神州视觉aleader阿立得ALD620-AOI编程手册1.pdf - 第8页
1.2.3 光学原理 AOI 光源由红、 绿、 蓝、 蓝四种 LED 组成 2D 光: 蓝色 与黄色 (调 色原理: 红色与绿色组合成黄色,蓝 色与黄色组合成白色) 。运用光学原理:镜面反射、漫反射、斜面反射。如下图所示: R G B 元件本体表面粗糙: 红色光、 绿色光 和 蓝 色 光 照 射 在 其 表 面 都 产 生 漫 反 射, 根据调色原理: 红色光…

1.1AOI 简介
AOI 全称 AutomaticOpticalInspection(自动光学检测),是基于光学原理/图像比对原理/统
计建模原理,来对焊接生产中遇到的常见缺陷进行检测的智能设备。
面对越来越复杂的 PCB 和固体元件,传统的 ICT 与功能测试正变得费力和费时。使用针床
(bed-of-nails)测试很难获得对密、细间距板的测试探针的物理空间;对于高密度复杂的表面贴装电
路板,人工目检既不可靠也不经济,而对微小的元器件,如 0402、0201 等,人工目检实际上已失去了
意义。为了克服这个障碍,AOI 是对在线测试(ICT)和功能测试(F/T)的一个有力的补充。它可以帮助
制造商提高 ICT 或 F/T 的通过率、降低目检的人工成本和 ICT 治具的制作成本,避免 ICT 成为产能瓶
颈,缩短新产品产能提升周期以及通过统计过程有效的控制产品质量。
AOI 技术可应用在生产线上的多个位置,其中有三个检查位置是最具代表性的:
1)锡膏印刷之后:检查在锡膏印刷之后进行,可发现印刷过程的缺陷,从而将因为锡膏印刷不良
产生的焊接缺陷降低到最低。
2)回流焊前:检查是在组件贴放在板上锡膏内之后和 PCB 被送入回流炉之前完成的。这是一个典
型的检查位置,因为这里可发现来自锡膏印刷以及机器贴放的大多数缺陷。
3)回流焊后:采用这种方案最大的好处是所有制程中的不良都能够在这一阶段检出,因此不会有
缺陷流到最终客户手中。
1.2AOI 的三个基本原理
图像比对原理、AOI 统计建模原理、光学原理
1.2.1 图像比对原理
图像比对原理:通过 CCD 摄像机抓取,再经图像处理即经过专门的智能化应用软件(根据像素分
布,亮度和颜色等信息,转成数字化信号)转变成我们所需的信息。AOI 系统测试过程主要通过待测
元件的图像与标准图像的比对来判断元件是否 OK,包括元件的尺寸、角度、偏移量、亮度、颜色以及
位置等。
1.2.2AOI 统计建模原理
AOI 统计建模是通过学习一系列 OK 样板,观察图像变化并结合所有 OK 图像中看到的视觉偏差,
找出元件外形变化和未来可能变化方式的特征来增强系统识别 OK 与 NG 图像的能力。在学习 OK 样板过
程中主要解决如下三个问题:
A元件外形应该像什么?
即元件的尺寸、形状、颜色和表面图案等。
B元件会发生什么样的变化?
即元件的自然尺寸、形状、颜色和表面图案等变化规律。
C元件外形会变化多少?
即元件的尺寸、形状、颜色、表面图案等变化多少是合理的。
最后得到的是一个综合了上述元素的介于 OK 与 NG 间用于测试的标准模型
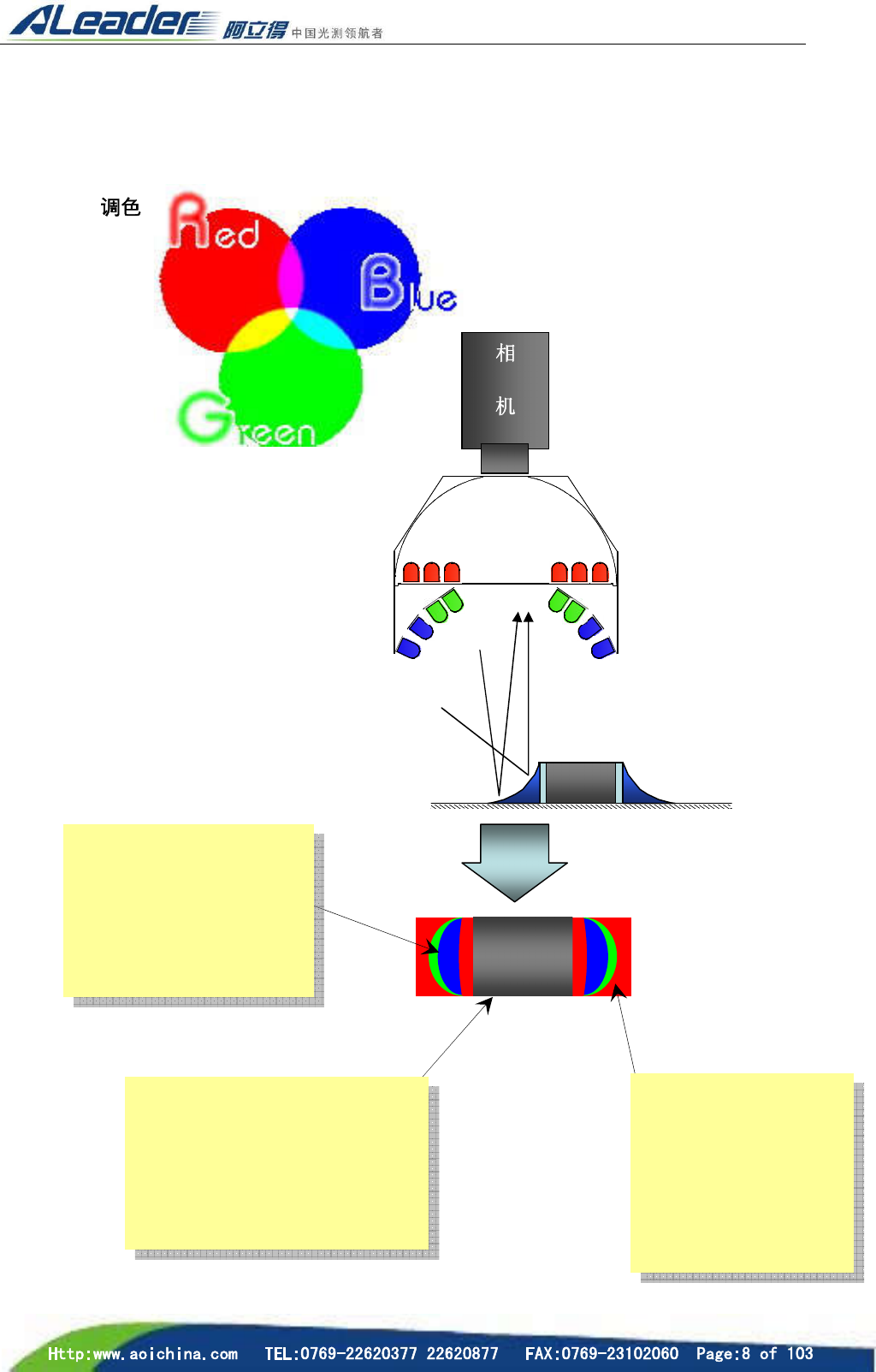
1.2.3 光学原理
AOI 光源由红、绿、蓝、蓝四种 LED 组成 2D 光:蓝色与黄色(调色原理:红色与绿色组合成黄色,蓝
色与黄色组合成白色)。运用光学原理:镜面反射、漫反射、斜面反射。如下图所示:
RGB
元件本体表面粗糙:红色光、绿色光
和蓝色光照射在其表面都产生漫反
射,根据调色原理:红色光、绿色光
和蓝色光组合成白色。相当于白光照
射元件显示为元件本色。
焊点(锡膏)处于斜面:大部
分红色光和绿色通过斜面反
射出,而蓝色光则通过斜面反
射进入摄像头。所以焊点显示
为蓝色。
焊盘表面光滑:红色光照
射在其表面产生镜面反射
进入摄像头,而大部分绿
色光和蓝色光则反射出。
所以在电脑中焊盘显示为
红色 。
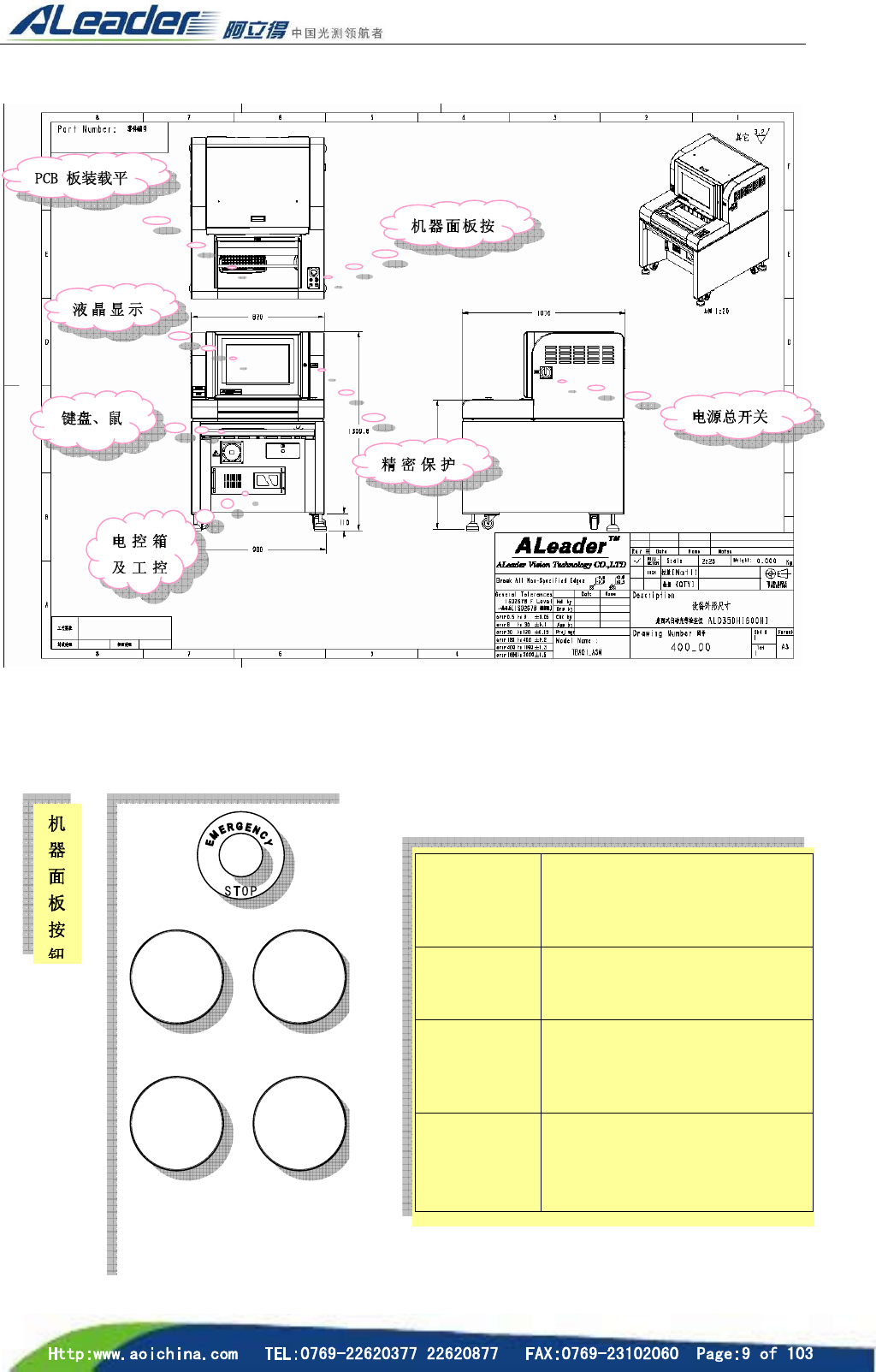
1.3 设备外观主视图、右视图
1.4 机器按键的使用方法
电源指示
灯
测试
暂停复
位
加载
紧急停止
紧急情况时的停止装置,当被按
下时将 ACMotorServoDriver
的电源 Off,顺时针转动为解除
紧急情况,电源为 ON.
PAUSE/RESET
暂停/复位
在测试过程当中,按下此键 PCB
会暂停测试,再按下此键 PCB 会
继续进行测试.
LOAD加载
在测试过程中暂停时,按下此键
PCB 会退出 到 一个位置 便 于对
PCB 进行观察(PCB 的夹紧治具不
会张开).
START测试
按下此键进行测试