SG_FSE_SiplaceHF_HF3_00193900-05_de.pdf - 第386页
1 - 16 S tudent Guide SIPLAC E HF/HF3 Advanced I 8 BE-Handling Ausgabe 09/2005 16 T echnische Daten 8 Abb. 8.3 - 2 Pneumatikplan Gurtschneidgerät Druckluftversorgung 0 ,5 MPa = 5,0 bar Druckluf tverbr auch 135 Nl/mi n T …
1 - 15
Student Guide SIPLACE HF/HF3 Advanced I
Ausgabe 09/2005 8 BE-Handling
15
8.3 Pneumatisches Schneidgerät
8.3.1 Aufbau und Funktion des pneumatischen Schneidgerätes
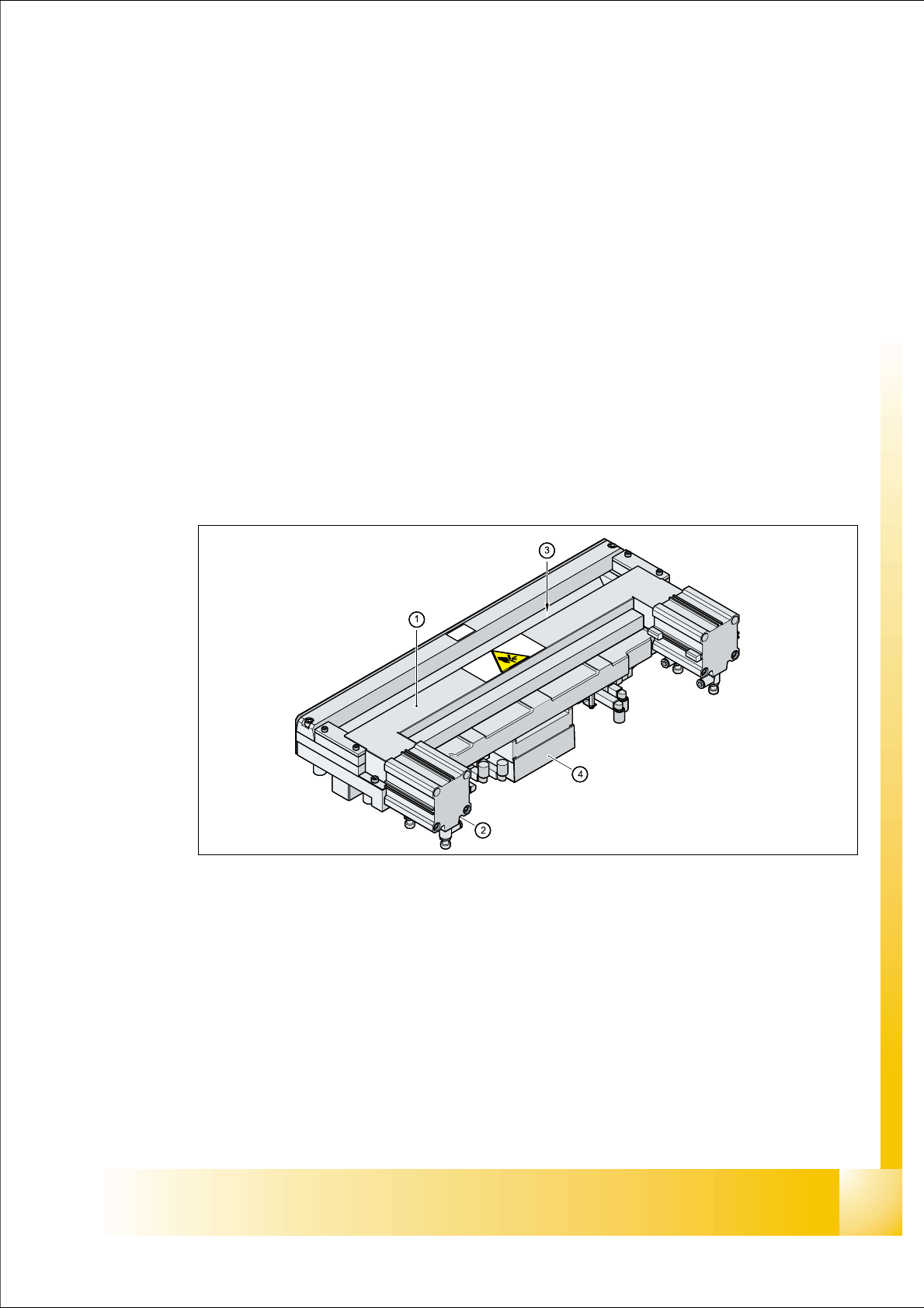
Über den Leergurtleitkanal werden die Leergurte in die Öffnung (Pos. 3) des Schneidgeräts
geleitet.
Basis des Schneidgeräts ist ein horizontal liegender Rahmen (Pos. 1) mit einer feststehenden
Schneidkante und einem beweglichen Schneidmesser, das von zwei Kurzhubzylindern (Pos. 2)
Bei jeder Auf- oder Abwärtsbewegung schneidet das Gerät den Gurt ab.
Näherungsschalter (Pos. 5) signalisieren die Stellung der Kurzhubzylinderkolben und somit der
Schneidmesser. Die Steuerelektronik (4) registriert damit beispielsweise, dass ein in einem Gurt
verbliebenes Bauelement nicht zerschnitten wurde. Der Schneidvorgang erfolgt nur während des
Bestücken. Aus Gründen der Betriebssicherheit ist das Schneidgerät in den NOT-HALT-Kreis in-
tegriert.
Das pneumatische Schneidgerät ist mit vier Schrauben auf den Rahmen der Einzugsvorrichtung
befestigt und bildet zusammen mit dem Leergurtleitkanal eine Einheit.
Abb. 8.3 - 1 Pneumatisches Schneidgerät
Der Gurtschneider wird aktiviert wenn das Portal zur ersten Bestückposition fährt. Abwechselnd
bewegt einer der zwei Zylinder das Schneidmesser vor. Erreicht der erste Zylinder die vordere
Positon, wird der 2. Zylinder gestartet. Beide Zylinder werden dann gleichzeitig für die Rückwärts-
bewegung gestartet.
Zu Servicezwecken kann das Schneidgerät in ca.15 min. aus- bzw. eingebaut werden. Für datail-
ierte Beschreibungen zum Zerlegen Siehe Serviceanleitung Kap. 4.3 ab S.4-67.
1. Horizontaler Rahmen 2. Kurzhubzylinder
3. Öffnung für die Leergurte 4. Steuerelektronik
5. Näherungsschalter (6)
1 - 16
Student Guide SIPLACE HF/HF3 Advanced I
8 BE-Handling Ausgabe 09/2005
16
Technische Daten 8
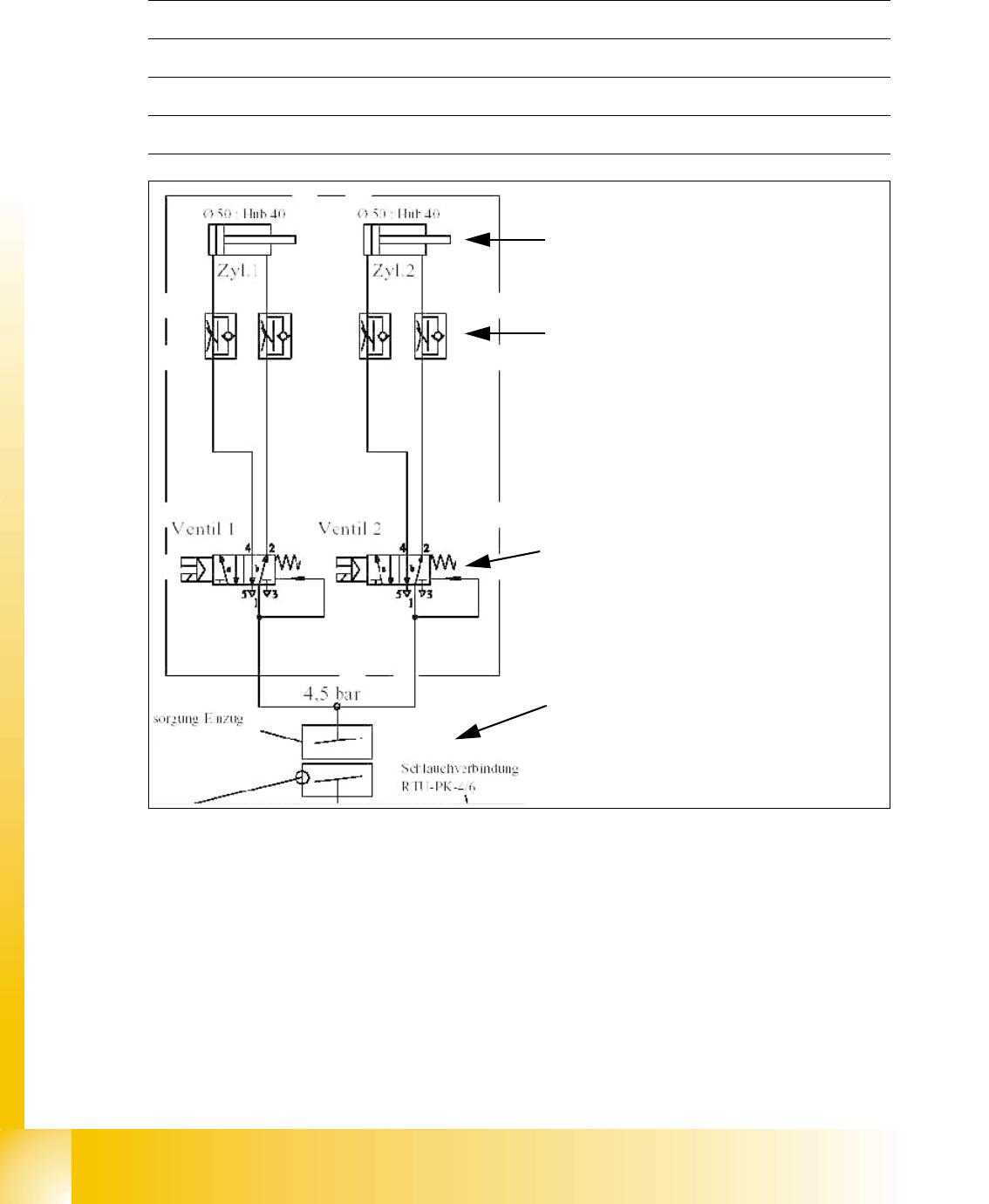
Abb. 8.3 - 2 Pneumatikplan Gurtschneidgerät
Druckluftversorgung 0,5 MPa = 5,0 bar
Druckluftverbrauch 135 Nl/min
Taktzeit 1,5 sec pro Schnittvorgang
Versorgungsspannungen 5 V-, 24 V-
Antriebszylinder für Schneidmesser-
bewegung 40 mm Hub
Einstellbare Rückschlagdrosseln an den
Zylinderanschlüssen
5/2 Wege Magnetventile
4,5 Bar Druckluftversorgung über das SSK
Sicherheitsrelais
Schneidgerät nur bei geschlossenen
Schutzhauben aktiv.
1 - 17
Student Guide SIPLACE HF/HF3 Advanced I
Ausgabe 09/2005 8 BE-Handling
17
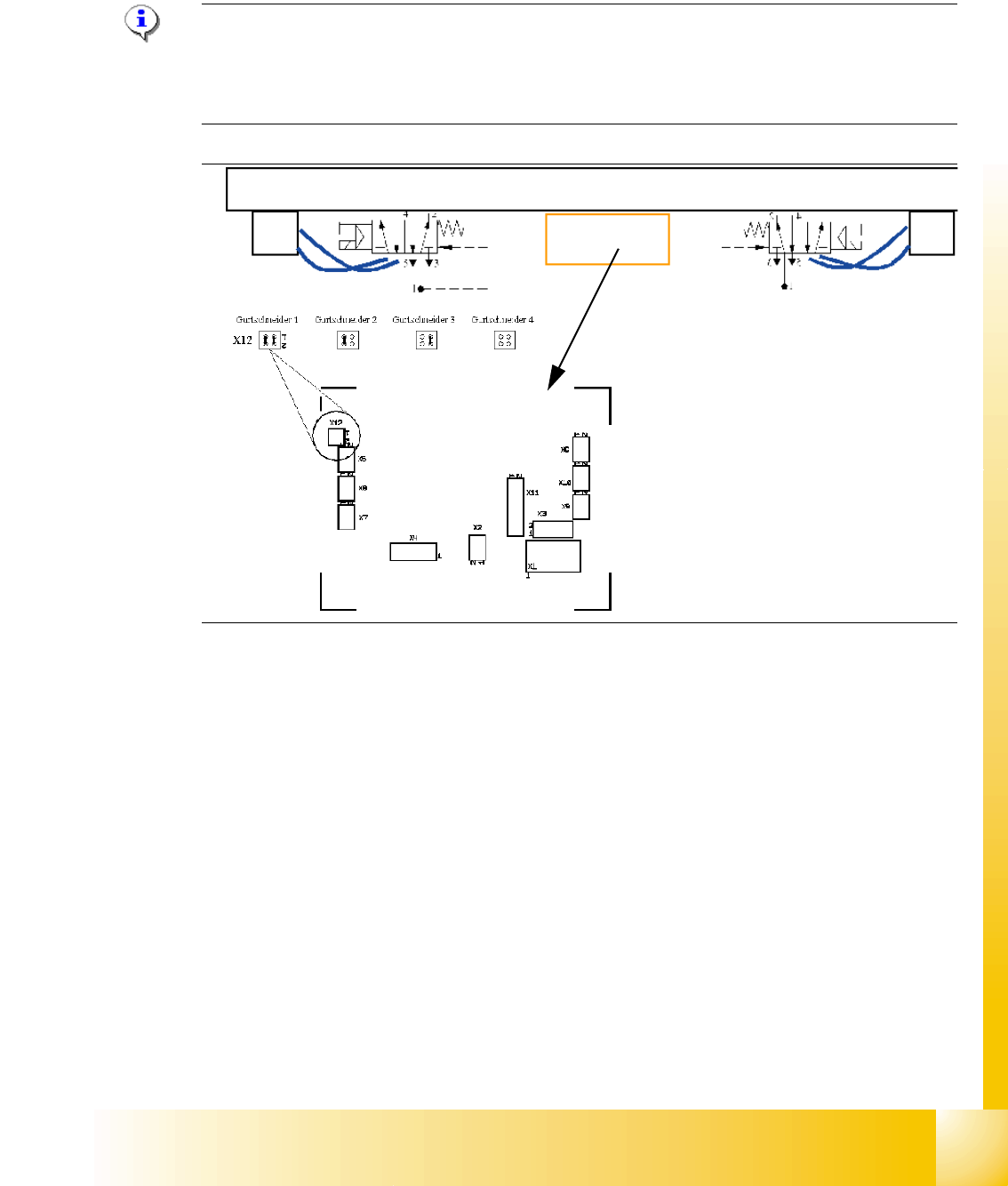
8.3.2 Jumpereinstellung Steuereinheit am Gurtschneidgerät
In Abhängigkeit des Einbauortes an der Maschine müssen entsprechend die Jumper für die CAN
Bus Adressierung gesetzt werden.
Hinweis:
Beide Seiten der Pneumatikanschlüsse des Betätigungszylinders sind an der HF-Maschine
gekreuzt, weil die elektrischen Betätiger der 5/2 Wegeventile immer außen liegen (bei HS
Maschinen ist der rechte Betätiger innen also nicht gekreuzt).
Abb. 8.3 - 3 Jumpereinstellung Gurtschneidgerät
1
2
3
3
4
4
1. Spannungsversorgung
2. Anschluß CAN Bus
3. BERO‘s für das jeweilige Ventil
4. Anschluß 5/2 Wegeventil
5. Jumpereinstellung
5