KE-3010_20V_操作手册(程序员,管理员用).pdf - 第83页
操作手册Ⅱ 2-22 2-6 生产程序 2-6-1 设置元件数 2-6-1-1 概要 选择下拉菜单的 [ 生产程序 ] - [ 设置元件数 ] ,则显示元件数设置画面。 输入用于管理元件剩余数量的元件数。如不输入,则供料器被设定为 “0” 。 此时,不进行供料器的元件剩余数量的管理。 请在吸取数据中设置的元件供应单元(供料器)上设置元件后,再将元件数设置到主机中。 供料器上吸取重试超次时,判断为元件用尽,会跳过并继续生产。 出现错误的供…
操作手册Ⅱ
2-21
1) 图像查看
电动式供料器确认画面的上半部分,用图像显示当前生产程序中要利用的供料器的状态。
(注:指定跳过、或因生产条件在实际生产中不使用的供料器不显示。)
台架的类型表示为以下状态。
台架类型
机械台架
电动台架
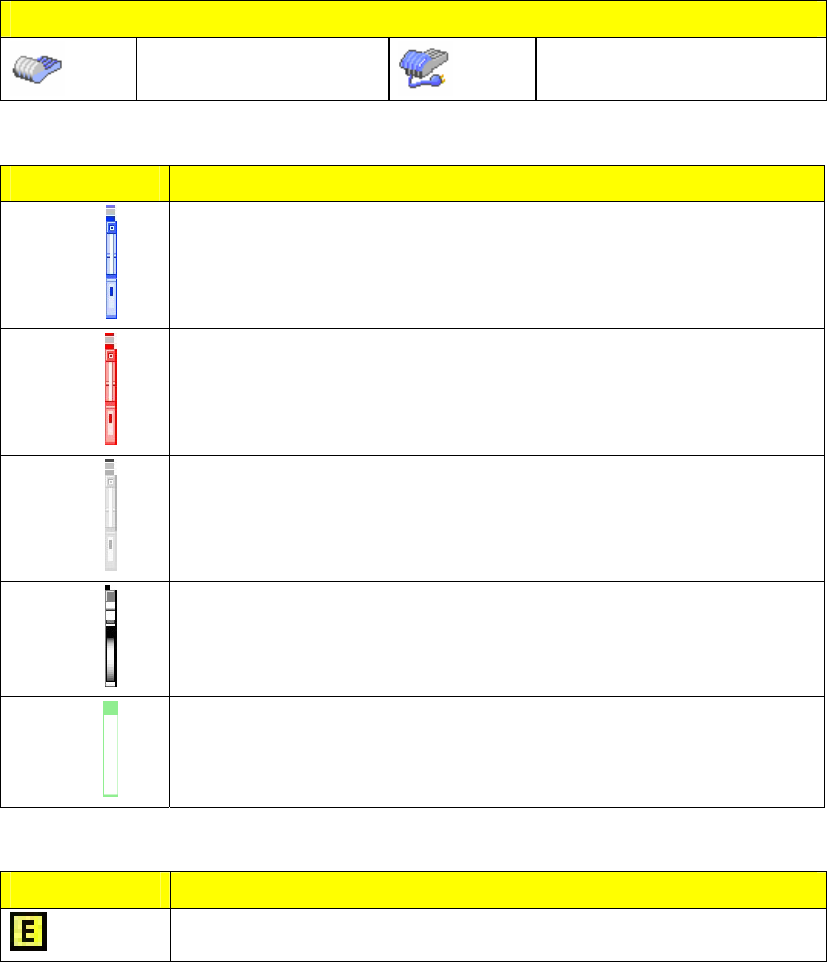
电动式供料器的错配状況用供料器的颜色表示。
供料器颜色 说明
蓝色
元件、供料器类型、送料间距等全部正确的电动式供料器。
红色
发生了错误的电动式供料器。
需要重新考虑元件、供料器类型、送料间距等。
另外,台架与生产程序、设置、实际附带的台架不同时也以红色显示。
灰色
生产程序中已设置而尚未安装的供料器。
黑色
机械式供料器时,以黑色显示。
台架与生产程序不同时,作为错误以红色显示。
绿框
在列表显示中选择的供料器。
另外,单击图案选择时,在列表中相应供料器即被选择。
另外,当发生元件用尽状态通知时,在供料器上重叠图标显示。
图标 说明
:无元件
在发生元件用尽的供料器上重叠显示。
操作手册Ⅱ
2-22
2-6 生产程序
2-6-1 设置元件数
2-6-1-1 概要
选择下拉菜单的[生产程序]-[设置元件数],则显示元件数设置画面。
输入用于管理元件剩余数量的元件数。如不输入,则供料器被设定为“0”。
此时,不进行供料器的元件剩余数量的管理。
请在吸取数据中设置的元件供应单元(供料器)上设置元件后,再将元件数设置到主机中。
供料器上吸取重试超次时,判断为元件用尽,会跳过并继续生产。
出现错误的供料器经过调整,可以在继续生产时使用,但必须进行调整使之能够吸取元件,清除错
误。设置元件数量即可删除错误。
1. 出现下列情况时,主机黄灯闪烁,警告操作员。
(JUKI 标准设定时。参见操作说明书 8-4-12 章 信号灯)
供应装置 黄色信号灯闪烁的条件
带状供料器
管式供料器
散件供料器
各供料器
·当元件剩余数量低于警告级别时
·发生吸取重试超次时
2-6-2 编辑数据(变更数据)
选择主画面的[生产程序]-[编辑数据(变更数据)],或按重试列表的「数据设定」组的「编辑数据(变
更数据)」按钮,即显示此画面。
生产中发生激光识别错误等时,可从生产画面中对“基板数据”、“贴片数据”、“元件数据”、“吸取数
据”进行检查、编辑。
2-6-3 检查生产程序
从生产菜单选择[生产程序]- [检查生产程序],则显示生产程序检查画面。
开始生产之前,会自动进行生产程序的检查,显示其结果。
在操作说明书 2-11-2 章 编辑数据中已关闭的功能、未使用数据、跳过数据等不进行检查。
2-6-4 重试列表
2-6-4-1 概要
生产结束后,从下拉菜单选择[生产程序]-[重试列表(供应装置)]或选择[生产程序]-[重试列表(未贴
片)]时,可分别显示两个站点执行生产时发生的错误内容。
生产中发生重试错误时会显示重试错误,以供判断是继续生产、还是中断生产。
操作手册Ⅱ
2-23
2-7 工具
2-7-1 操作选项
从主画面的[工具]-[操作选项]中,仅显示与生产相关的项目。
即使在生产控制以外的画面显示的操作选项中进行设定,选中的内容也相同。
详见操作说明书第 7 章 操作选项。
2-8 生产时的各项处理
2-8-1 继续返回原点
在可以进行继续返回原点的状态下,请先按〈ORIGIN〉开关,显示有“伺服锁”按钮的画面。
要显示继续返回原点画面,必须先完成一次全轴返回原点。
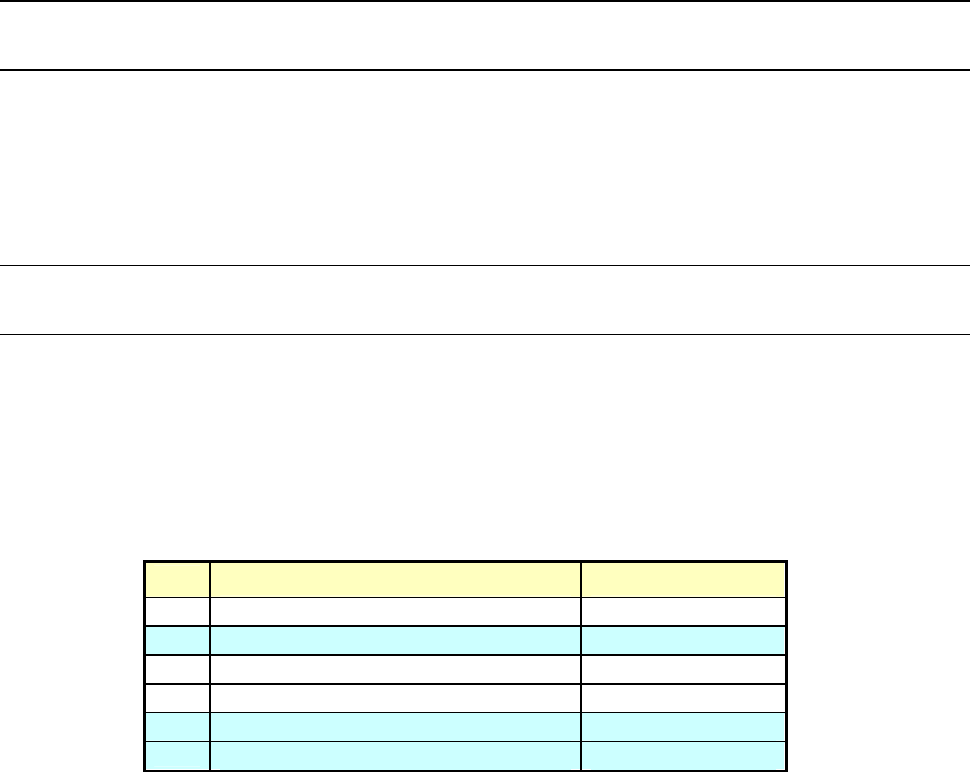
◇ 出现切断伺服电源的异步现象时能否进行继续返回原点列表如下:
◆ 发生下述情况时,不能进行继续返回原点。
1)全轴返回原点未完成时
2)已执行了继续返回原点,但未完成时
No.
异步现象 继续返回原点
1 主机异常停止 ×
2 供料器悬浮瞬间停止 ○
3 各轴限位传感器检测 ×
4
各轴报警 ×
5
基准领域传感器检测 ○
6
POWER OFF(CE 机) ○