IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第24页
4.15 元器件的 操 作 操作元器件 时, 应当 [D1D2D3] 避 免 损伤引线端子 ,以 避 免需 要 后续进 行引线 拉 直操作 。 一 旦 元器件安装 在印 制 板 上 ,未 焊接前组件的 移 动 、传 运 ( 如 用 手 或传 送 带 )和加工 , 应当 [D1D2D3] 不 影响 形成可接 受 的焊 点 。 元器件贴放 在 焊膏上 而未 焊接 时, 处 理 组件 时 应 该使 元器 件不会 在 焊膏内 移 动 ,以 避 …
4.5.2 其他⾦属表⾯涂层的去除 如果已确定焊点完整性会受到损害,应当[N1P2D3]从元器件95%的
待焊表面上去除其他金属表面涂层。
4.6 热保护 当手工焊接、上锡或返工已鉴定为热敏的元器件时,为使对元器件本身的加热最小化
或防止热冲击,应当[D1D2D3]采取保护措施,例如:散热片、散热器、预热等。可通过受控的加热
工艺实现保护。
4.7 不可焊元器件的返⼯ 不符合4.3节可焊性要求的元器件引线、端子或印制板可在焊接前返工
(如浸入热焊料中)。
返工后的元器件应当[D1D2D3]符合4.3节的可焊性要求,但不必进行蒸汽老
化。
引线上锡期间,应当[D1D2D3]在热敏元器件的引线上连接散热片。
4.8 焊接前清洁度要求 组件上应当[D1D2D3]是清洁的,无任何妨碍组件满足本标准要求的物质。
4.9 元器件安装通⽤要求 因为设计限制而选择了不能承受某种工艺焊接温度的元器件,应当[D1
D2D3]将这类元器件单独装配焊接到组件上。
如果要求清洗,安装元器件时,元器件本体和PCB之间应当[D1D2D3]有足够的空隙,以确保充分清
洗和进行清洁度测试。每次焊接完成后都应该清洗组件,以便随后的安装和焊接操作不受污染影响
(见第8
章,清洗工艺要求)。
安装零部件时,应该使元器件的标记和参考符号可见(见9.2节)。
任何因为不符合规定要求而导致违反最小电气间隙的情况都是缺陷条件。
4.9.1 应⼒释放 如元器件未用夹子、粘合剂,或其他方式固定时,该元器件至少应当[D1D2D3]有
一根引线具有应力释放(见图5–7)。如果元器件已用夹子、粘合剂,或其他方式固定时,该元器件
所有引线应当[D1D2D3]具有应力释放。与接线柱连接的导线应当[A1P2D3]具有应力释放。
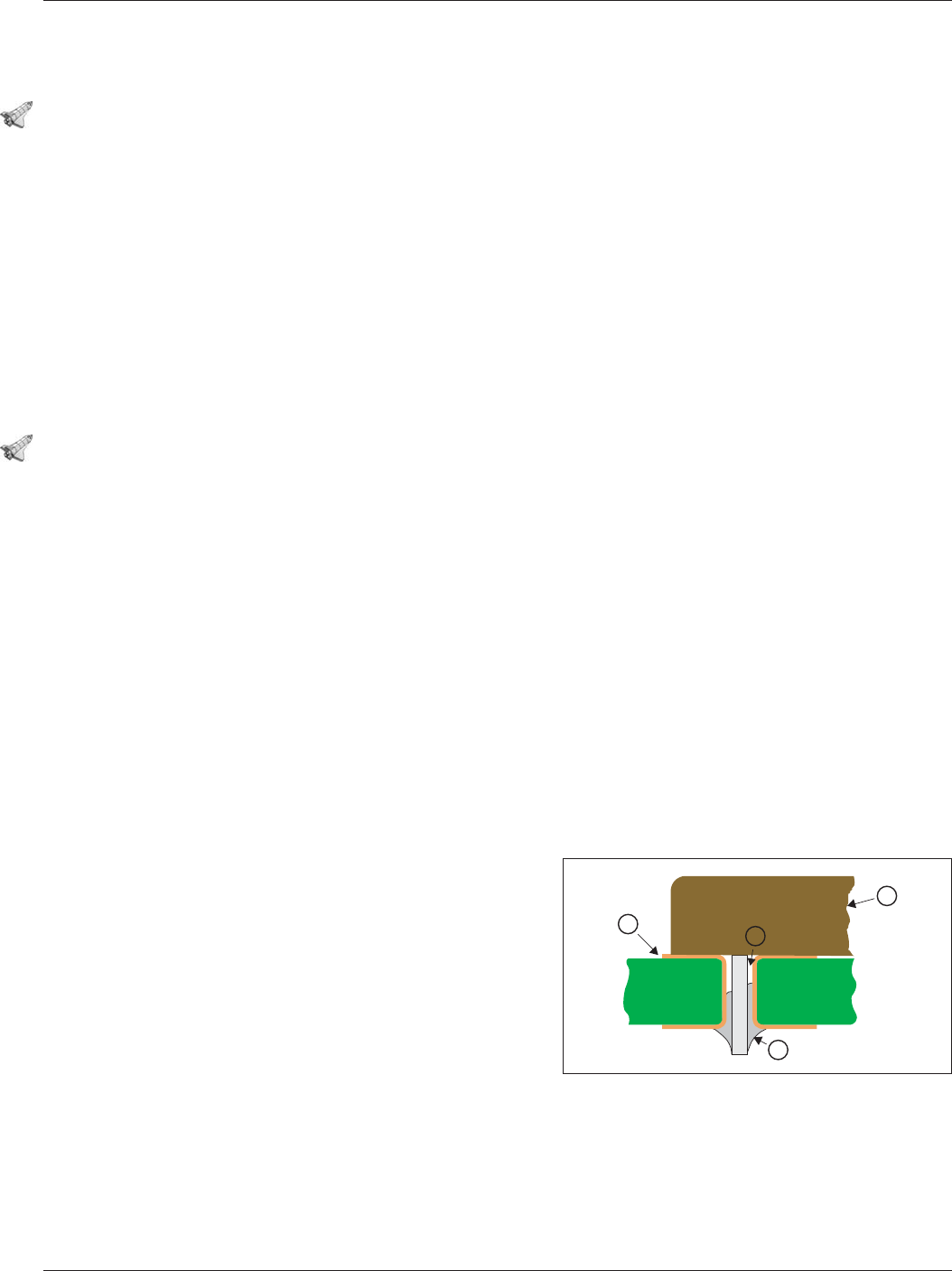
4.10 孔阻塞 零部件和元器件的安装不应当[A1P2D3]阻
碍焊料流向要求焊接的镀覆孔(PTH)焊
接终止面上的焊盘(见图4–1和4.18.3节)。
4.11 ⾦属外壳元器件的隔离 金属外壳元器件应当
[D1D2D3]与邻近导电要素电气隔离。
4.12 粘合剂的覆盖范围 当使用粘合剂材料时,粘
合剂材料不应当[D1D2D3]妨碍可接受焊点的形成。在
端子区不应当[A1P2D3]看到有粘合剂材料从SMT元
器件底部挤出来。用于固定和连接的粘合剂,不应当
[D1D2D3]接触带护套玻璃体元器件的无护套部位。
4.13 部件上安装部件(元器件叠装) 当组装图或
组装文件允许叠装元器件时,元器件不应当[D1D2D3]
违反与其它零部件或元器件之间的最小电气间隙要
求。
4.14 连接器和接触区 用于电气连接的连接器或接
触区的配接表面,应当[D1D2D3]无污染物或外来物。
图4–1 孔阻塞
1. ⽆空隙安装
2. 空⽓
3. 元器件本体
4. 焊料
1
2
3
4
IPC-001e-4-001
2010年4月 IPC J-STD-001E-2010
11

4.15 元器件的操作 操作元器件时,应当[D1D2D3]避免损伤引线端子,以避免需要后续进行引线
拉直操作。一旦元器件安装在印制板上,未焊接前组件的移动、传运(如用手或传送带)和加工,
应当[D1D2D3]不影响形成可接受的焊点。元器件贴放在焊膏上而未焊接时,处理组件时应该使元器
件不会在焊膏内移动,以避免最终的焊接连接导致元器件偏移量超出第7章的要求。焊接操作完成
后,组件应当[D1D2D3]充分冷却,以便下一道工序操作前,焊料完全
固化。
4.15.1 预热 除手工焊外,组件在暴露到熔融焊料之前应该预热,以使可挥发溶剂减至最少,减小
热冲击对印制板和元器件的影响,并促进焊料流动,减少焊接停留时间。预热温度不应当[D1D2D3]
降低印制板、元器件或焊接性能。
4.15.2 冷却控制 可采取受控冷却。受控冷却(加速或缓慢)方法应当[N1D2D3]按照文档化的程
序进行。
4.15.3 烘⼲/排⽓ 焊接前,可对组件进行烘干处理,以便去除不利的湿气和其它挥发物。
4.15.4 元器件和材料的持拿 用于夹持
印制板或夹持零件、元器件到印制板上的设备、器件、材料
和技术,在焊接的任何环节都不应当[D1D2D3]污染、损伤、降低印制板或元器件的性能。这些设
备、元器件、材料或技术应该能保持元器件的定位,能允许焊料流入镀覆孔和/或接线柱区域。
4.16 机器(⾮再流)焊接
4.16.1 机器控制 制造商应当[N1D2D3]维护焊接工艺作业程序及自动焊接设备及相关设备的正确
操作程序。
对于焊接设备,程序至少应当[N1D2D3]规定预热温度、助焊剂涂敷程序和覆盖范围、焊料温度、受
控气氛(如果采用)、传送速度、温度验证测量频次以及焊料槽的分析频次。
如果要求针对不同的印制电路组件、图纸号、或其他
有助于区分产品的资料,调整上述工艺参数,
则应当[N1D2D3]标明所要采用的设置。
IPC-7530为开发波峰焊接与再流焊接的适当温度曲线提供了指南。
4.16.2 焊料槽 任何印制板在焊料槽上的暴露时间,应当[D1D2D3]限定于不会使印制板或板上安
装的元器件品质下降。根据所用的焊料合金,焊料槽温度应当[N1D2D3]控制在设定值的±5ºC[±
9ºF]范围内。
4.16.2.1 焊料槽的维护 机器焊接印制板组件时,应当[N1N2D3]按
3.2.2节要求维护焊料槽的纯度。
应当[N1N2D3]去除焊料槽中的焊渣,并确保去除焊渣时,焊渣不接触被焊物件。机器或人工方法去
除焊渣均可接受。
4.17 再流焊接 制造商应当[N1D2D3]制定并维护再流焊接工艺操作程序和正确操作设备的程序。
操作程序至少应当[N1D2D3]包括可再现的时间-温度范围,包括助焊剂和焊膏的涂敷程序和覆盖范
围、烘干/排气操作(如有要求)、预热操作(如有要求)、受控气氛操作(若采用)、焊料再流操作
和冷却操作(见4.15.2节)。这些步骤可以是一个集成即在线系统的一部分,或通过一系列独立操作
实现。
4.17.1 通孔再流焊接(孔内焊膏)
见6.2.2节,该节要求适用于采用再流焊工艺形成镀覆孔连接
(通孔再流焊接)。
2010年4月IPC J-STD-001E-2010
12
4.18 焊接连接 所有焊接连接应当[D1D2D3]在焊料与焊接表面接合处呈明显的润湿和附着。焊接
连接应该有大致平滑的外观。焊料连接中的割伤或划伤,如探针印记,不应当[D1D2D3]降低连接的
完整性。
焊料合金的成分、元器件引线和接线柱的表面涂层或印制板镀层及特殊的焊接工艺(如大质量印制
板需要缓慢冷却)都可能导致焊料外观干枯粗糙、灰暗或呈颗粒状,对于材料或有关工艺而言属正
常现象。这样的焊接连接是可接受的。
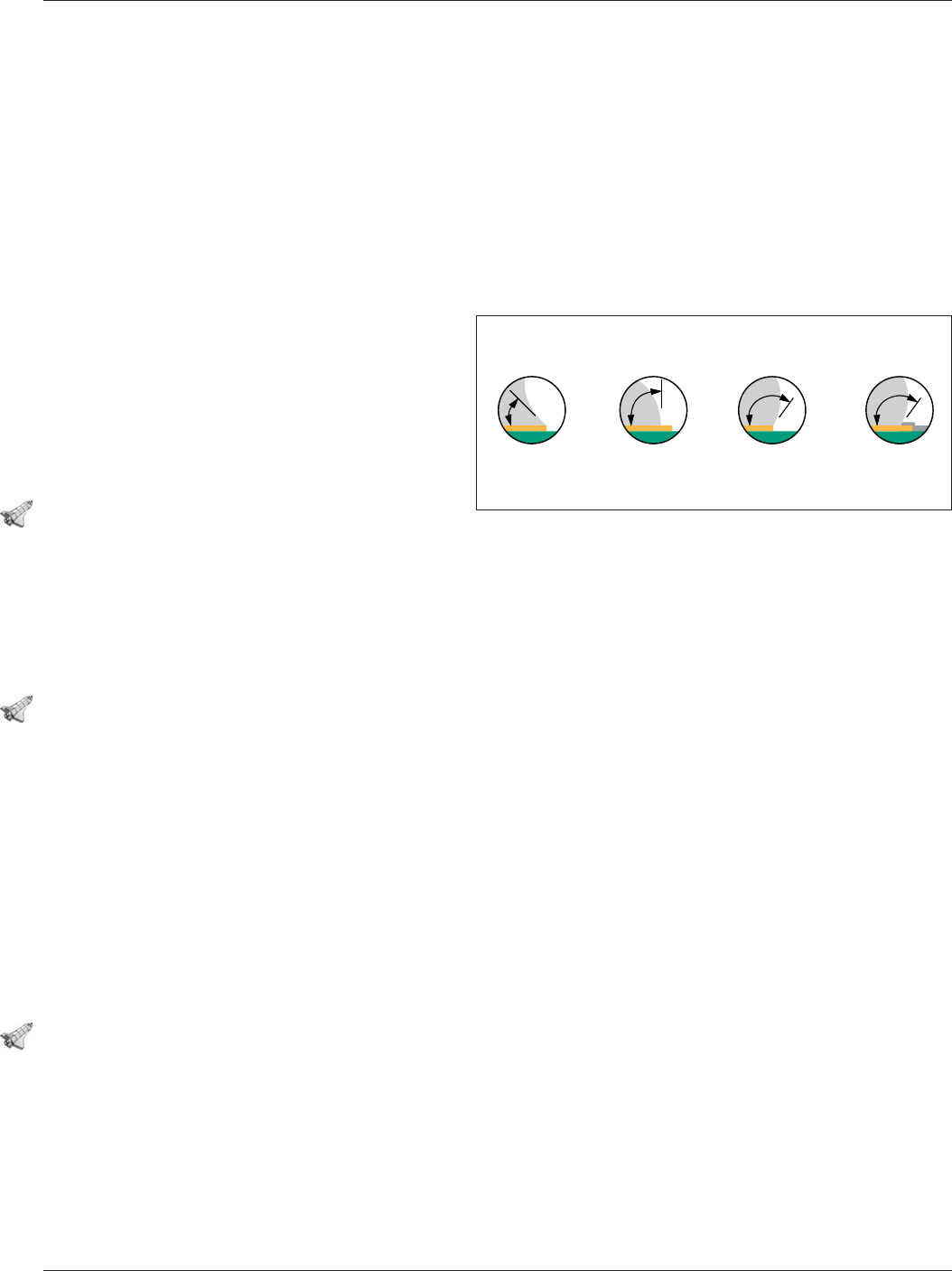
润湿情况并非总是能根据表面外观判断。实际应用中种类
繁多的焊料合金可能呈现典型的从很小或
接近0°到几乎90°的接触角。焊接连接的润湿角度(焊料与元器件可焊端子以及焊料到PCB的焊盘
间)不应当[D1D2D3]超过90°(图4–2的A和B )。例外的情况是当焊料轮廓延伸至可焊端子区域或阻
焊剂边缘时,焊接连接与端子的润湿角可以超过90°(图4–2的C和D)。
使用锡铅合金及其工艺与使用无铅合金及其
工艺所产生的焊接连接的主要区别是焊料的
外观。所有其它焊料填充的要求均相同。
无铅焊接和锡铅焊接可能呈现相似的外观,
但
无铅的表面会更粗糙(颗粒状或灰暗)或
润湿接触角不同。
4.18.1 暴露的表⾯ 除了本标准特别注明
的其它各处,下列要求适用于暴露的表面:
a. 暴露的金属基材不应当[D1D2D3]阻碍可
接受的焊接连接形成。
b. 暴露的有机可焊性保护层(OSP)不应当[D1D2D3]阻碍可接受的焊接连接形成。
4.18.2 焊接连接缺陷 下列焊接连接状况应当[D1D2D3]被认为是缺陷:
a. 有裂缝的焊接连接。
b. 受扰的焊接连接。
c. 冷焊或松香焊接连接。
d. 焊料违反最小电气间隙(例如桥接),或接触到元器件本体(7.5.7节和7.5.8节中注明的
情况除
外)。
e. 不符合4.18节的润湿要求。
f. 连接点之间的焊料桥连,设计本身要求的通路除外。
4.18.3 部分可见或隐藏的焊接连接 部分可见或隐藏的焊接连接应当[A1P2D3]满足下列要求:
a. 设计没有限制焊料流向组件焊接终止面焊盘上的任何连接要素(如PTH元器件);
b. 在PTH焊接连接任一面,如果任何可见连接部分(或是SMD连接的可见部分)是可接受的;
c. 采取能确保组装技术可重复性的措施来维持过程控制。
4.19 可热收缩的焊接器件 当采用可热收缩的焊接器件时,应当[D1D2D3]满足下列要求:
a. 导线重叠至少达
到3倍导体直径,且大致平行;
图4–2 可接受的润湿⾓
90˚
<90˚
>90˚
θ
θ
θ
>90˚
θ
A
B
CD
IPC-001e-4-002
2010年4月 IPC J-STD-001E-2010
13