1OM-1321-005_w.pdf - 第144页
5-19 Tg1297-ID-GU 1.3 印刷スクリーン製版仕様 (5) スクリーン版材質とスクリーン認識マークの設定 (5.1) スクリーン版の材質 • ステンレス製のメタルマスクまたはフルアディティブ Ni 製のメタルマスクを推奨します。 • Cu-Ni のメタルマスクは、表面の光沢が強いために認識 が不安定にな りますので、 マスク表面をつ や消し処理 ( ス クリーン認識マークを中心として 10 × 10 mm の範囲 ) し…
5-18
Tg1297-ID-GU
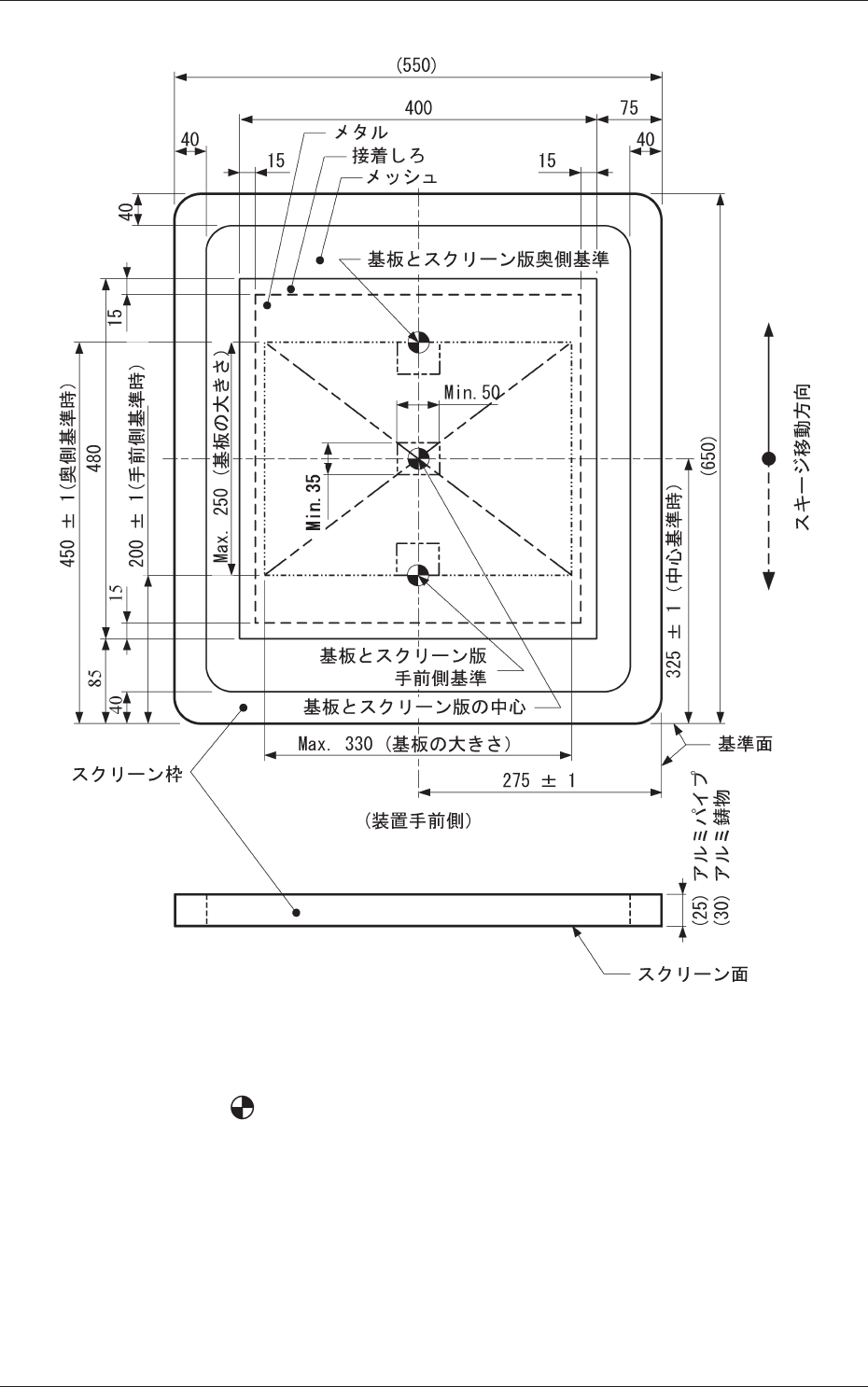
(4) スクリーン枠の大きさ 550
×
650 mm の場合 ( 縦長
)
単位:mm
Fig. 1E4
注 : (a) 2 点鎖線は、基板の外形を示します。
(b)
印に位置するようにパターンを焼き付けてください。
(c) メッシュ仕様では、全面がメッシュとなります。
メタルコンビ仕様では、“400
×
480 mm”のメタルを Fig.
1E4 の位置としてください。
(d) スクリーン版中心基準を使用するときは、幅方向 (Y 方向 )
が 100 mm 未満の基板には印刷できません。
1.3 印刷スクリーン製版仕様
0607-002

5-19
Tg1297-ID-GU
1.3 印刷スクリーン製版仕様
(5) スクリーン版材質とスクリーン認識マークの設定
(5.1) スクリーン版の材質
•
ステンレス製のメタルマスクまたはフルアディティブ Ni
製のメタルマスクを推奨します。
•
Cu-Ni のメタルマスクは、表面の光沢が強いために認識
が不安定になりますので、マスク表面をつや消し処理 (ス
クリーン認識マークを中心として 10
×
10 mm の範囲 )
し、光沢を低減することが必要です。
注 : スクリーン認識マークは、周囲に対して十分なコ
ントラストが得られること。 ( 誤認識防止
)
マスク表面にハニカム加工を行う場合は、スク
リーン認識マークを中心として 10
×
10 mm の範
囲にハニカム加工を行わないでください。
(5.2) スクリーン認識マークの設定位置
•
基板に設定した基板認識マークの位置と同じ位置へ設定
することを推奨します。
•
精度を高めるために、スクリーン版製作用エッチングポ
ジフィルムは、基板製作用導体ランドポジフィルムと必
ず同一品をご使用ください。
注 :
指定したウインドウ内には、スクリーン認識マー
クの他にスクリーン認識マークと類似したパター
ンなどの認識するものがないこと。
(5.3) スクリーン認識マークの形状
•
基板に設定した基板認識マークの形状と同一のものを推
奨します。ただし、スルーホールと角ランドを除きます。
•
スクリーン認識マークの形状および寸法の詳細は、“認
識マークの説明”を参照してください。
0602-001
5-20
Tg1297-ID-GU
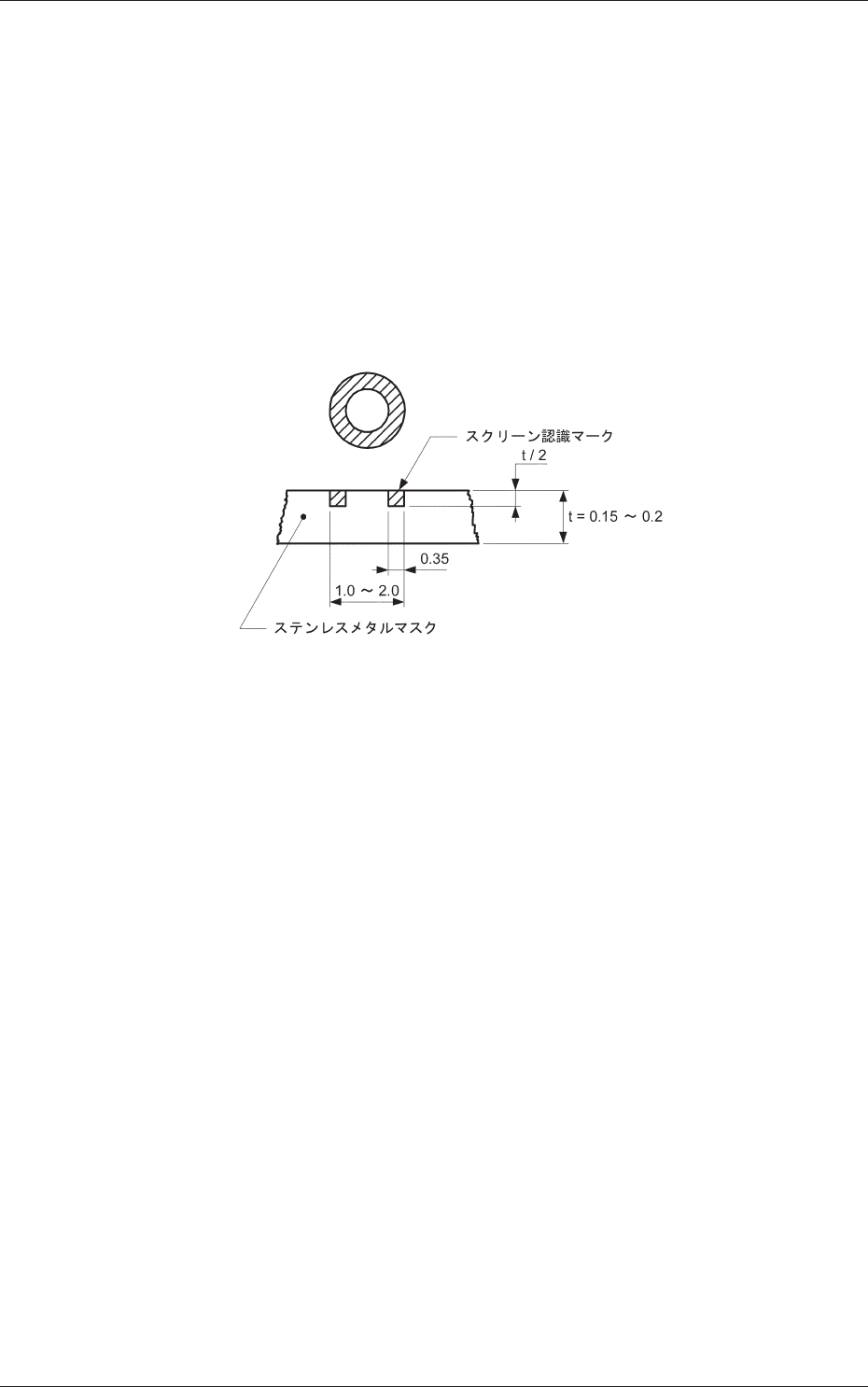
(5.4) スクリーン認識マークの製作方法
製作方法:
•
スクリーン認識マークのみハーフエッチングを行って溝
を作り、その溝部にエポキシ樹脂接着剤にカーボンパウ
ダを練り込んだものを埋め込みます。
•
接着剤硬化後、スクリーン認識マーク面とマスク上面と
が平行 ( 表面に対して ) になるように仕上げてく
ださい。
注: スクリーン認識マークは、抜き穴も可能。ただし、
穴周囲にソルダペーストが付着していないこと。
製作例:
単位 : mm
Fig. 1E5
参考材質:
•
エポキシ樹脂 /
住友 3M/ 基材 1838B、硬化剤 1838A
•
カーボンパウダ / 西村黒鉛 / 土状黒鉛、粒度 1.5
µ
m
1.3 印刷スクリーン製版仕様
0
-0.05
0602-001