CP7 training(6.0) (1).pdf - 第28页
FK-9F98-27 CP-7 Series T raini ng T ext for Service Engineers Edition 6.0 Chapter 3. X, Y , Z and D-axes Adjustm ent [14/36] 3.8.2 (Part 2) Reference and Adjustab le Rail Alignment in the Y direction 1. The two rails sho…
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 3. X, Y, Z and D-axes Adjustment [13/36]
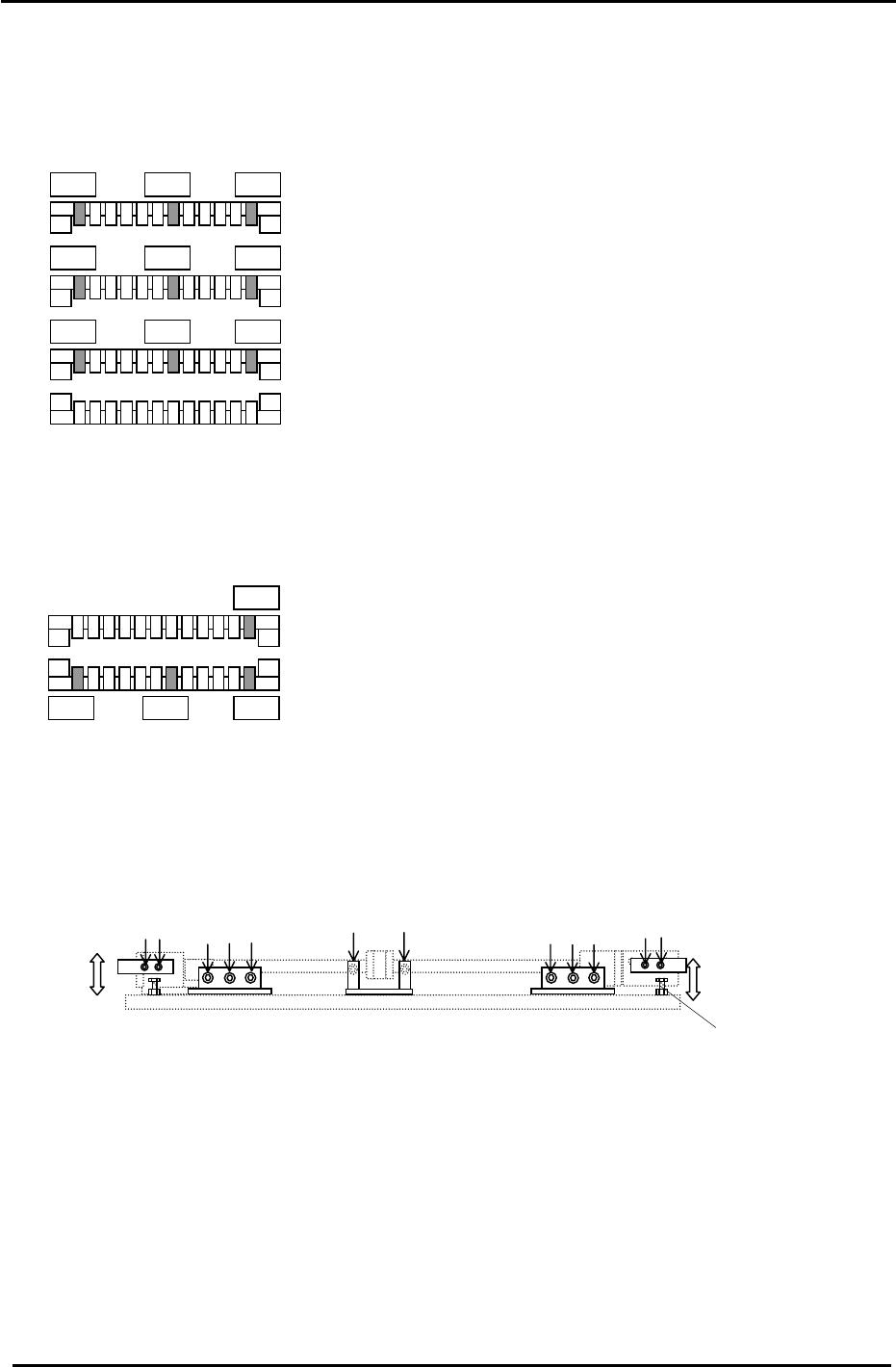
6. (Final leveling check) The reference point for measuring the table flatness is the far right claw on
the adjustable rail, when it is 50mm from the fixed rail (indicated by a 0 in Fig.13). Measure the rail
flatness at the nine points identified in Fig.13.
(Tolerance: +/- 0.15mm,)(within 0.1mm is best)
0
A
d
j
ustable rail at 250mm
A
d
j
ustable rail at 150mm
Ad
j
ustable rail at 50mm
Reference Rail
Figure 13
7. If the adjustable rail is not flat at the locations illustrated, it may be necessary to repeat step 5.
8. Once the adjustable rail flatness is within tolerance. Use the 0 position (Fig.14) as the reference to
check the height between the adjustable and reference rails at the hi-lighted positions.
0
Ad
j
ustable rail at 50mm
Reference Rail
Figure 14
9. If the height of the reference rail is more than +/-0.1mm than that of the adjustable rail, (or the
reference rail itself is uneven) adjust the reference rail height (flatness), by loosening the bolts
indicated in Fig. 15 and adjust, using the bolts under both sides of the reference rail.
12 Securing bolts
4mm
Bolts
3mm bolts
(CP-742/743(M)E)
4mm
Bolts
3mm
bolts (CP-742/743(M)E)
4mm
Bolts
Adjustment bolt
Figure 15
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
3-13
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 3. X, Y, Z and D-axes Adjustment [14/36]
3.8.2 (Part 2) Reference and Adjustable Rail Alignment in the Y direction
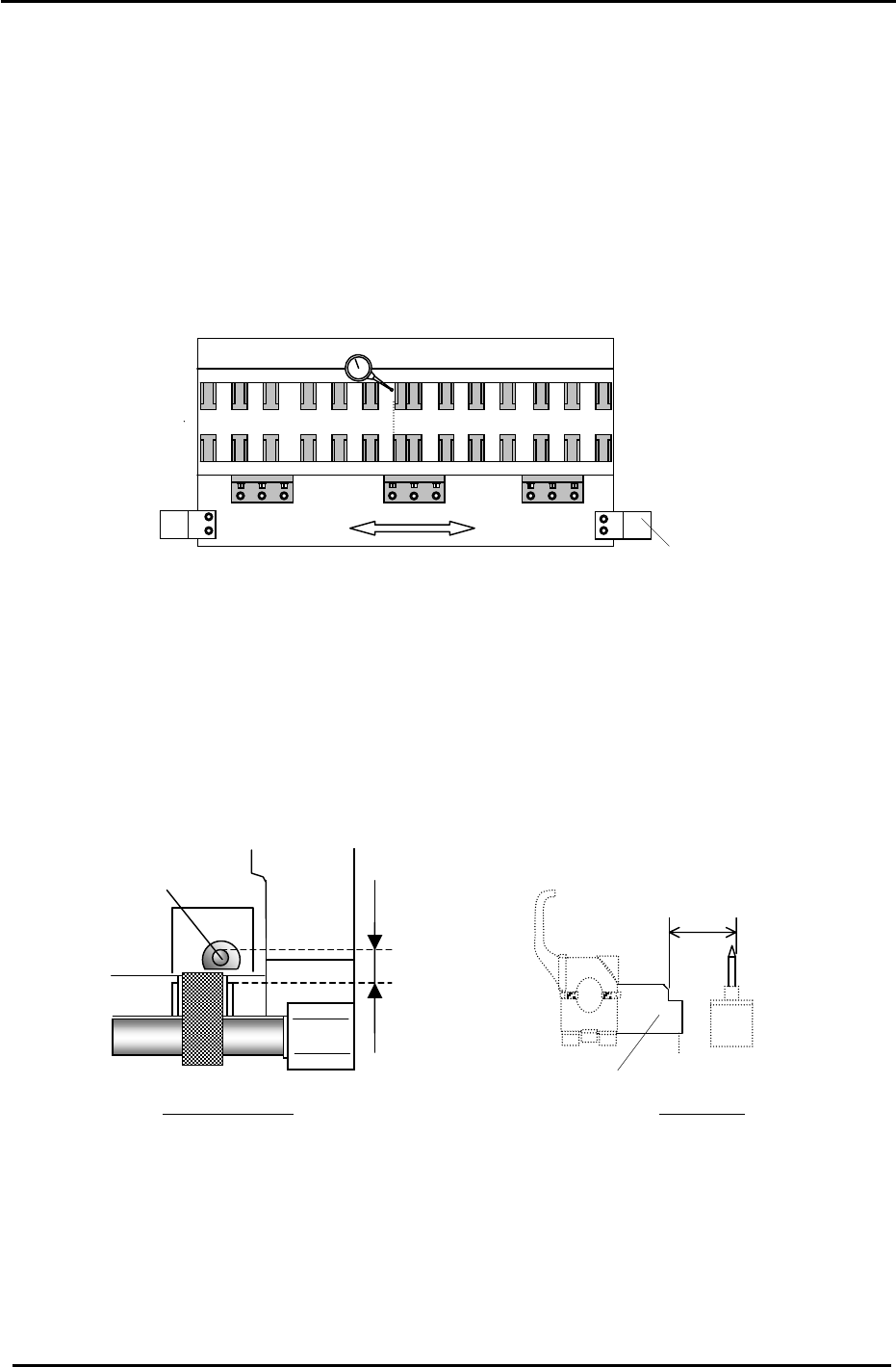
1. The two rails should be aligned to within 0.1mm. (with the adjustable rail at the center of
play)
2. Disconnect the air pressure to the machine and move the adjustable rail left and right to
establish the center of play using a dial gauge.
3. Reattach the air with the adjustable rail at the center of play.
4. Align the reference rail to the adjustable rail (center of play) by loosening the bolts indicated
in Fig.16.
Adjustable rail
Reference rail
*
*
*
*
*
*
*
*
*
*
*
*
*
Clamping cylinder
* Loosen 13 bolts
Figure 16
3.8.3 (Part 3) Origin Pin To Claw Position Adjustment (CP-742/743(M)E)
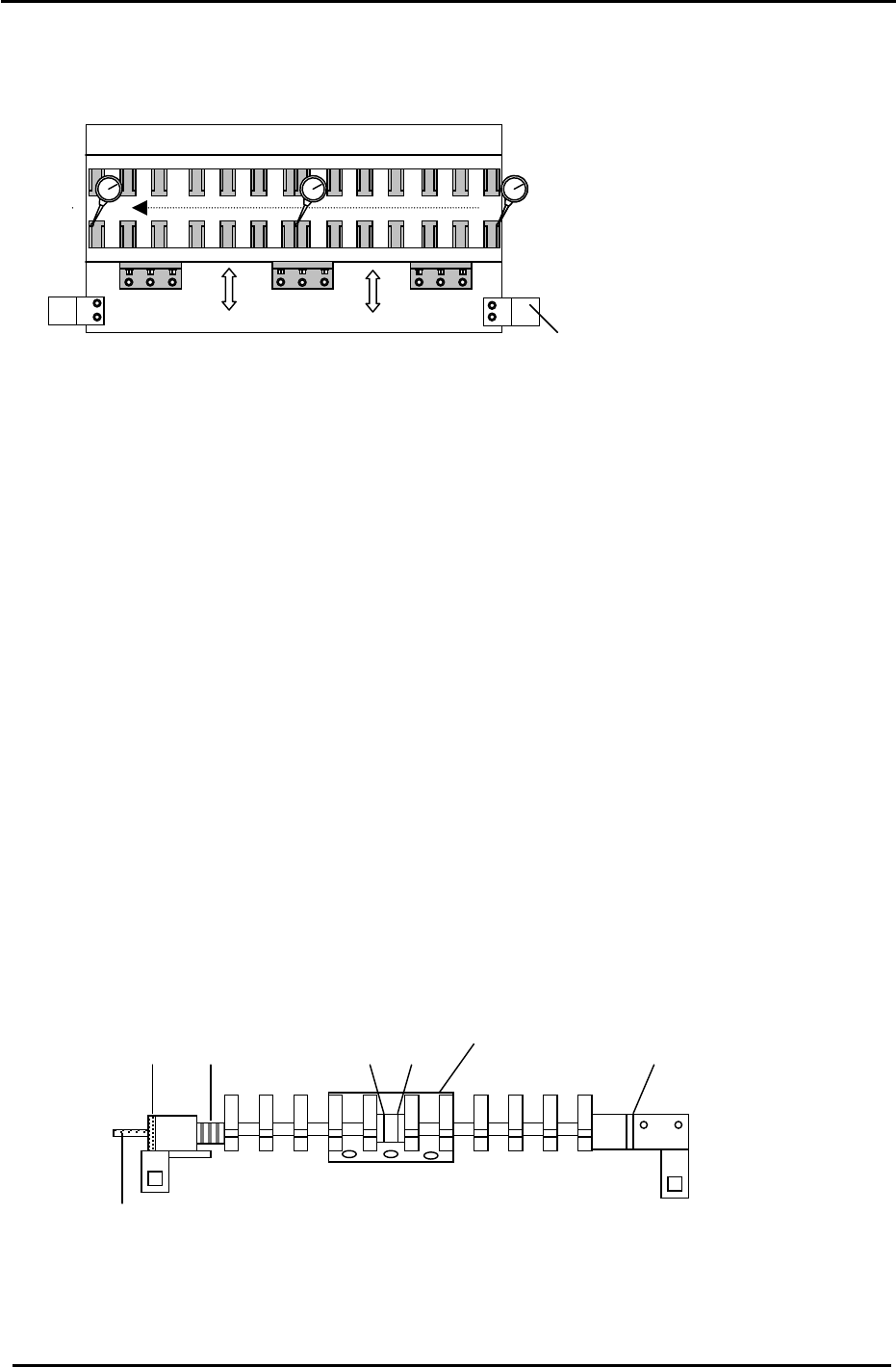
1. The distance from the origin pin to the claw should be between 3500 and 3600 pulses.
2. Install the origin pin and spring.
Origin Pin
3mm Origin Pin
3500 to 3600 Pulses
(7mm to 7.2mm)
Claw
3500 to 3600
Pulses
Overhead View Side View
Figure 17
3. Using a dial gauge, set the distance from the pin to the claw, by moving the reference rail in
the Y direction. (set the distance as close to 3510 pulses as possible)
Note: The CP-732/733E does not have tooling pins, so steps 1 to 3 do not apply. The
rail is just centered in the bolt holes.
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
3-14
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 3. X, Y, Z and D-axes Adjustment [15/36]
4. After the positioning has been completed in step 3, an alignment check of the reference rail in
the X-direction is necessary. Carry out the alignment check as indicated in Fig 18.
(Tolerance: within 0.1mm.)
Reference rail
* Loosen 13 bolts
*
*
*
*
*
*
*
*
*
*
*
*
*
Clamping cylinder
Figure 18
5. Check the following positions again, after completing step 4, to ensure they remain within
tolerance.
3-8.1 (Part 2) – Reference and Adjustable Rail Alignment in the Y direction
3-8.1 (Part 3) – Origin Pin To Claw
3.8.4 (Part 4) Mechanical Lock Ring Adjustment (CP-742/743(M)E)
1. On the reference rail, check that the gap between the white plastic washer and the far right clamper
bracket is less than 0.3mm. If not, loosen the mechanical lock and the bolts on the far right clamper
bracket, then adjust the position of the clamp rod until the gap closes.
2. Check that the center base of the reference rail is pulled right up against the lip of the reference rail.
Check that a 0.03mm feeler gauge cannot go into the gap between the two.
3. Confirm all of the claws on the reference rail are loose and then loosen the mechanical lock.
4. Lock the reference rail at its unclamped position.
5. With the reference rail unclamped, lock the four bolts in rotation with a 2N.m torque wrench.
6. For details of the location of various parts described above see Fig.19.
Fixed Rail of the X/Y Clamper
Spring
Mechanical lock
Washers 2 and 3
Washer 1
Center Base
Clamper Rod
Figure 19
7. Finally clamp and unclamp the reference rail to check the clamping balance between the left and
right clamping brackets. If there is an imbalance, repeat steps 3 to 5 above until a balance is
achieved.
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
3-15