CP7 training(6.0) (1).pdf - 第94页
FK-9F98-27 CP-7 Series T raining T ext for Service Engineers Edition 6.0 Chapter 5. Loader and Con veyor Adjustment [26/28] 5.26 Loader Cylinder Adjustment Adjustment of Cylinder Controller 1. Press [Mai ntenanc e] Æ [ L…
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 5. Loader and Conveyor Adjustment [25/28]
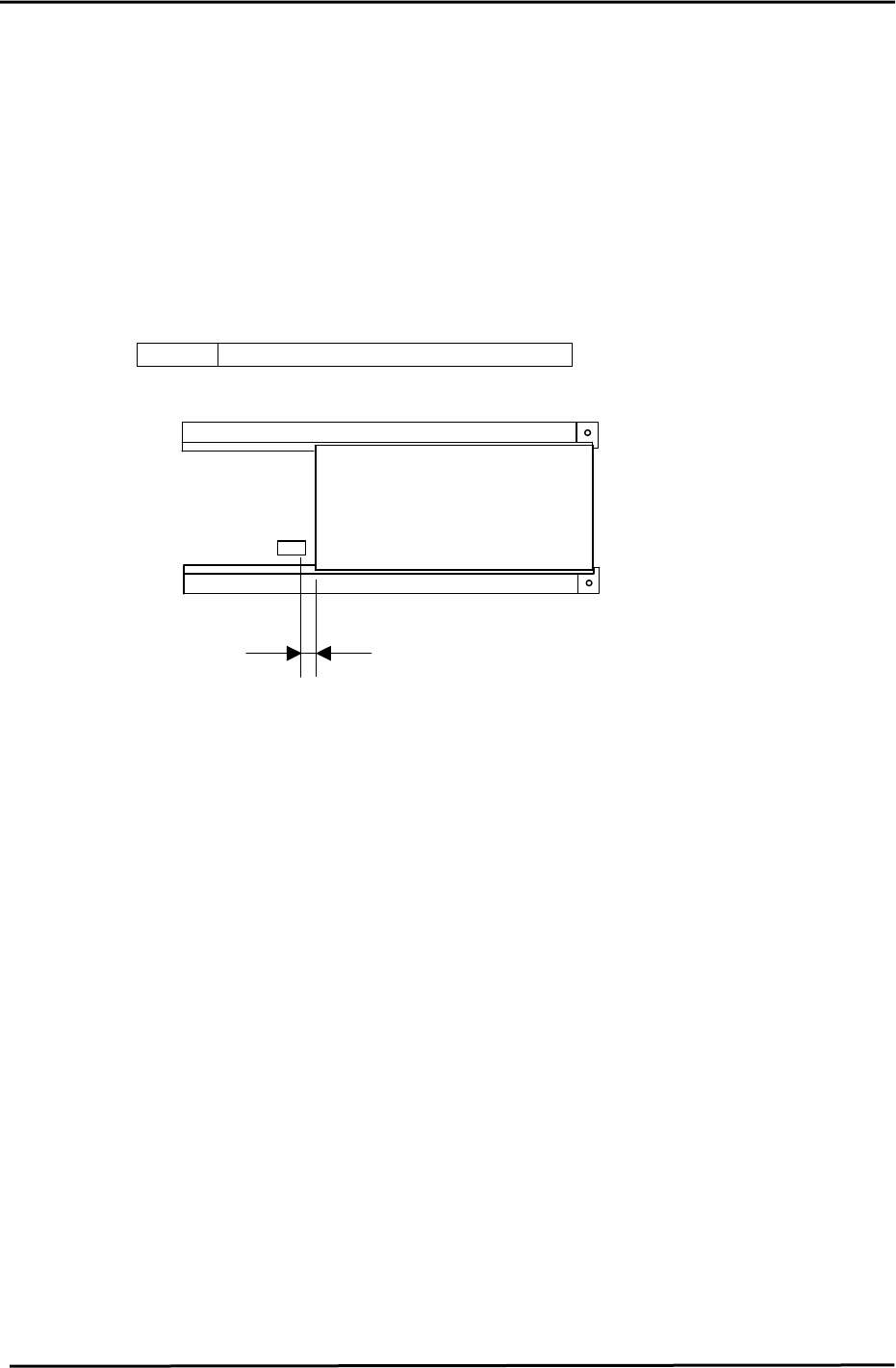
5.25 2nd PCB Confirmation Sensor Positioning
1. Position the 2
ND
Pcb confirmation sensor beam 2mm away from the trailing edge of the
maximum length board.
2. Confirm that carrier does not interfere with the sensor bracket when the conveyor width is set
to minimum.
Note: The purpose of this sensor is to protect against the loading of PCBs longer than those
described in the machine specifications.
<I/O → STANDARD → IN>
X0B0 IN CONVEYOR PANEL IN CHECK
Max length Pcb
CP-732/733E (356mm)
CP-742/743(M)E (457mm)
2mm
Figure 49
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
5-25
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 5. Loader and Conveyor Adjustment [26/28]
5.26 Loader Cylinder Adjustment
Adjustment of Cylinder Controller
1. Press [Maintenance] Æ [Loader Cylinder Adjustment] to enter the cylinder adjustment command.
2. Select the item number of the cylinder, which is going to be adjusted or calibrated.
3. Press [Times], and enter “10”.
4. Pressing [START] will activate “Waiting for START button”. Press [START] to calibrate.
Results of the 10 movements Max (ms) and Min (ms) will be displayed after the calibration. Adjust
the cylinder controller so that the results are within the appropriate ranges shown below.
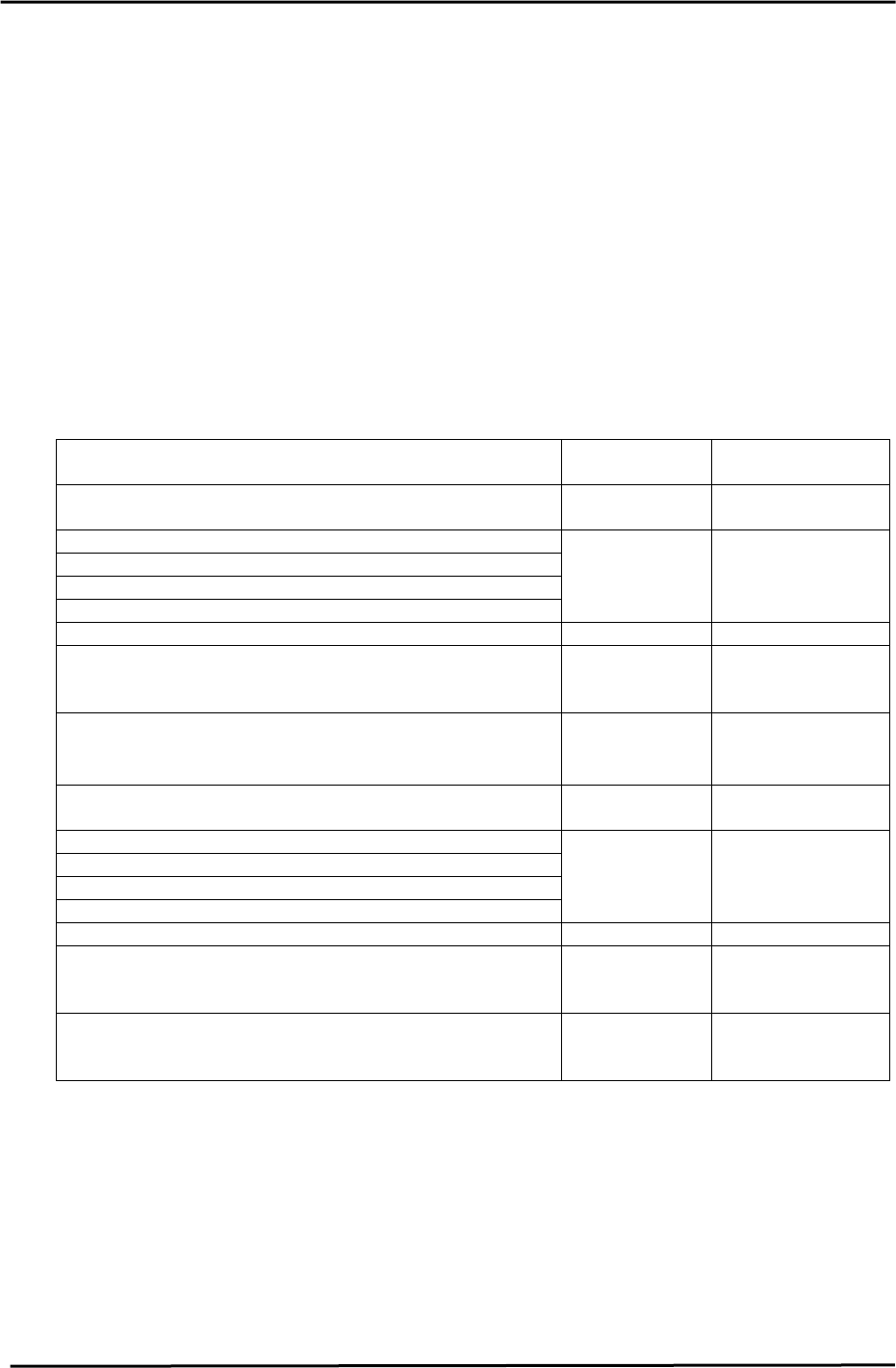
* As for the Carrier and XY table open/close time, check the total time for clamping & unclamping.
*CP-732/733E
Calibration Item No.
Time (ms)
Flow Control
Position
1.In-Lifter Up/Down 1500 ± 50
0.5 rev. from
fully closed.
2.In-Carrier Clamper Advanced Limit (Fixed side)
3.In-Carrier Clamper Advanced Limit (Adjustable side)
4.In-Carrier Clamper Retract Limit(Fixed side)
5.In-Carrier Clamper Retract Limit (Adjustable side)
Less than
300
No flow control
6.In-Carrier Return 3000 ± 150 (See Page 5 -28)
7.In-Carrier Loading
Fill in the
measurement
result
8.Main Clamper (Fixed side) Less than 300
6 rev. from
fully closed
9.Out-Lifter Up/Down 1500 ± 50
0.5 rev. from
fully closed.
10.Out-Carrier Clamper Advanced Limit (Fixed side)
11.Out-Carrier Clamper Advanced Limit (Adjustable side)
12.Out-Carrier Clamper Retract Limit (Fixed side)
13.Out-Carrier Clamper Retract Limit (Adjustable side)
Less than
300
No flow control
14.Out-Carrier Return 3000 ± 150 (See Page 5 -28)
15.Out-Carrier Loading
Fill in the
measurement
Result
16.Main Clamper (Adjustable side)
Less than
300
135±10
6 rev. from
fully closed
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
5-26
FK-9F98-27 CP-7 Series Training Text for Service Engineers
Edition 6.0 Chapter 5. Loader and Conveyor Adjustment [27/28]
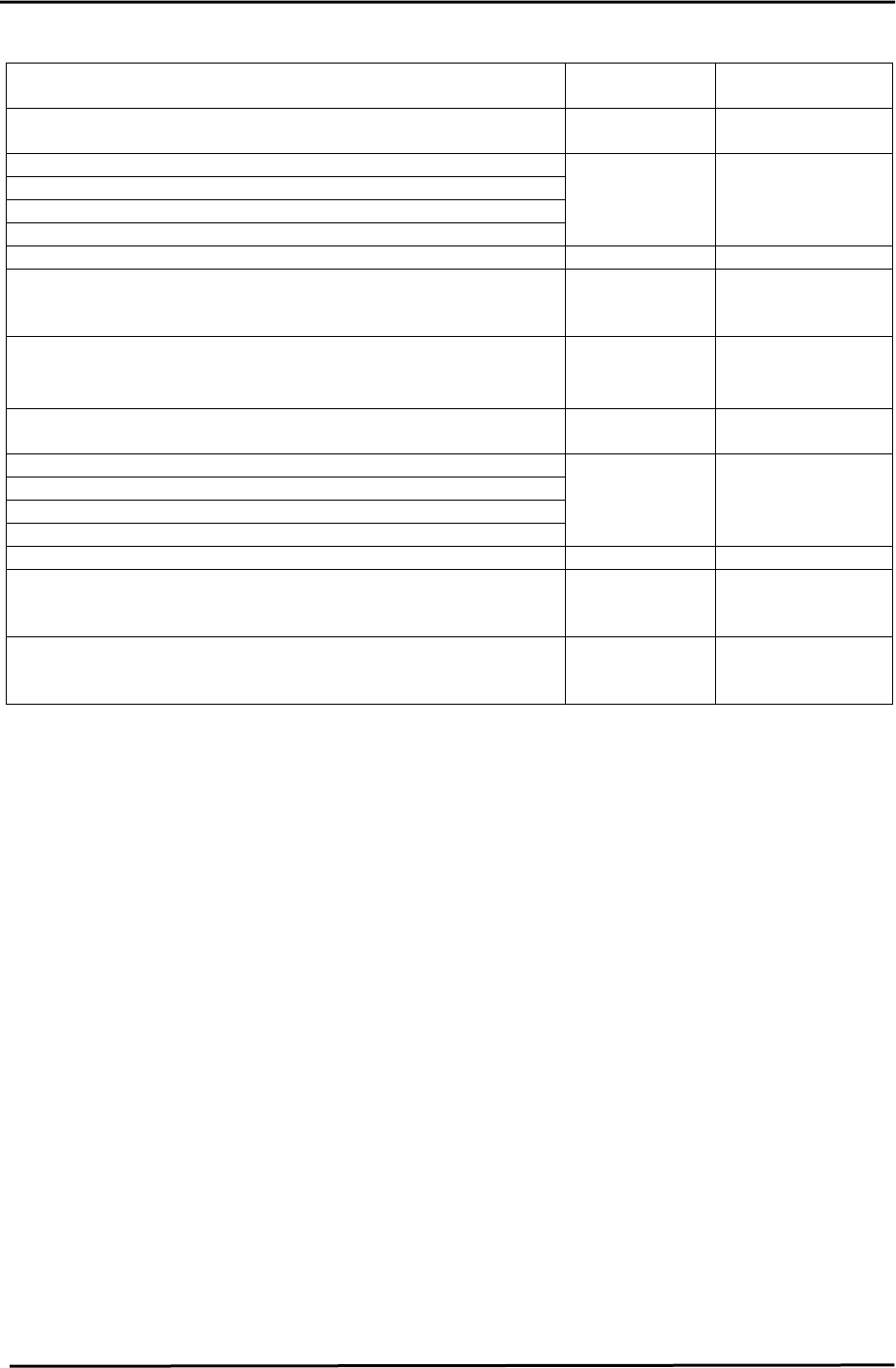
*CP-742/743(M)E
Calibration Item No.
Time (ms)
Flow Controls
(Ref.)
1.In-Lifter Up/Down 1500 ± 50
0.5 rev. from
fully closed.
2.In-Carrier Clamper Advanced Limit (Fixed side)
3.In-Carrier Clamper Advanced Limit (Adjustable side)
4.In-Carrier Clamper Retract Limit(Fixed side)
5.In-Carrier Clamper Retract Limit (Adjustable side)
Less than
280
No flow control
6.In-Carrier Return 3500 ± 150 (See Page 5 -28)
7.In-Carrier Loading
Fill in the
measurement
result
8.Main Clamper (Fixed side)
Less than 280
(135 ± 10)
6 rev. from
fully closed
9.Out-Lifter Up/Down 1500 ± 50
0.5 rev. from
fully closed.
10.Out-Carrier Clamper Advanced Limit (Fixed side)
11.Out-Carrier Clamper Advanced Limit (Adjustable side)
12.Out-Carrier Clamper Retract Limit (Fixed side)
13.Out-Carrier Clamper Retract Limit (Adjustable side)
Less than
280
No flow control
14.Out-Carrier Return 3500 ± 150 (See Page 5 -28)
15.Out-Carrier Loading
Fill in the
measurement
Result
16.Main Clamper (Adjustable side)
Less than
280
135±10
6 rev. from
fully closed
Note: Regarding the adjustment for the main clamper closed time on the reference and movable
sides, adjust the slower main clamper to 135±10.
*When the value is out of tolerance for items without flow controls, check the pneumatic tubing for kinks and
plastic ties which are too tight.
Fuji Machine Mfg. Co., Ltd. (Okazaki)
SMT Equipment Quality Assurance Dept.
CS Section
5-27