SG_FSE_SiplaceHF_HF3_00193900-05_de.pdf - 第387页
1 - 17 S tudent Guide SIPLACE HF/HF3 Advanced I Ausgabe 09/2005 8 BE-Handling 17 8.3.2 Jumpereinstellung St euer einheit am Gurt schneidgerät In Abhängigkeit des Einbauortes an der Maschine müssen ent sprechend die Jumpe…
1 - 16
Student Guide SIPLACE HF/HF3 Advanced I
8 BE-Handling Ausgabe 09/2005
16
Technische Daten 8
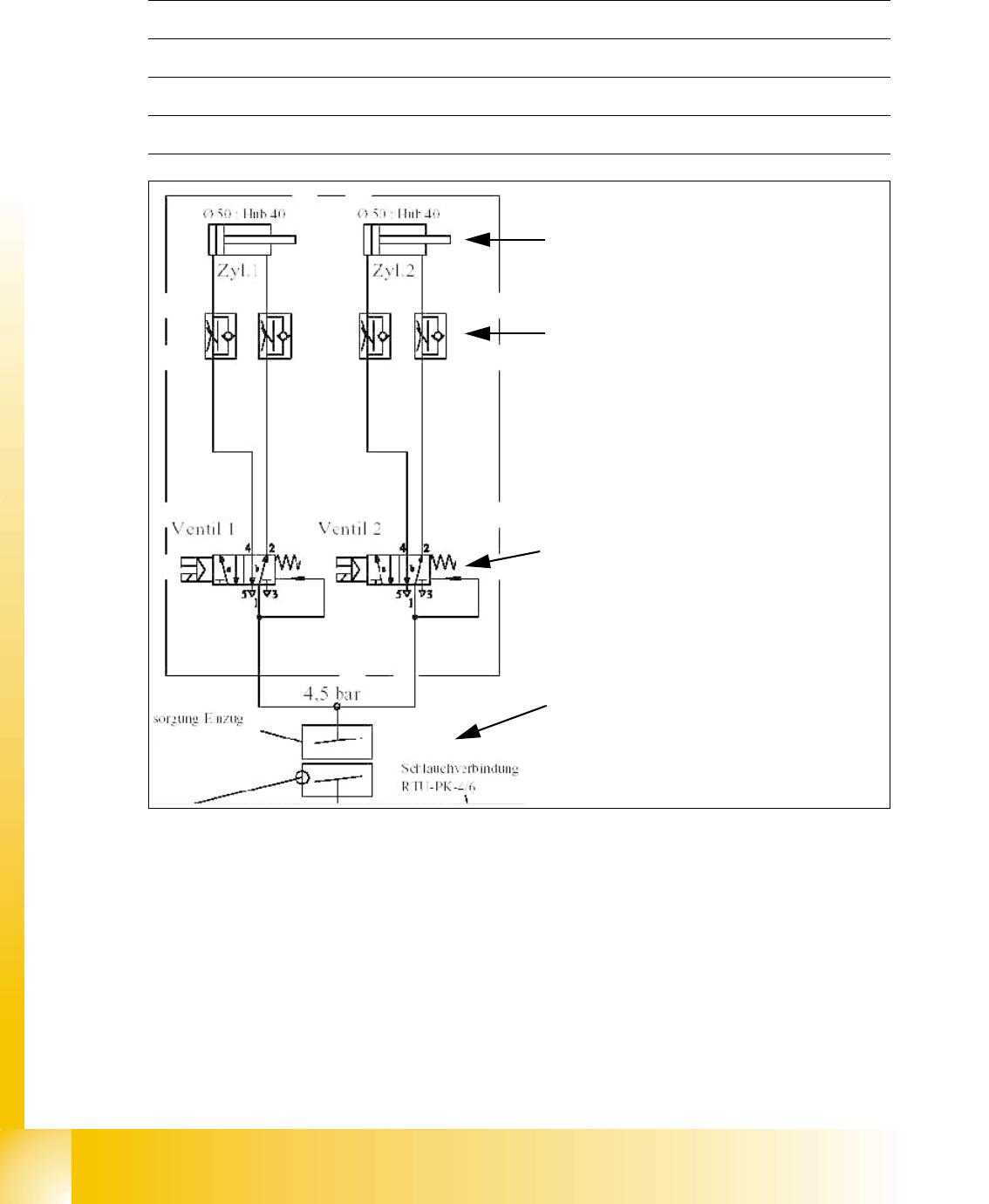
Abb. 8.3 - 2 Pneumatikplan Gurtschneidgerät
Druckluftversorgung 0,5 MPa = 5,0 bar
Druckluftverbrauch 135 Nl/min
Taktzeit 1,5 sec pro Schnittvorgang
Versorgungsspannungen 5 V-, 24 V-
Antriebszylinder für Schneidmesser-
bewegung 40 mm Hub
Einstellbare Rückschlagdrosseln an den
Zylinderanschlüssen
5/2 Wege Magnetventile
4,5 Bar Druckluftversorgung über das SSK
Sicherheitsrelais
Schneidgerät nur bei geschlossenen
Schutzhauben aktiv.
1 - 17
Student Guide SIPLACE HF/HF3 Advanced I
Ausgabe 09/2005 8 BE-Handling
17
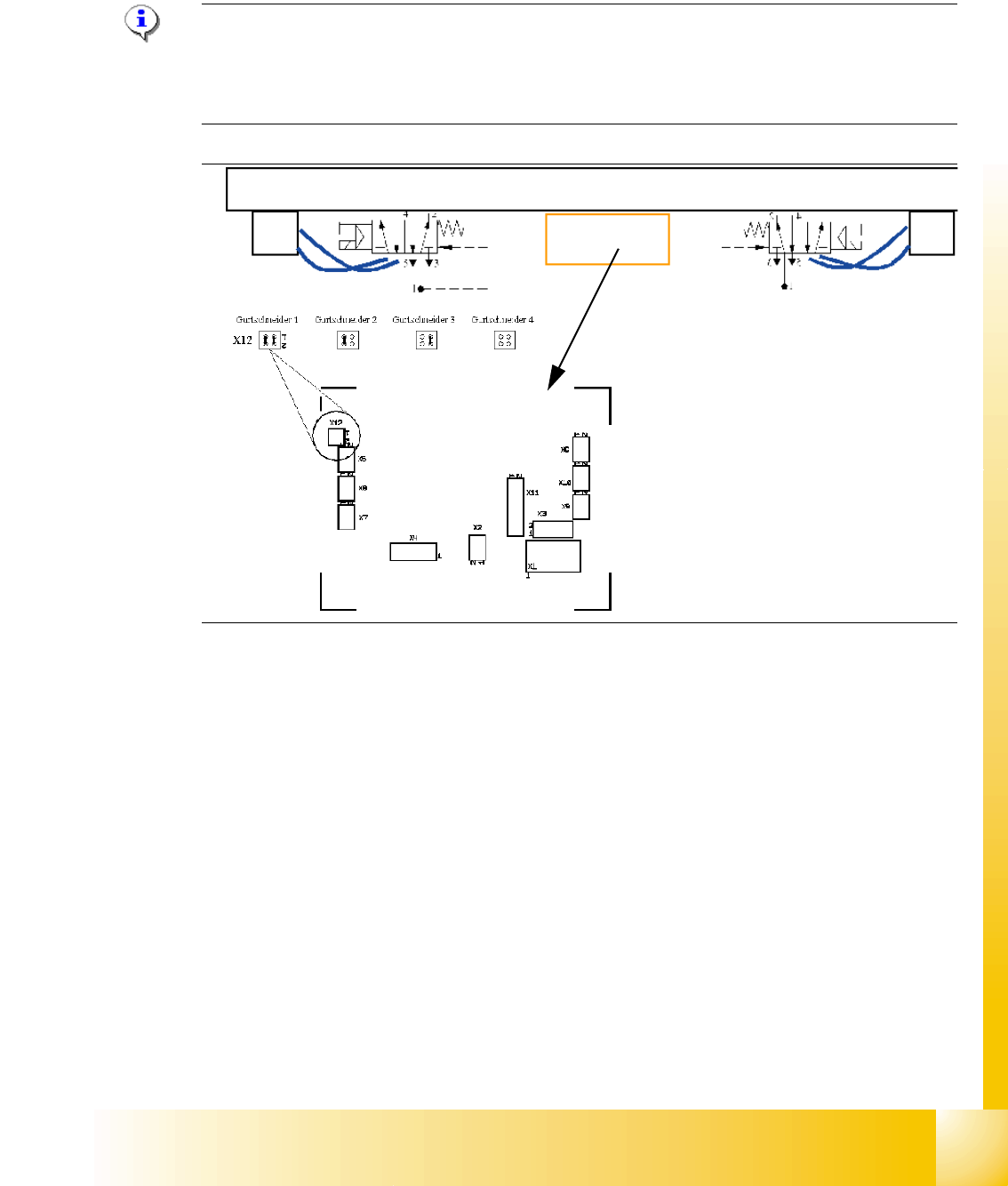
8.3.2 Jumpereinstellung Steuereinheit am Gurtschneidgerät
In Abhängigkeit des Einbauortes an der Maschine müssen entsprechend die Jumper für die CAN
Bus Adressierung gesetzt werden.
Hinweis:
Beide Seiten der Pneumatikanschlüsse des Betätigungszylinders sind an der HF-Maschine
gekreuzt, weil die elektrischen Betätiger der 5/2 Wegeventile immer außen liegen (bei HS
Maschinen ist der rechte Betätiger innen also nicht gekreuzt).
Abb. 8.3 - 3 Jumpereinstellung Gurtschneidgerät
1
2
3
3
4
4
1. Spannungsversorgung
2. Anschluß CAN Bus
3. BERO‘s für das jeweilige Ventil
4. Anschluß 5/2 Wegeventil
5. Jumpereinstellung
5
1 - 18
Student Guide SIPLACE HF/HF3 Advanced I
8 BE-Handling Ausgabe 09/2005
18
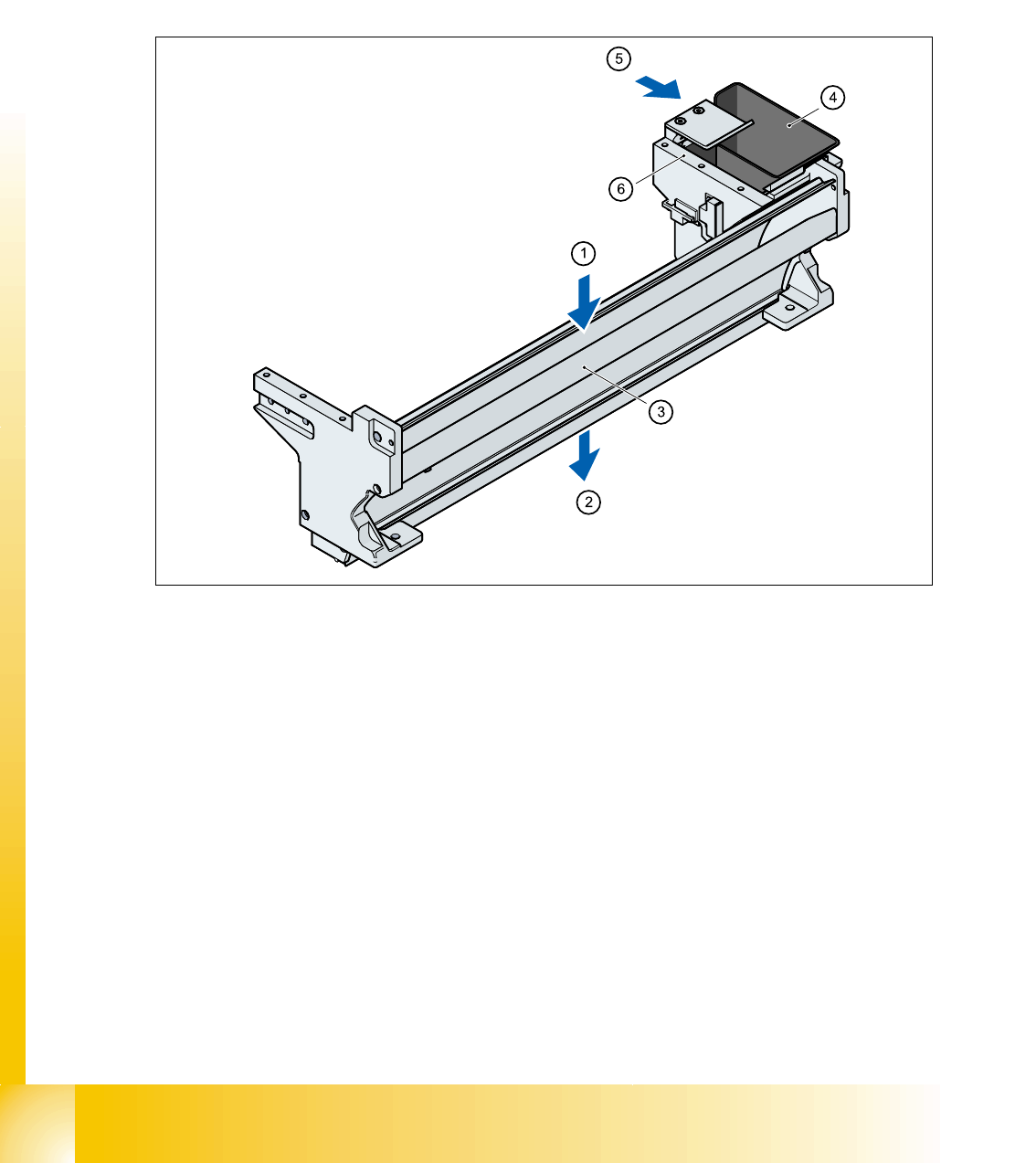
8.3.3 Leergurtleitkanal
Der Leergurtleitkanal nimmt am Einlassspalt (Pos. 1) die Leergurte aus den Förderern auf und
leitet diese vom Austrittsspalt (Pos. 2) zur Schneidposition des pneumatischen Schneidgeräts
weiter. Dort wird der Gurt zerkleinert und gelangt über die Gurtabfallrutsche in der Auffangbehälter
des BE-Wagens.
Der Leergurtleitkanal ist auf dem pneumatischen Schneidgerät mit vier Schrauben befestigt.
8
Abb. 8.3 - 4 Leergurtleitkanal mit Bauelemente-Abwurfbehälter
1. Einlassspalt für die Leergurte
2. Austrittsspalt für die Leergurte oberhalb des pneumatischen Schneidgeräts
3. Trennblech für Gurte < 15 mm, für Gurte > 15 mm demontierbar
4. BE-Abwurfbehälter
5. Abdeckblech gegen herausspringende Bauteile
6. Montageposition für die Pipettenwechsler
Der Leergurtleitkanal ist Träger für weitere Baugruppen:
– der abnehmbare BE-Abwurfbehälter (Pos. 4)
– Montagefläche (Pos. 6) für die Pipettenwechsler von Collect&Place- und TwinHead.
– Die Pipettenabzugseinheit ist für den 12 - und 6 Segmente C&P-Kopf die gleiche.