神州视觉aleader阿立得ALD620-AOI编程手册1.pdf - 第57页
正一次,那么检测速度会较慢。 采用 “多连扳设定” 可大大提升和简化工作流程, 通过在缩略图上将某一片报废的 PCB 拖动选择 框, AOI 就会自动识别出该选择框内有多少检测点, 同时将给你一个 NG 比例, 如果该选择框内有 500 个检测点,我们设定的 NG 比例为 50% ,则设备认为检测时 NG 个数超过 250 便不再进行检测,系统 自动对该选择框进行屏蔽把该片的所有 NG 清零从而 提升检测速度。 3.15 多程序制作 多…
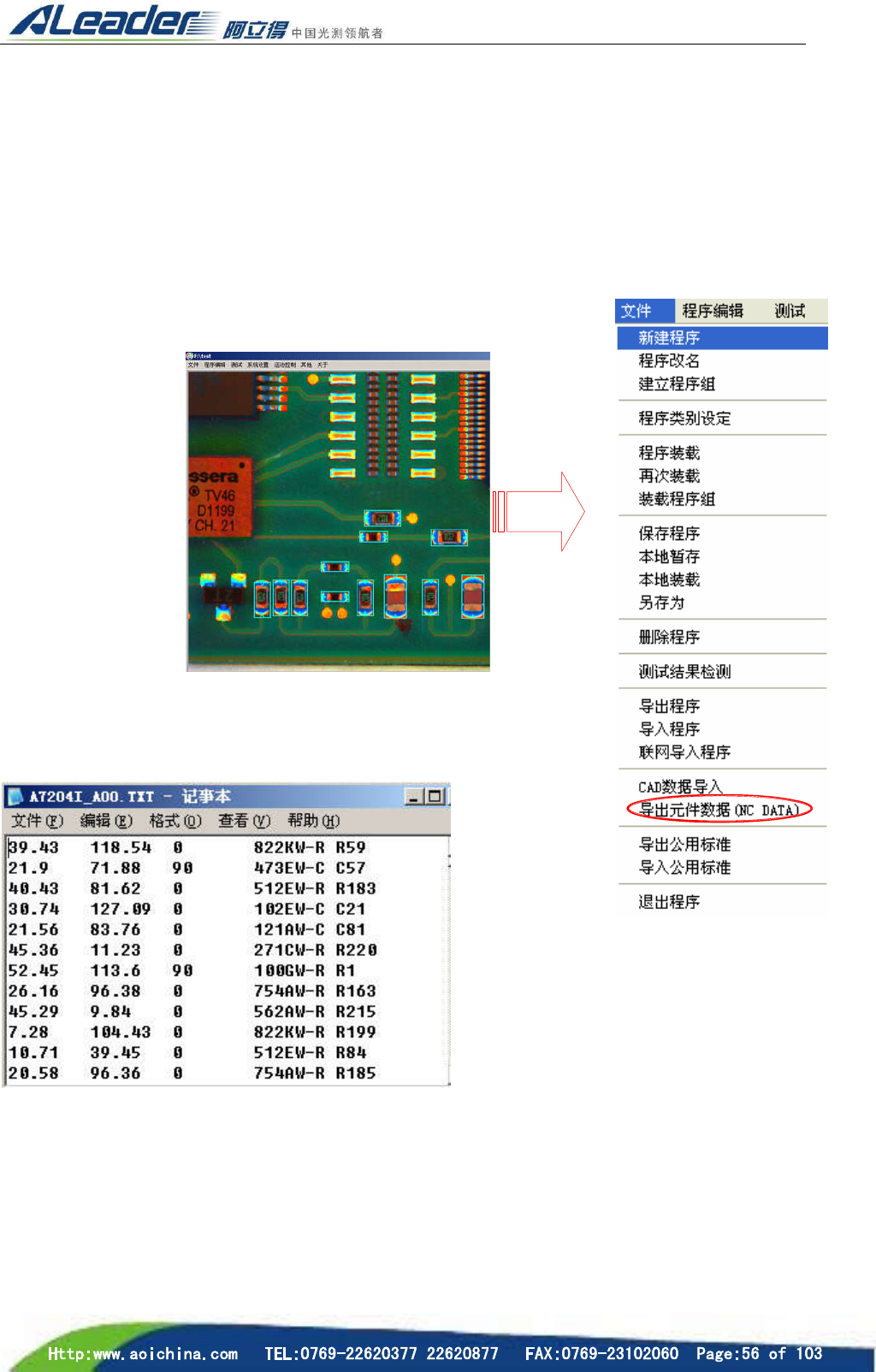
本 AOI 可以作为坐标机使用,打开文件/导出 NC Data 数据,可将元件的坐标导出,且操作简单、速度
快,只需要在元件上画框,相应的在数据窗口有其坐标、角度显示。将本地目录中的应用程序保存为一个
文本文件,包含:元件名称,X,Y,角度,对应的标准名称(元件形状),本数据可以为其他数控设备所
用,例如可以将本系统作为一个坐标机采集坐标数据,也可以用本系统中的 CAD 数据导入而得到新
的应用程序。
步骤如下:
1)新建一程序在编辑区域看到的元件上画框,保存。如图所示
2)选择菜单“文件”栏下的“导出元件数据(NC Data)”,选择保存路径保存。
3.14 多连片设定
多连片的设定功能,多拼板往往出现一片或者几片报废的情况,此时,我们需要快速的检测
而不需识别多条码。如果使用多程序的制作方法来完成的话,AOI 将对每一片 PCB 中的 Mark 进行校
正一次,那么检测速度会较慢。
采用“多连扳设定”可大大提升和简化工作流程,通过在缩略图上将某一片报废的 PCB 拖动选择
框,AOI 就会自动识别出该选择框内有多少检测点,同时将给你一个 NG 比例,如果该选择框内有 500
个检测点,我们设定的 NG 比例为 50%,则设备认为检测时 NG 个数超过 250 便不再进行检测,系统
自动对该选择框进行屏蔽把该片的所有 NG 清零从而提升检测速度。
3.15 多程序制作
多程序,主要针对的是多拼板的检测,以及 Bad Mark 的问题。多程序的制作,是基于一般的程
序制作过程,将已经调好程序多个组合成为一个新的检测程序又名程序组,在程序组里伴随着多 Mark,
每个程序都有一对 Mark,多个程序组合在一起这样就形成了多 Mark 检测,在此也生成了 Bad Mark
的功能,使得程序可依据 MARK 的情况自动确定是否检测。
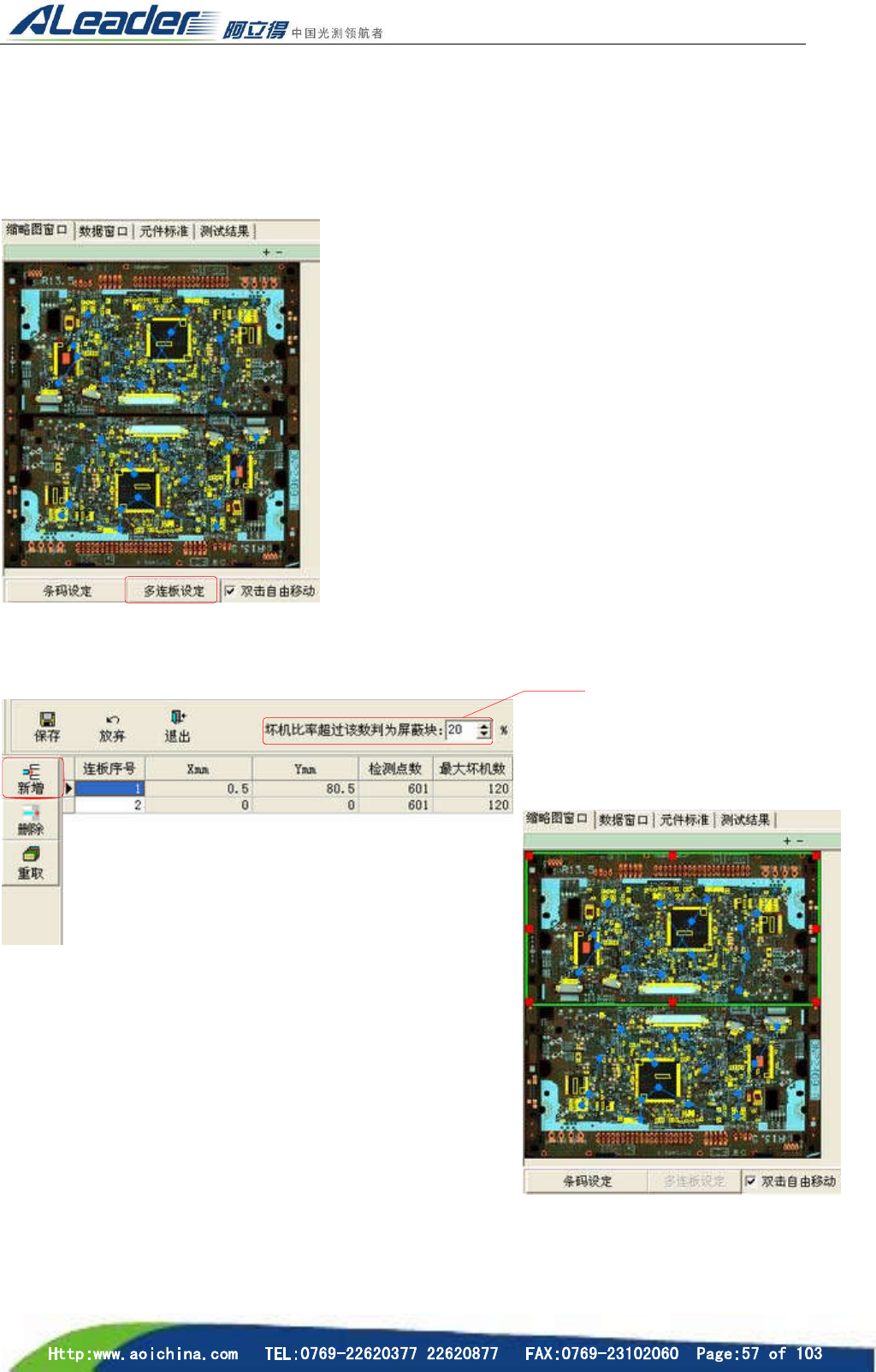
步骤:选择任务窗口缩略图窗口选项卡左下角的
〔多连片设定〕,打开“定义程序多连片定义”窗口,
在缩略图上将出现一选择框,拉缩选择框让选择框把
第一小片框起,定义好选择框后点击“定义程序多连
片定义”窗口中的新增系统将自动计算出选择框内的
检测点数,(同上步骤逐个逐个的定义好每一小片)定
义好后点击保存、退出即可。如图:
自定 NG 比例

做法:选择主菜单“文件”栏下“建立程序组”选项 弹出制作多程序的窗口“程序执行组设
定” 点击菜单栏的“新增”组名框里输入程序组的名称 点击选择状态栏的(显示十字)及选
择元件注册的工具条模块的〔移动〕然后将十字架中心(镜头正中心)移动到 PCB 的左下角 单击
程序组原点坐标栏的当前位置自动生成参数(可参照设定坐标原点及 PCB 板的尺寸的制作) 同理
将十字架中心位置移动到 PCB 的右上角,单击 A 面尺寸栏的当前位置自动生成参数 单击窗口右
下方的制作缩略图按钮制作 PCB 板尺寸大小 单击左边栏的“增加程序”按钮弹出程序选取窗口
装载要组合的程序,点击选择状态栏的(显示十字)及选择元件注册的工具条模块的〔移动〕然后将
十字架中心(镜头正中心)移动到 PCB 的左下角 单击“定为原点”按钮(可参照设定坐标原点及
PCB 板的尺寸的制作) 同理增加下一程序,增加完成后保存退出即可。如下图:
3.16A、B 面测试程序的制作
做法:选择主菜单“文件”栏下“建立程序组”选项 弹出制作多程序的窗口“程序执行组设定”
点击菜单栏的“新增”组名框里输入程序组的名称及选上双面测试 点击选择状态栏的(显示十字)
及选择元件注册的工具条模块的〔移动〕然后将十字架中心(镜头正中心)移动到 PCB 的左下角 单
击程序组原点坐标栏的当前位置自动生成参数(可参照设定坐标原点及 PCB 板的尺寸的制作) 同
设定坐标参数