高电压等等。当采用非通用和/或特殊技术
时,可能有必要开发专用的工艺及验收标准。在考虑产品性能标准时,特殊定义对考虑具
体特性是必要的。
特殊标准的开发应该有用户的参与,验收标准应当[N1N2D3]经用户认可。
对于此处未规定
的具体工艺和/或技术的组装和焊接要求,应当[N1D2D3]按文档化的程序完成,保留文档
化的程序,以备审核。
只要有可能,应该向IPC技术委员会提交这些标准,以考虑将其纳入本标准的更新版本。
表7–19 尺⼨要求 – 平头柱连接
参数 1级 2级 3级
最大端子偏移,方形焊盘 75%(W)端子宽度;
注1,注2
50%(W)端子宽度;
注1,注2
尚未建立要求
最大端子偏移,圆形焊盘 50%(W)端子宽度;
注1,注2
25%(W)端子宽度;
注1,注2
最大填充高度 注4
最小填充高度 注3
注1: 不违反最小电气间隙要求。
注2: 引线直径小于焊盘直径或边长。
注3: 润湿明显。
注4:
焊料未接触元器件本体。
图7–17 平头柱端⼦
IPC-001e-7-017
2010年4月IPC J-STD-001E-2010
44
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
8 清洗⼯艺要求 要求进行清洗的产品应当[N1N2D3]按文档化的工艺进行清洗,去除所有污染物
(尤其是助焊剂残留物)。清洗后的产品应当[D1D2D3]能满足本章规定的清洁度要求(见8.3节)。
所有要清洗的产品在清洗时应当[D1D2D3]防止热冲击和/或有害的清洗媒介侵入未完全密封的元器
件内。
8.1 免除清洗 包在自密封器件(如热缩焊接器件)内部的端子,免除本标准的清洗要求,只要该
器件可将焊点密封。
8.2 超声波清洗 下列情况允许采用超声波清洗:
a.
对于裸板或组件,只要接线柱或连接器无内部电子线路即可;
b. 对于装有电气元器件的电子组件,只要制造商能提供可供审核的文件,表明使用超声不会损伤所
清洗产品或元器件的机械或电气性能。元器件对超声波的敏感性测定,参考IPC-TM-650测试方法
2.6.9.1《确定电子组件对超声波能敏感性的测试》以及测试方法2.6.9.2《确定电子元器件对超声波
能敏感性的测试》。
8.3 焊后清洁度 采用目检方法按8.3.1节的要求评定是否存在外来颗粒物质,或按8.3.2节(见11.2.2
节)的要求评
定是否存在助焊剂及其它离子或有机残留物。
8.3.1 颗粒物 组件应当[D1D2D3]无污物、纤维丝、焊料飞溅物、锡网、焊渣、线头等。焊球应当
[D1D2D3]既不会松动(即产品的正常工作环境不会引起焊球移动),也不会违反最小电气间隙。
8.3.2 助焊剂残留物和其它离⼦或有机污染物 除非用户另有规定,制造商应该指定清洗标志。该
清洗标志可按照8.3.3节及第3章“材料、元器件和设备要求”的规定来确定清洗选项和清洁度测试。
如未规定清洗标志,应当[D1D2D3]采
用下文所述的C-22标志和清洁度目检要求。
注:当通过实验室分析或其它方法鉴定可见残留物无害时,可免除该要求。
8.3.3 焊后清洗标志 焊接后的清洗标志由下列符号构成:用至少两位数码描述本标准所包括的所
有组件清洗要求。该代码以字母“C”开始,然后是破折号“–”,最后是2位或多位数字。第1个数
字表示8.3.4节所规定的清洗选项,第2个
及随后的数字表示8.3.5节规定的清洁度测试要求。
8.3.4 清洗选项 清洗标志的第1个数字规定了清洗选项,表8–1中各数字的含义用于规定组件的表
面是否需要清洗:
表8-1 需清洗表⾯的标志
0 没有表面需清洗
1 组件的一面(焊接起始面)需清洗
2 组件的两面都需清洗
2010年4月 IPC J-STD-001E-2010
45
8.3.5 清洁度测试 清洗标志的第2个及其后面的数字规定清洁度测试要求,各数字的含义如表8–2
所示。
8.3.6 测试 如有要求,最终清洗后的印制电路组件(如敷形涂覆、包装、或装配到更高级别组件
中之前的清洗)应当[D1D2D3]定期以随机抽样方式进行清洁度测试(见11.2.3节)以确认清洗工艺
正常。如果有任何印制电路组件通不过测试,应当[D1D2D3]对整批组件都进行评估,如有必要则重
新清洗,并且应当[D1D2D3]对
该批进行随机抽样测试,对自上一次可接受清洁度测试后清洗的每一
批进行测试。
测试的频次应当[N1P2D3]至少每班一次,除非有过程控制系统的数据支持变更频次。
8.3.6.1 松⾹助焊剂残留物 当要求测试松香助焊剂残留物时,应当[D1D2D3]根据IPC-TM-650的测
试方法2.3.27测试组件,并应当[D1D2D3]满足下列可允许的最大助助焊剂残留物量要求:
1 级产品:小于200μg/cm
2
2 级产品:小于100μg/cm
2
3 级产品:小于40μg/cm
2
8.3.6.2 离⼦残留物(采⽤仪器) 当要求(采用仪器)测试离子残留物时,应当[D1D2D3]按照IP
C-TM-650测试方法2.3.25C《可电离的表面污染物检查和测量》测试组件。其中,动态萃取方法应
该按测试方法2.3.25的第5项进行;静态萃取方法应该按2.3.25的第6项进行。
当其他替代方法的敏感度等效或优于上述检测可离子化的表面污染物方法时,可采用其它方法。在
比较这些方法的敏感度时,应该考虑用于萃取残留物
的溶剂、向组件施加溶剂的方法以及测定残留
物的方法。
对于用ROL0或ROL1型助焊剂焊接、并用静态萃取方法测试的组件,其污染物应当[D1D2D3]小于1.56
μg/cm
2
氯化钠(NaCl)当量的离子或可电离的助焊剂残留物。当采用其它测试方法或其它助焊剂
时(见3.3节),其污染物不应当[D1D2D3]超过制造商或用户所规定的限值。如果由制造商规定,该
限值应当[D1D2D3]有历史数据支持(表明清洗和测试工艺已经证明、建立合理并是受控的),或有备
作审核的工艺鉴定测试数据(见3.1节)。
8.3.6.3 离⼦残留物(⼿⼯) 当要求(手工)测试离子残留物时,应当[D1D2D3]按IPC-TM-650测
试方法2.3.25《可电离的表面污染物检查和测量》测试组件。
对于用
ROL0或ROL1型助焊剂焊接的组件,其表面污染物应当[D1D2D3]小于1.56μg/cm
2
NaCl当量
的离子或可电离的助助焊剂残留物。当采用其它助焊剂时(见3.3节),其污染物不应当[D1D2D3]超
过制造商或用户所规定的限值。如果由制造商规定,该限值应当[D1D2D3]有历史数据做支持(表明
清洗和测试工艺已经证明、建立合理并是受控的),或有备作审核的工艺鉴定测试数据(见3.1节)。
表8–2 清洁度测试标志
0 无清洁度测试要求
1 要求测试松香残留物(8.3.6.1节)
2 要求测试离子残留物(8.3.6.2节和/或8.3.6.3节)
3 要求测试表面绝缘电阻(8.3.6.4节)
4 要求测试其它表面有机污染物(8.3.6.5节)
5 用户和制造商协商规定的其它测试
2010年4月IPC J-STD-001E-2010
46