IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第62页
10.2.2 灌封材料性能要求 所 施加的 灌 封剂 应当 [N1D2D3] 完 全 固 化 , 分 布均 匀 ,且仅 覆盖组装 图 / 文 件 所规 定的 那些 区 域 。灌 封剂 应当 [D1D2D3] 无 影响 组件 运 行或密封 特 性的气 泡 、起 泡 或 裂 口 等 缺陷 。灌 封材料中 应当 [N1P2D3] 无明 显 的 裂纹 、 波 纹 、 白斑 、 桔 皮或 皱褶 。 次 要表面的 漩涡 纹 、条 纹 或流 动纹 不…
10.1.2 性能要求
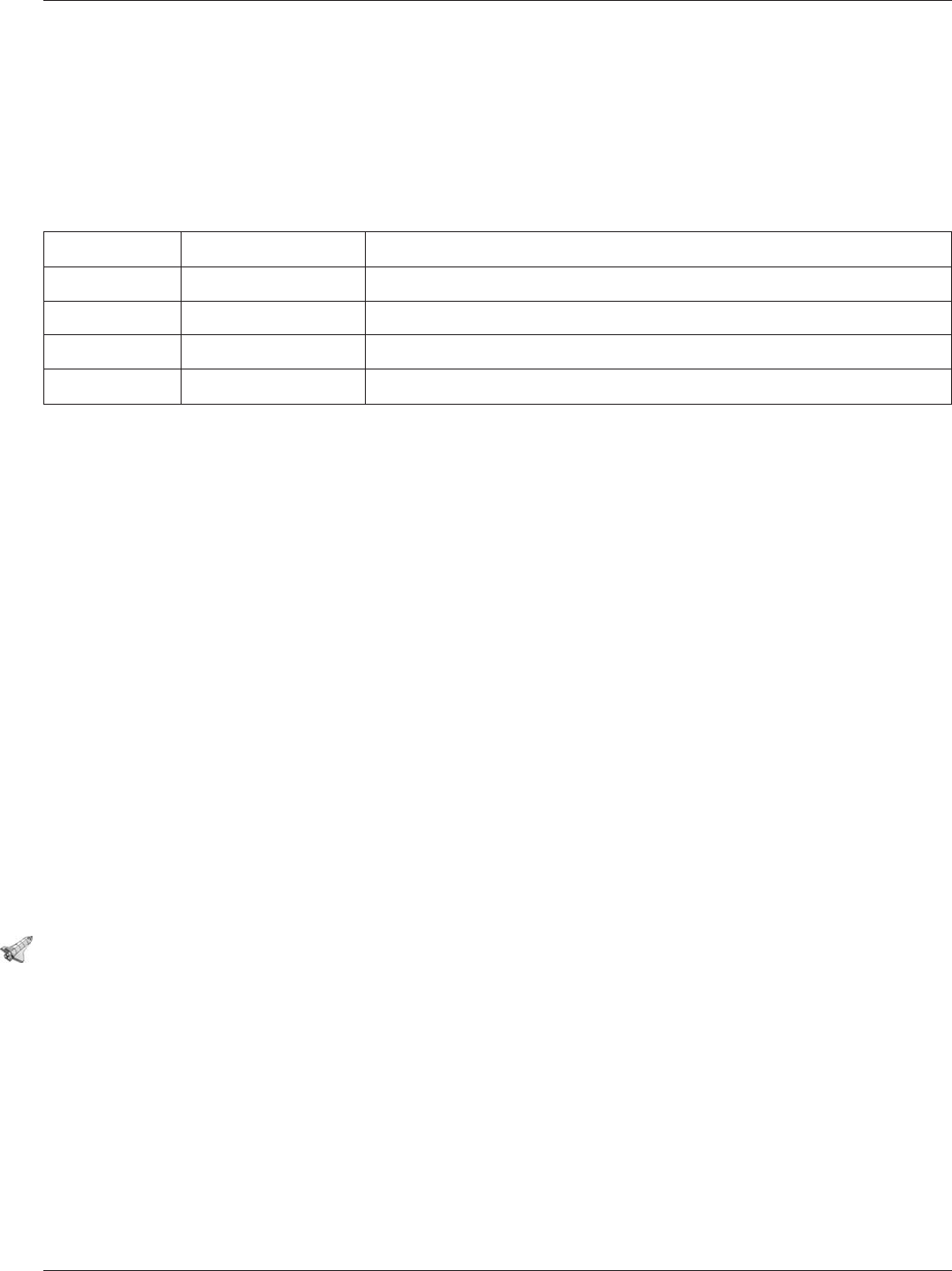
10.1.2.1 厚度 指定类型敷形涂覆层的厚度应当[D1D2D3]如表10–1所示(见IPC-2221)。
注:本标准的表10–1适用于印制电路组件。IPC-CC-830表4–2中的涂覆层厚度要求仅适用于与涂覆
材料测试及鉴定有关的测试载体。
在印制电路组件平坦、不受妨碍、固化的表面上测量厚度,或在与组件一起经历制程的附连板上测
量厚度。附连板可以是与印制板相同的材料,也可以是其他无孔材料,例如金属或玻璃。湿
膜测厚
也可以作为涂覆层测厚的一种可选方法,只要有文件注明干湿膜厚度的转换关系。
10.1.2.2 涂层覆盖 敷形涂覆应当[D1D2D3]:
a. 完全固化,分布均匀。
b. 仅覆盖组装图/文件规定的区域。
c. 没有影响组件运行或敷形涂覆密封特性的起泡或开裂;
d. 无暴露元器件导体、印制电路导体(包括接地层)或其它导体和/或违反设计电气间隙的裂纹、
波纹、空洞、气泡、白斑、桔皮、起皱
或外来物。
10.1.3 敷形涂覆检查 应当[A1P2D3]对敷形涂覆进行检查(见表11–2 ),且可以不借助放大镜进行
检查。当使用含有紫外线示踪成分的敷形涂覆材料时,可在紫外(UV)光源下检查敷形涂覆的覆
盖。以仲裁为目的检查可以采用4倍的放大倍数。
10.1.4 敷形涂覆的返⼯ 描述去除和替换敷形涂覆材料的程序应当[N1D2D3]文档化,以备审核。
10.2 灌封 灌封应当[D1D2D3]遵循适用的材料规范和供应商的使用说明书。灌封材料应当[D1D2
D3]在规定的时间期限(保存期限和适用期
/工作寿命)内使用,或在制造商(组装厂)为标识和控
制注明使用期的材料而建立的文档化系统所规定的时间期限内使用。
10.2.1 应⽤ 应当[D1D2D3]在组装图/文件上指定要求覆盖的所有区域连续地施加灌封材料。当
使用掩模材料时,掩模材料对印制板应当[D1D2D3]无有害影响,且应当[D1D2D3]可以除去且无残留
污染物。
10.2.1.1 ⽆灌封材料表⾯ 组件上未指明采用灌封材料的所有部分,都不应当[D1D2D3]有任何灌封
材料。
表10–1 涂层厚
度
AR型 丙烯酸树脂 0.03–0.13mm[0.00118–0.00512in]
ER型 环氧树脂 0.03–0.13mm[0.00118–0.00512in]
UR型 氨基甲酸酯树脂 0.03–0.13mm[0.00118–0.00512in]
SR型 硅树脂 0.05–0.21mm[0.00197–0.00827in]
XY型 甲苯树脂 0.01–0.05mm[0.000394–0.00197in]
2010年4月 IPC J-STD-001E-2010
49
10.2.2 灌封材料性能要求 所施加的灌封剂应当[N1D2D3]完全固化,分布均匀,且仅覆盖组装图
/文件所规定的那些区域。灌封剂应当[D1D2D3]无影响组件运行或密封特性的气泡、起泡或裂口等
缺陷。灌封材料中应当[N1P2D3]无明显的裂纹、波纹、白斑、桔皮或皱褶。次要表面的漩涡纹、条
纹或流动纹不看作是缺陷。
10.2.3 灌封材料返⼯ 清除和替换灌封材料的程序应当[N1N2D3]文档化,以备审核。
10.2.4 灌封材料检查 应当[A1P2D3]按11.2节
对灌封进行目检。
10.3 加固(粘合剂) 当要求加固而图纸没有给出要求时,应当[D1D2D3]采用下列要求。
a. 放置 - 加固材料不应当[P1D2D3]接触元器件引线密封处,除非选用了在其工作环境下,不会损伤
元器件/组件的材料。
b. ⽔平安装的⽆护套轴向引线元器件 - 加固材料应当[N1N2D3]施加在元器件的两侧。加固材料的填
充长度应当[D1D2D3]为元器件长度的50%~100%。最小填充高度应当[D1D2D3]为元器件高度的
25%。对于最大填充高度,在整个元器件本体的长度范围内,元器件的顶部应当[N1P2D3]可见。
c.
垂直安装的⽆护套轴向引线元器件 - 应当[N1D2D3]在元器件的周围大致均匀地施加最少两点加固
材料。对于每点加固材料,其应当[N1D2D3]接触元器件本体高度的25%(最低)~100%(最高)。
只要不违反10.3节a点要求,加固材料轻微流入器件本体底部是可接受的。粘合剂至少应当[D1D2
D3]粘接元器件周长的25%。
d. 带护套的轴向引线元器件 - 加固材料应当[N1D2D3]接触元器件的两个端面及其所粘接的表面。最
小填充高度
至少应当[N1D2D3]为元器件高度的25%。最大填充高度应当[P1D2D3]不超过元器件高
度的50%,并应当[N1D2D3]满足10.3节a点的要求。本条款要求不适用于带护套的玻璃体轴向引线
元器件(见10.3节e点)。
e. 玻璃体元器件 - 对于带护套的玻璃体元器件,在其裸露的玻璃体表面,比如元器件的两个端面,
都不应当[N1D2D3]有加固材料。加固材料应当[N1N2D3]施加在元器件的两边。加固材料填充长度
应当[N1D2D3]为元器件长度的50%~100
%。加固材料的最小填充高度应当[D1D2D3]为元器件高度
的25%。对于最大填充高度,在整个元器件本体的长度范围内,元器件的顶部应当[N1P2D3]可见。
f. 最长尺⼨为其⾼度的径向引线元器件(如CKR电容,单列直插(SIP)⽹络电阻) - 加固材料的填
充高度应当[N1D2D3]为每个元器件本体高度的25%(最小)~100%(最大)。
对于四个以内元器件组成的紧密阵列,两个外端面的填充高度要求应当[N1D2D3]与单个元器件的
要求一样。
此外,应当[N1D2D3]粘接这些元器件相互接触的顶部内表面,且粘接长度为元器件宽
度的50%。
对于四个以上元器件组成的紧密阵列,加固方式应当[N1D2D3]与上述的四个元器件组成的阵列一
致;除此以外,每个内部器件都应当[N1D2D3]加固于印制板表面。
g. 最长尺⼨为其直径或长度的径向引线元器件(如TO5半导体等)-对于圆柱形元器件,至少应
当[N1D2D3]在元器件四周均匀布放三点加固
材料进行加固,对于每一个加固点,粘接材料接触元
器件的高度应当[N1D2D3]为元器件本体高度的25%(最小)~100%(最大)。加固材料轻微流入器
件本体底部是可接受的,只要不违反10.3节a点的要求。
矩形元器件应当[N1D2D3]在元器件的每个角上用一点粘接材料粘接。对于每个加固点,加固材料
接触元器件的高度应当[N1D2D3]为元器件本体高度的25%(最小)~100%(最大)。加固
材料轻微
流入器件本体底部是可接受的,只要不违反10.3节a点的要求。
2010年4月IPC J-STD-001E-2010
50
h. 紧固件 - 组装图标识为需要进行加固的紧固件应当[D1D2D3]用加固材料加固:
a. 大致相对的两个位置,加固材料至少覆盖紧固件周长的25%。
b. 单个加固点,加固材料至少覆盖紧固件周长的50%。
10.3.1 加固 加固应当[D1D2D3]:
a. 完全固化,均匀分布。
b. 无暴露元器件导体、桥接非公共导体和/或违反设计电气间隙的的空洞或气泡。
c. 基板和径向引线元器件
底部之间无桥接。该要求不适用于作为文档化工艺组成部分的粘接或底部
填充。
d. 无污染物。
e. 未阻碍应力释放。
10.3.2 加固(检查) 可不借助放大装置对加固点进行目检。以仲裁为目的检查,可以采用1.75倍
至4倍的放大装置。
11 产品保证
11.1 要求处置的硬件缺陷 要求进行处理的硬件缺陷在整个标准中都做了标注。返工包含在12.1节
中。
11.2 检验⽅法
11.2.1 ⼯艺验证检验 对于3级产品,工艺验证检验
应当[N1N2D3]包括:
a. 监督操作过程:以确定作业惯例、方法、程序及书面检查计划都得到了正确的实施。
b. 检验:监测产品质量。
11.2.2 ⽬检 应当[N1D2D3]根据已建立的过程控制计划(见11.3节)或进行100%的目检(见1.11
节)评估组件。敷形涂覆、加固或灌封检验应当[N1D2D3]在焊接和清洗工艺检验后进行,且不能和
焊接和清洗工艺检验结合在一起进行。
11.2.2.1 放⼤装置 目检所用的放大
倍数至少应当[A1P2D3]采用表11–1和表11–2所列的最低倍数,
也可使用相应检查范围内的其它放大倍数。放大倍数要求应当[D1D2D3]根据被检查器件的尺寸而
定。当组件上各元器件焊盘宽度大小不一时,可使用较大的放大倍数检查整个组件。在检查放大倍
数下无法判定为缺陷的产品是可接受的。仲裁放大倍数只用于验证在检查放大倍数下判定为缺陷但
又不能完全确定的情况。
放大装置的公差是所选用放大倍数的±15%。应该对放大装置进行适当地维护和校准(见IPC-OI-
645)。为有助于目检评估,可能有必要提供辅助照明。
11.2.2.2 照明 见4.2.3节。
11.2.3 抽样检查 抽样检查应当[N1P2D3]仅作为按11.3节规定建立的文档化过程控制系统的一部
分。
2010年4月 IPC J-STD-001E-2010
51