KE-3010_20V_操作手册(程序员,管理员用).pdf - 第71页
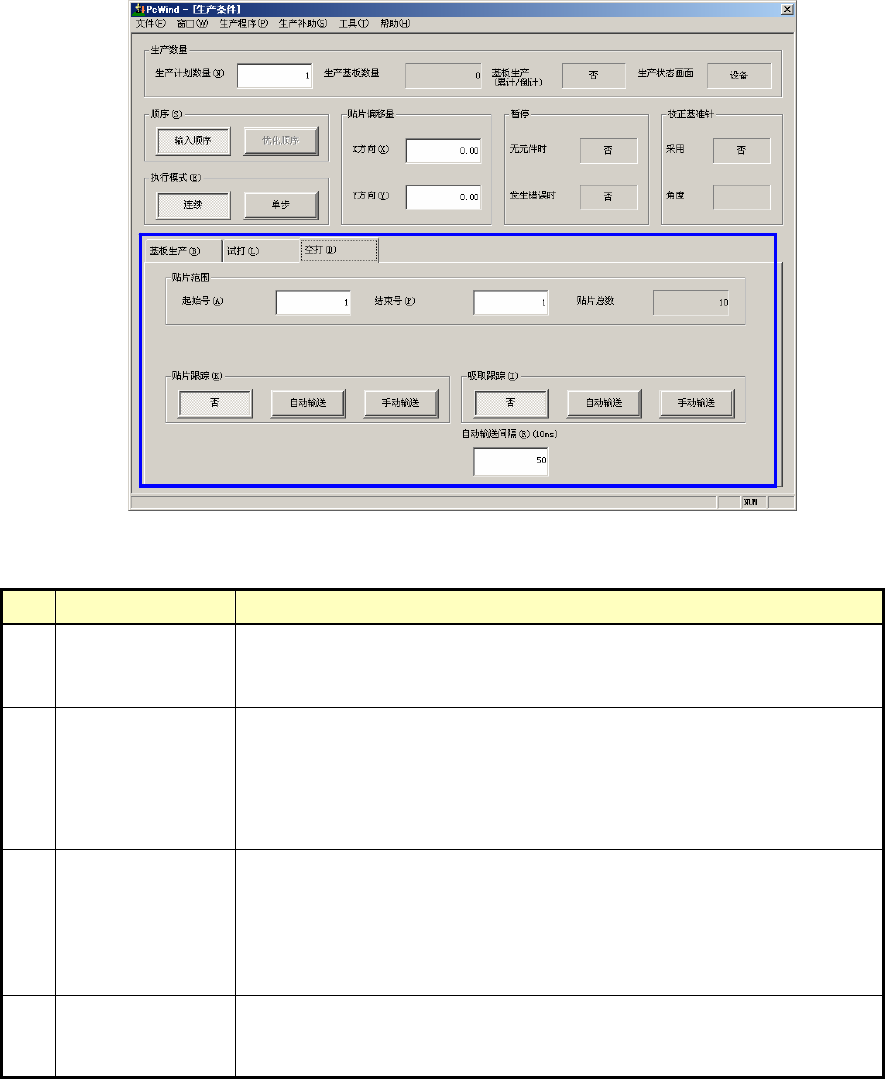
操作手册Ⅱ 2-10 (3) 空打 No. 项目 内容□ 1 贴片范围 需限定贴片范围时,请输入开始步骤号和结束步骤号。 在总贴片点数项中显示每 1 电路中的总贴片步骤号。 仅在设定为输入顺序时适用。 2 贴片跟踪 设置在空打基板后,是否用摄像机进行贴片点跟踪, 以及跟踪时是自动输送还是手动输送。 · 否 :不跟踪。 · 自动输送:自动跟踪贴片点。 · 手动输送: 在贴片点停下来, 由操作人员输入后才移动 到下一贴片点。 3 吸取跟踪 …
操作手册Ⅱ
2-9
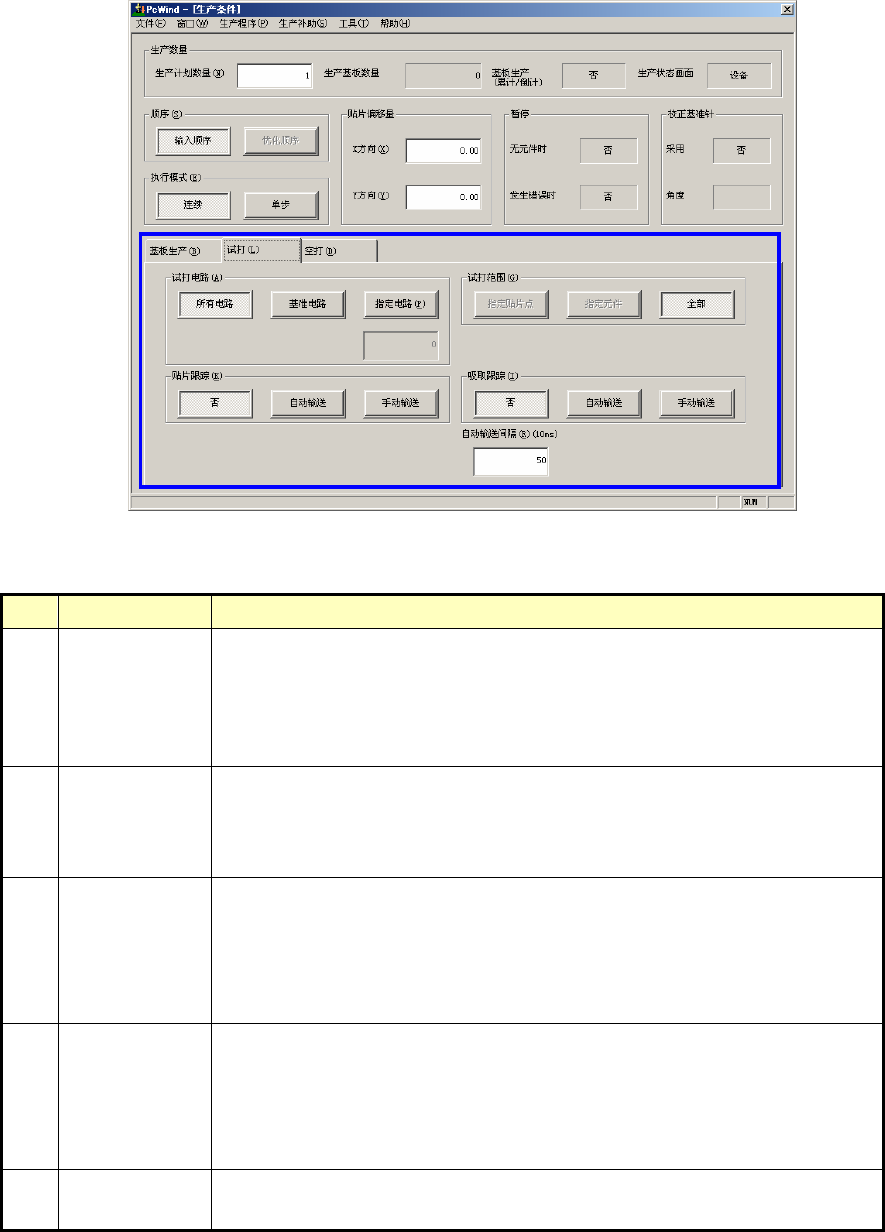
(2) 试打
No. 项目 内容□
1 试打电路
设置试打的电路。单板基板时不使用。
·所有电路:对所有电路试打范围中设置的元件进行贴片。
·基准电路:对基准电路试打范围中设置的元件进行贴片。
·指定电路:对指定的电路试打范围中设置的元件进行贴片。
此时显示指定的电路号。
2 试打范围
设置试打范围。
·指定贴片点:仅对贴片数据的试打项设置为“是”的贴片点。
·指定元件 :元件数据的试打项设置为“是”的所有元件。
·全部 :所有贴片点。
3 贴片跟踪
设置试打基板后,是否用摄像机进行贴片点跟踪,
以及跟踪时是自动输送还是手动输送。
·否 :不跟踪。
·自动输送:自动跟踪贴片点。
·手动输送:在贴片点停下来,由操作人员输入后才移动到下一贴片点。
4 吸取跟踪
设置试打基板前,是否用摄像机进行吸取点跟踪,
以及跟踪时是自动输送还是手动输送。
·否 :不跟踪。
·自动输送:自动跟踪吸取点。
·手动输送:在吸取点停下来,由操作人员输入后才移动到下一贴片点。
5 自动输送间隔
对自动输送跟踪时,在停止位置的停止时间进行设置。
单位为 100msec(0.1 秒)为“1”。
操作手册Ⅱ
2-10
(3) 空打
No. 项目 内容□
1 贴片范围
需限定贴片范围时,请输入开始步骤号和结束步骤号。
在总贴片点数项中显示每 1 电路中的总贴片步骤号。
仅在设定为输入顺序时适用。
2
贴片跟踪 设置在空打基板后,是否用摄像机进行贴片点跟踪,
以及跟踪时是自动输送还是手动输送。
·否 :不跟踪。
·自动输送:自动跟踪贴片点。
· 手动输送:在贴片点停下来,由操作人员输入后才移动到下一贴片点。
3
吸取跟踪 设置在空打基板前,是否用摄像机进行吸取点跟踪,
以及跟踪时是自动输送是手动输送。
·否 :不跟踪。
·自动输送:自动跟踪吸取点。
·手动输送:在吸取点停下来,由操作人员输入后才移动到下一吸取点。
4
自动输送间隔
对自动输送跟踪时,在停止位置的停止时间进行设置。
单位为 100msec(0.1 秒)为“1”。
操作手册Ⅱ
2-11
2-4 生产管理信息(窗口)
当生产模式为基板生产时,生产管理信息将被保存。
在本项中,可查看生产中被保存的生产管理信息。
2-4-1 生产管理信息
(1) 生产管理信息的收集条件
1)生产模式为基板生产且对所有贴片点进行贴片时。
2)只要进行过一次收集后,在下一次生产开始时,将以上一次收集的数据为基础进行追加收集。
若要收集新的数据,需清除上一次的数据。
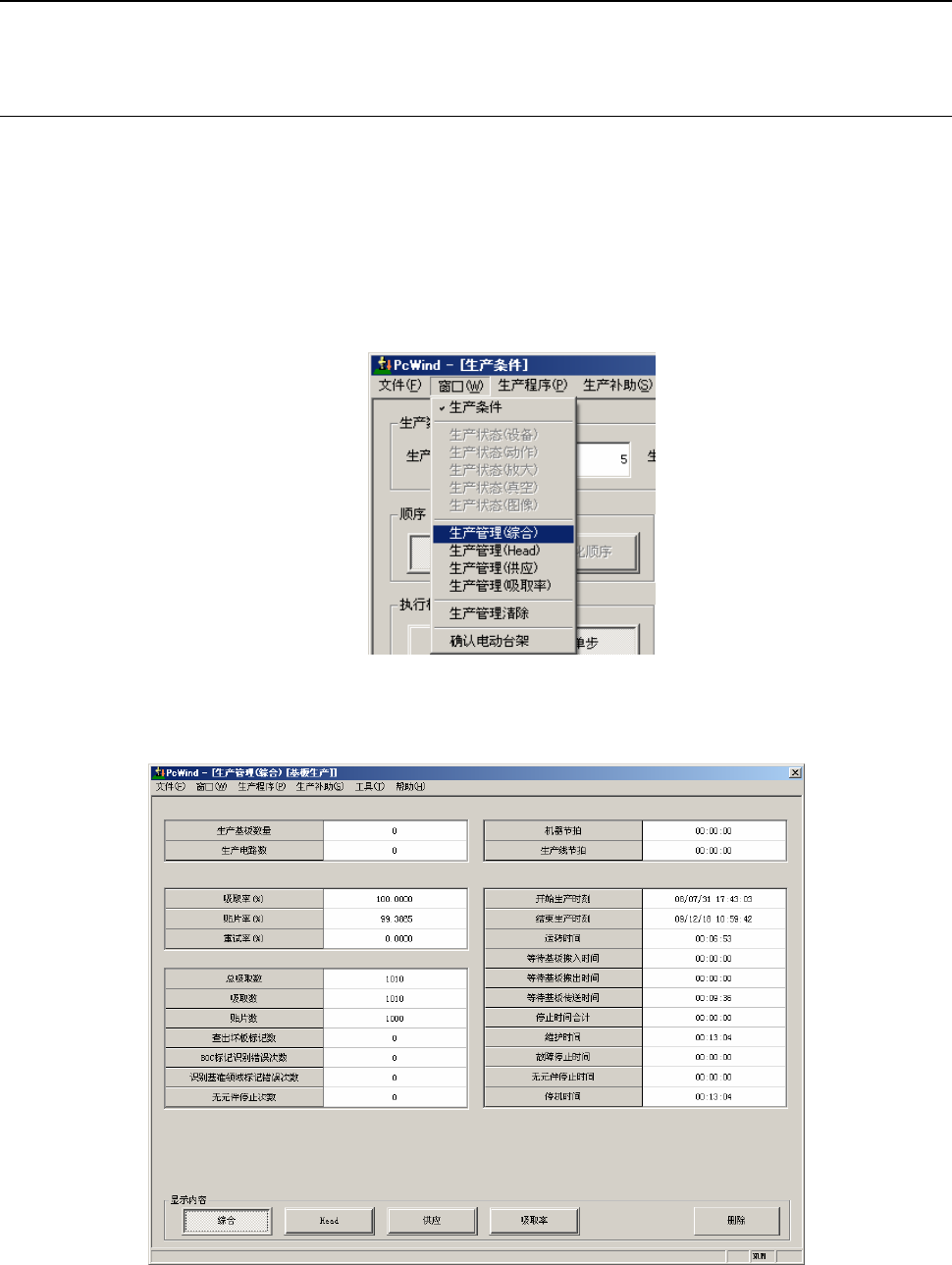
(2) 生产管理信息画面
从菜单栏中单击“窗口”,选择需要浏览的生产管理信息。
也可以从命令按钮选择(“通过”模式时,只可选择“综合”)
(3) 内容
1)生产管理信息(综合)