IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第23页
4.5.2 其他⾦属表⾯涂层的去除 如 果已 确 定焊 点 完 整性会 受 到损 害 , 应当 [N1P2D3] 从 元器件 95 % 的 待 焊表面上去除其他金属表面涂层 。 4.6 热保护 当 手 工焊接、上锡或返工 已鉴 定 为 热 敏 的元器件 时,为使 对元器件 本 身 的加热 最小 化 或 防 止热冲 击 , 应当 [D1D2D3] 采 取 保护 措 施 ,例如 : 散 热 片 、 散 热器、预热 等。 可通过 受 控的加热…
4.2 设施 应当[D1D2D3]保持工作区的清洁度和周边环境整洁,以防止焊接工具、材料和被焊接表
面受污染或退化。应当[D1D2D3]禁止在工作区饮食及吸烟。
4.2.1 环境控制 应该将焊接设施封闭起来,并控制温度和湿度,保持正压。
4.2.2 温度和湿度 当湿度降到30%或更低时,制造商应当[N1D2D3]确认ESD控制仍足以起作用,且
组装区域的湿度范围足以保证焊接和组装材料在制程中能按照供应商推荐的或文档化的工艺性能客
观证据正常发挥作用。为了保证操作人员的舒适及维持可焊性,温度应该保持在18ºC[64.4ºF]至30º
C
[86ºF]之间,相对湿度不应该超过70%。对于过程控制,所要求的温度和湿度限定可能会更严格。
4.2.3 照明 工作台表面的照明至少应该达到1000lm/m
2
(约93英尺烛光),补充光源对辅助目检工
作可能是必要的。
除非是被检件本身造成的阴影,一般情况下应该选择能够避免在被检件上产生阴影的光源。
注:选择光源时,光源的色温是一个需要考虑的重要因素。3000–5000ºK范围内的光线,清晰度会逐
步增加,使用户能够鉴别出印制电路板组件的各种特征和污染物。
注:色温在3000–5000ºK范围的灯光随清晰度的提高
,确保使用者能鉴别出各类印制电路组件特征和
污染物。
4.2.4 现场装配作业 现场装配作业环境无法达到本标准3级产品要求的环境条件时,应当[N1N2
D3]采取措施,最大限度地保证焊接连接的质量,并将环境不受控因素对在硬件上实施的操作所产生
的影响降至最低。
4.3 可焊性 待焊接的电子/机械元器件(包括PCB)及导线应当[D1D2D3]满足J-STD-002或等效
文件的可焊性要求,印制板应当[D1D2D3]满足J-STD-003或等效文件的要求。当按文档化的组装工
艺有关部分进行可焊性检查操作或预上锡及检查操作时,这些
操作可替代可焊性测试(见4.4节)。
4.4 可焊性维护 在开始手工焊或机器焊接操作时,制造商应当[D1D2D3]确保符合4.3节要求的所
有元器件、零部件、引线、导线、接线柱以及印制板是可焊的。制造商应该建立程序,将部件可焊
性下降的可能性降至最低(见IPC-HDBK-001)。
4.5 元器件表⾯涂层的去除 元器件端子或PCB连接盘的某些表面涂层可能会影响焊接连接的质
量。遵循4.5.1节和4.5.2节的要求。
对于下列情况,可免去4.5.1节和4.5.2节的要求。
a. 如果有备作审核
的文档化客观证据证明,金没有导致与所采用焊接工艺相关的焊点变脆问题,或
其他金属表面涂层焊点完整性问题(如Sn或SnBi)(见IPC-HDBK-001或IPC-AJ-820指南手册)。
b. 对于化学镀镍浸金(ENIG)、镍-钯-金(NiPdAu)或化学镀镍镀钯浸金(ENEPIG)涂层。
4.5.1 除⾦ 对于以下情况,应当[N1P2D3]进行除金处理:
a. 通孔元器件引线至少95%待焊表面上有厚度大于等于2.54μm[100μin]的金层。
b. 表面贴装元器件95%的
待焊表面有金,而无论金层有多厚。
c. 焊接接线柱的待焊表面有厚度达到2.54μm[100μin]或更厚的金层。
将元器件安装到组件之前,双上锡工艺或动态焊料波都可用于除金。
2010年4月IPC J-STD-001E-2010
10
4.5.2 其他⾦属表⾯涂层的去除 如果已确定焊点完整性会受到损害,应当[N1P2D3]从元器件95%的
待焊表面上去除其他金属表面涂层。
4.6 热保护 当手工焊接、上锡或返工已鉴定为热敏的元器件时,为使对元器件本身的加热最小化
或防止热冲击,应当[D1D2D3]采取保护措施,例如:散热片、散热器、预热等。可通过受控的加热
工艺实现保护。
4.7 不可焊元器件的返⼯ 不符合4.3节可焊性要求的元器件引线、端子或印制板可在焊接前返工
(如浸入热焊料中)。
返工后的元器件应当[D1D2D3]符合4.3节的可焊性要求,但不必进行蒸汽老
化。
引线上锡期间,应当[D1D2D3]在热敏元器件的引线上连接散热片。
4.8 焊接前清洁度要求 组件上应当[D1D2D3]是清洁的,无任何妨碍组件满足本标准要求的物质。
4.9 元器件安装通⽤要求 因为设计限制而选择了不能承受某种工艺焊接温度的元器件,应当[D1
D2D3]将这类元器件单独装配焊接到组件上。
如果要求清洗,安装元器件时,元器件本体和PCB之间应当[D1D2D3]有足够的空隙,以确保充分清
洗和进行清洁度测试。每次焊接完成后都应该清洗组件,以便随后的安装和焊接操作不受污染影响
(见第8
章,清洗工艺要求)。
安装零部件时,应该使元器件的标记和参考符号可见(见9.2节)。
任何因为不符合规定要求而导致违反最小电气间隙的情况都是缺陷条件。
4.9.1 应⼒释放 如元器件未用夹子、粘合剂,或其他方式固定时,该元器件至少应当[D1D2D3]有
一根引线具有应力释放(见图5–7)。如果元器件已用夹子、粘合剂,或其他方式固定时,该元器件
所有引线应当[D1D2D3]具有应力释放。与接线柱连接的导线应当[A1P2D3]具有应力释放。
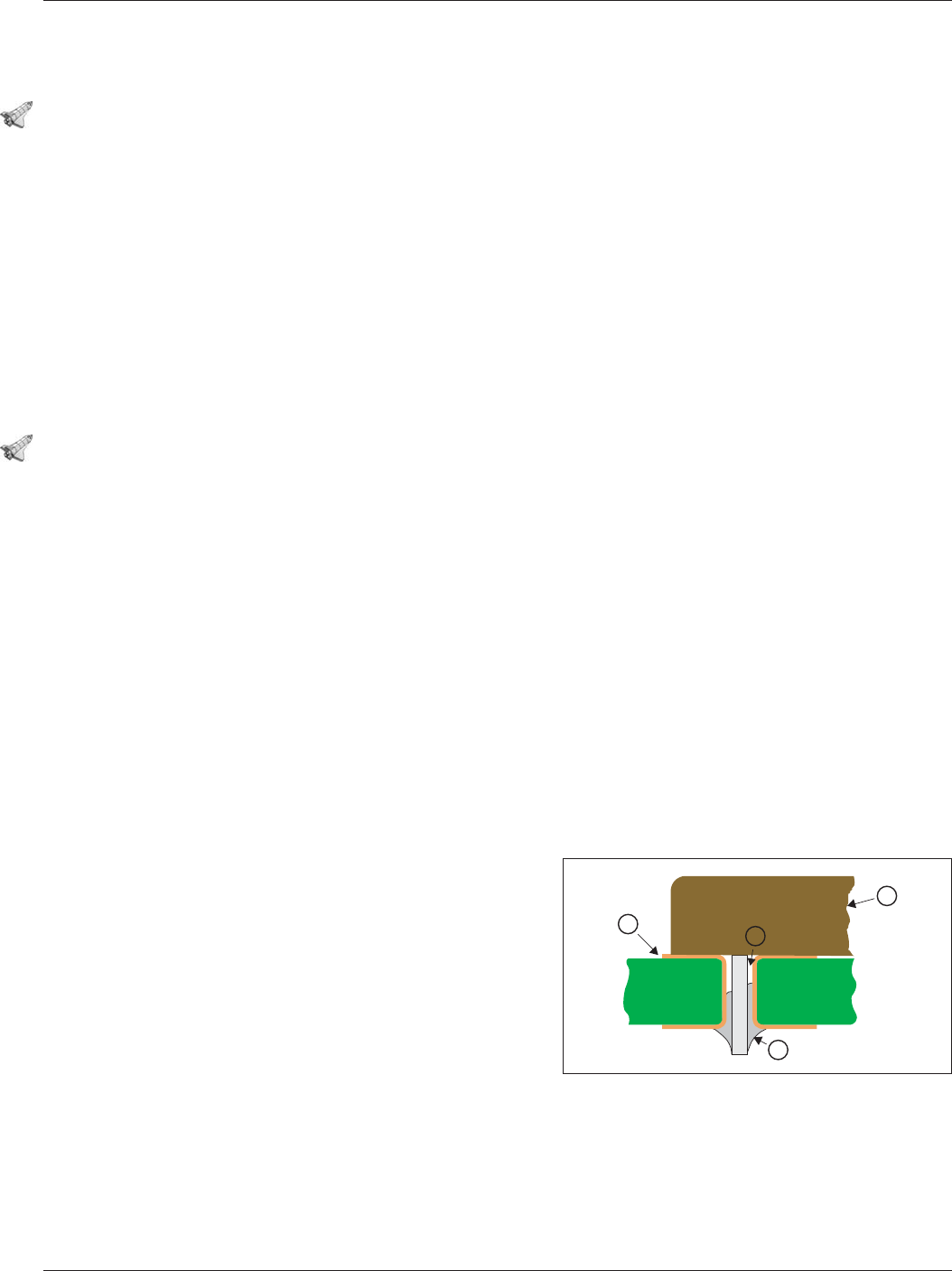
4.10 孔阻塞 零部件和元器件的安装不应当[A1P2D3]阻
碍焊料流向要求焊接的镀覆孔(PTH)焊
接终止面上的焊盘(见图4–1和4.18.3节)。
4.11 ⾦属外壳元器件的隔离 金属外壳元器件应当
[D1D2D3]与邻近导电要素电气隔离。
4.12 粘合剂的覆盖范围 当使用粘合剂材料时,粘
合剂材料不应当[D1D2D3]妨碍可接受焊点的形成。在
端子区不应当[A1P2D3]看到有粘合剂材料从SMT元
器件底部挤出来。用于固定和连接的粘合剂,不应当
[D1D2D3]接触带护套玻璃体元器件的无护套部位。
4.13 部件上安装部件(元器件叠装) 当组装图或
组装文件允许叠装元器件时,元器件不应当[D1D2D3]
违反与其它零部件或元器件之间的最小电气间隙要
求。
4.14 连接器和接触区 用于电气连接的连接器或接
触区的配接表面,应当[D1D2D3]无污染物或外来物。
图4–1 孔阻塞
1. ⽆空隙安装
2. 空⽓
3. 元器件本体
4. 焊料
1
2
3
4
IPC-001e-4-001
2010年4月 IPC J-STD-001E-2010
11

4.15 元器件的操作 操作元器件时,应当[D1D2D3]避免损伤引线端子,以避免需要后续进行引线
拉直操作。一旦元器件安装在印制板上,未焊接前组件的移动、传运(如用手或传送带)和加工,
应当[D1D2D3]不影响形成可接受的焊点。元器件贴放在焊膏上而未焊接时,处理组件时应该使元器
件不会在焊膏内移动,以避免最终的焊接连接导致元器件偏移量超出第7章的要求。焊接操作完成
后,组件应当[D1D2D3]充分冷却,以便下一道工序操作前,焊料完全
固化。
4.15.1 预热 除手工焊外,组件在暴露到熔融焊料之前应该预热,以使可挥发溶剂减至最少,减小
热冲击对印制板和元器件的影响,并促进焊料流动,减少焊接停留时间。预热温度不应当[D1D2D3]
降低印制板、元器件或焊接性能。
4.15.2 冷却控制 可采取受控冷却。受控冷却(加速或缓慢)方法应当[N1D2D3]按照文档化的程
序进行。
4.15.3 烘⼲/排⽓ 焊接前,可对组件进行烘干处理,以便去除不利的湿气和其它挥发物。
4.15.4 元器件和材料的持拿 用于夹持
印制板或夹持零件、元器件到印制板上的设备、器件、材料
和技术,在焊接的任何环节都不应当[D1D2D3]污染、损伤、降低印制板或元器件的性能。这些设
备、元器件、材料或技术应该能保持元器件的定位,能允许焊料流入镀覆孔和/或接线柱区域。
4.16 机器(⾮再流)焊接
4.16.1 机器控制 制造商应当[N1D2D3]维护焊接工艺作业程序及自动焊接设备及相关设备的正确
操作程序。
对于焊接设备,程序至少应当[N1D2D3]规定预热温度、助焊剂涂敷程序和覆盖范围、焊料温度、受
控气氛(如果采用)、传送速度、温度验证测量频次以及焊料槽的分析频次。
如果要求针对不同的印制电路组件、图纸号、或其他
有助于区分产品的资料,调整上述工艺参数,
则应当[N1D2D3]标明所要采用的设置。
IPC-7530为开发波峰焊接与再流焊接的适当温度曲线提供了指南。
4.16.2 焊料槽 任何印制板在焊料槽上的暴露时间,应当[D1D2D3]限定于不会使印制板或板上安
装的元器件品质下降。根据所用的焊料合金,焊料槽温度应当[N1D2D3]控制在设定值的±5ºC[±
9ºF]范围内。
4.16.2.1 焊料槽的维护 机器焊接印制板组件时,应当[N1N2D3]按
3.2.2节要求维护焊料槽的纯度。
应当[N1N2D3]去除焊料槽中的焊渣,并确保去除焊渣时,焊渣不接触被焊物件。机器或人工方法去
除焊渣均可接受。
4.17 再流焊接 制造商应当[N1D2D3]制定并维护再流焊接工艺操作程序和正确操作设备的程序。
操作程序至少应当[N1D2D3]包括可再现的时间-温度范围,包括助焊剂和焊膏的涂敷程序和覆盖范
围、烘干/排气操作(如有要求)、预热操作(如有要求)、受控气氛操作(若采用)、焊料再流操作
和冷却操作(见4.15.2节)。这些步骤可以是一个集成即在线系统的一部分,或通过一系列独立操作
实现。
4.17.1 通孔再流焊接(孔内焊膏)
见6.2.2节,该节要求适用于采用再流焊工艺形成镀覆孔连接
(通孔再流焊接)。
2010年4月IPC J-STD-001E-2010
12