00198374-02_UG_OSC-Paket_R18-2_DE_EN.pdf - 第18页
4 Arbeiten mit den OSC-Funktionen 4.1 Bestückung von Snap-In-Bauelementen (ab R16-2) 18 Bedienungsanleitung OSC Package User Guide OSC-Paket 11/2018 Schritt 6: Stationssoftware ► Überprüfen Sie alle Bestückpositionen am …
4 Arbeiten mit den OSC-Funktionen
4.1 Bestückung von Snap-In-Bauelementen (ab R16-2)
Bedienungsanleitung OSC Package User Guide OSC-Paket 11/2018 17
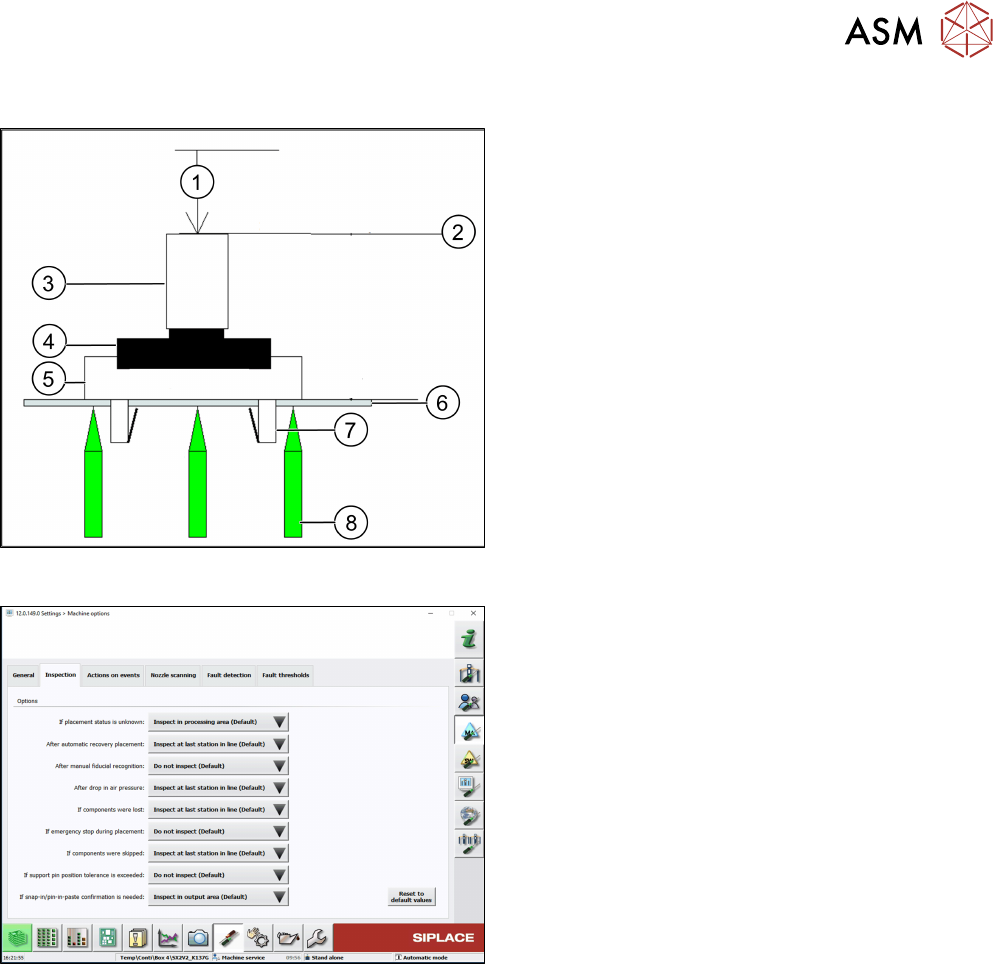
Korrektes Einrasten nach Angabe eines korrekten Z-Schwellenwerts
1. Z-Achsenposition = 0
2. Z-Achse= Referenzposition
3. Segment
4. Greifer
5. Snap-In-Bauelement
6. Leiterplatte
7. Einrastmechanismus
8. Support-Pin
Schritt 5: Stationssoftware
► Konfigurieren Sie eventuell den Inspektionsplatz
unter Machine options – Inspection – If snap-in/
pin-in-paste confirmation is needed.
(DE: Maschinenoptionen – Inspektion – Wenn die
Snap-In-/Pin-in-paste-Bestätigung erforderlich ist
)
(Voreinstellung: Inspect in output area
(DE: In Ausgabesektion überprüfen).
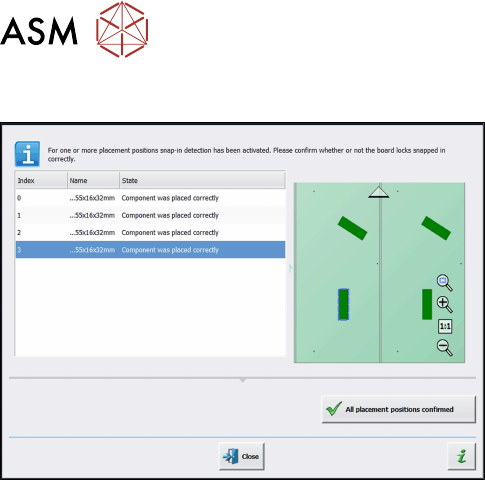
Wenn die Leiterplatte in die Ausgabesektion eingefahren wird, wird eine detaillierte Meldung ange-
zeigt.
Die Meldung beinhaltet:
●
Die Position der Leiterplatte in der Maschine.
●
Eine Liste mit allen Bestückpositionen auf der Leiterplatte, die bestätigt werden müssen.
●
Eine grafische Leiterplattenübersicht, in der die ausgewählten Elemente in der Liste hervorge-
hoben sind.
Es gibt zwei Optionen für jede Reihe in der Liste:
● Component was placed correctly (DE: Bauelement wurde korrekt bestückt)
Die Z-Höhe wird als gut für die Snap-In-Erkennung eingestellt.
● Repeat measurement (DE: Messung wiederholen)
Die gemessene Höhe wird ignoriert und der Benutzer muss die Höhe bestätigen, wenn das
nächste Bauelement bestückt wird. Die Leiterplatte bleibt zur Inspektion markiert.
Nachdem die Ergebnisse für alle Bestückpositionen eingestellt sind, müssen die Einstellungen be-
stätigt werden.
4 Arbeiten mit den OSC-Funktionen
4.1 Bestückung von Snap-In-Bauelementen (ab R16-2)
18 Bedienungsanleitung OSC Package User Guide OSC-Paket 11/2018
Schritt 6: Stationssoftware
► Überprüfen Sie alle Bestückpositionen am In-
spektionsplatz.
► Bestätigen Sie alle Bestückpositionen mit der
Schaltfläche All placement positions confirmed.
(DE: Alle Bestückpositionen bestätigt).
Danach wird die Bestückung automatisch fortgesetzt.
4.1.3 Verbesserung beim Teachen (ab R18-2)
Wenn die nächste Leiterplatte in der Eingabesektion liegt, wird sie in den Bearbeitungsbereich ein-
gefahren aber erst bestückt nachdem die Einstellungen für die erste Leiterplatte bestätigt wurden.
4 Arbeiten mit den OSC-Funktionen
4.2 Stereo-Messung für THT-Stifte (ab R16-2)
Bedienungsanleitung OSC Package User Guide OSC-Paket 11/2018 19
4.2 Stereo-Messung für THT-Stifte (ab R16-2)
Für die korrekte Bestückung von Bauelementen mit THT-Stiften (Through Hole Technology) ist es
wichtig, die Position der Spitze jedes Stifts genau zu erkennen und zu messen, um die Stifte in die
Löcher auf der Leiterplatte einzupassen. Da die Stifte oft unterschiedliche Formen und Längen
haben, ist es sehr schwierig oder unmöglich, mit herkömmlichen 2D-Messungen die Mitte jeder
Spitze genau zu lokalisieren. Darüber hinaus können Reflexionen und andere Strukturen des Bau-
elements das Bild der Spitze stören und die Kamera bei einer 2D-Messung daran hindern, die
THT-Stiftposition genau zu bestimmen.
Deswegen ist der Prozess Stereo-Messung für THT-Stifte eingeführt worden, um THT-Stifte genau
und robust zu messen. Die Stereo-Messung kann für alle Bauelemente mit Stiften von den Typen
THT Rundstift und THT Vierkantstift verwendet werden.
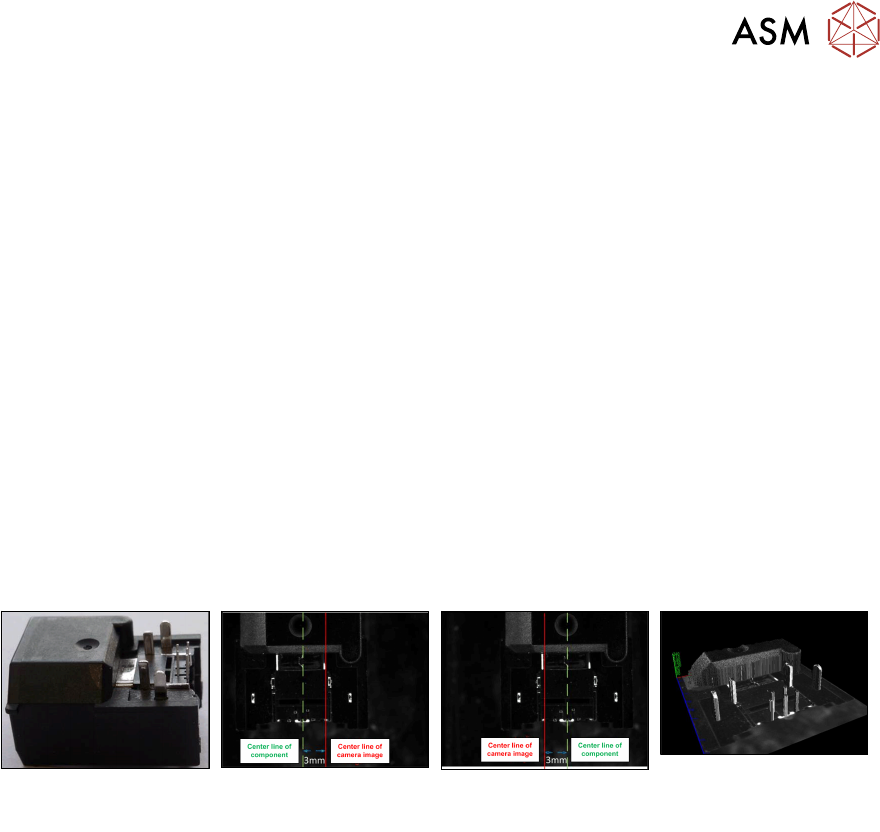
Bei der Stereomessung werden mindestens zwei Bilder per Bauelement aufgenommen. Zwischen
den beiden Bildaufnahmen wird das Bauelement in X-Richtung bewegt, um Bildaufnahmen des
Bauelements aus zwei verschiedenen Perspektiven zu erhalten. Durch den Stereo-Vergleich wird
aus diesen beiden Bildern ein Höhenbild berechnet und ein 3D-Bild erstellt, in dem die Strukturen
des Bauelements sehr detailliert angezeigt werden. Abhängig von der Entfernung zur Kamera wird
ein Objektpixel an unterschiedlichen Punkten auf der X-Achse in den Stereo-Bildern angezeigt.
Anhand der Position eines Objektpixels im jeweiligen Stereobild lässt sich dann dessen Abstand
zur Kamera berechnen. Bei Bedarf kann der Verfahrweg geändert werden.
Beispiel
Original Bauelement Linke Aufnahme Rechte Aufnahme 3D-Bild als Ergebnis
der beiden Messungen
Voraussetzungen
●
Die Messbarkeit der Merkmale hängt von der Merkmalgröße, vom Erscheinungsbild der Merk-
male und den Hintergrundstörungen ab.
●
THT Rundstifte und THT Vierkantstifte sind für die Stereo-Messung zulässig.
●
Stationäre Kameratypen 25 oder 33 sind erforderlich.
●
Minimale Merkmalgröße 145 µ = 9 Pixel:
Kameratyp 25 = 145 µ
Kameratyp 33 = 360 µ
●
Minimale Merkmalhöhe: minimaler Abstand zwischen Stiftspitze und Hintergrund:
Kameratyp 25: 1,0 mm
Kameratyp 33: 2,0 mm
Empfehlung: Beinchenhöhe >= (3 * <Höhenauflösung>)
Die Höhenauflösung hängt vom Verfahrweg zwischen linkem und rechtem Bild ab.
Beim Standardverfahrweg gelten folgende (Pixel-)Höhenauflösungen:
Kameratyp 25: 0,49 mm
Kameratyp 33: 0,9 mm