操作手册.pdf - 第127页
AV131 操作手册 5.4 元件供 给部的运行模 式 D79OCC-31- 100-A0 5.4- 6
AV131
操作手册
5.4 元件供给部的运行模式
D79OCC-31-100-A0
5.4-5
5.4.4 返回原点 (60 站设备)
进行原点复归时,根据运转模式和动作模式的不同,Z 工作台的动作也有所不同,因此,请详细确认机器周围
的安全。
6.
1. 调整机器时的原点复归
ZR 工作台 → 返回 ZR 工作台原点 (备用位置)。
=提示=
ZR 工作台从负 (-) 方向返回。
在更换元件备用位置的 ZR 工作台不返回它的原点。
2. 生产时的原点复归
ZR 工作台移到元件供给位置 (Z1)。(如果接通电源以来它一直没有返回过原点,则它先返回原点,再移到
元件供给位置)
=提示=
当 ZR 工作台在备用位置上进行元件的更换时,它一直到元件更换完毕后才能移动。(显示器显示出
错信息)。
当设定多个原点时,它会移动到多原点相关的元件供给位置 (Z1)。
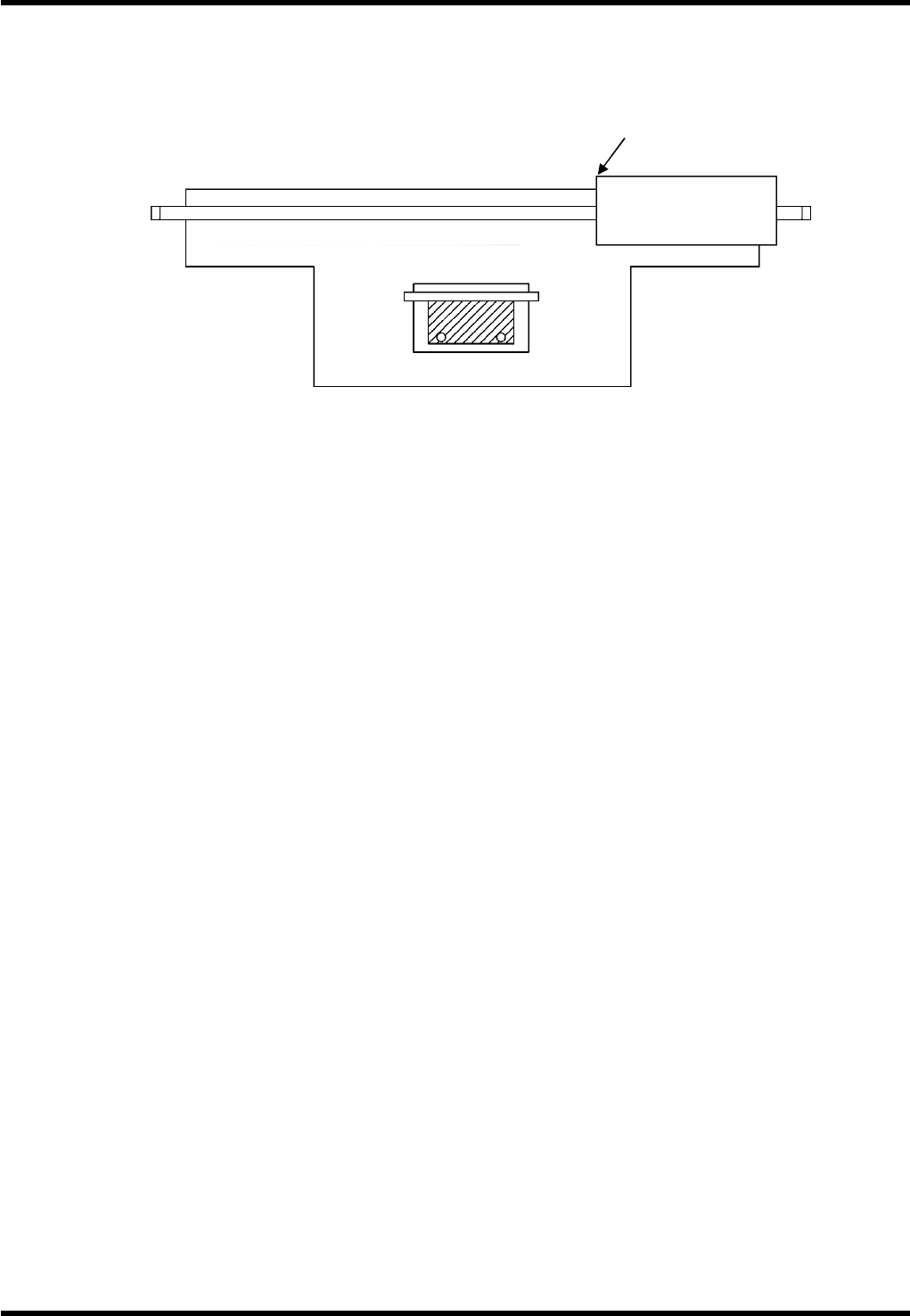
ZR 供给部的原点/备用位置
X-Y 工作台
ZR 供给部

AV131
操作手册
5.4 元件供给部的运行模式
D79OCC-31-100-A0
5.4-6
AV131
操作手册
5.5 元件的设定
D79OCC-31-070-A0
5.5-1
5.5. 元件的设定
D79OCC-31-070-A0
5.5.1 元件的设定
设定元件的步骤
1.
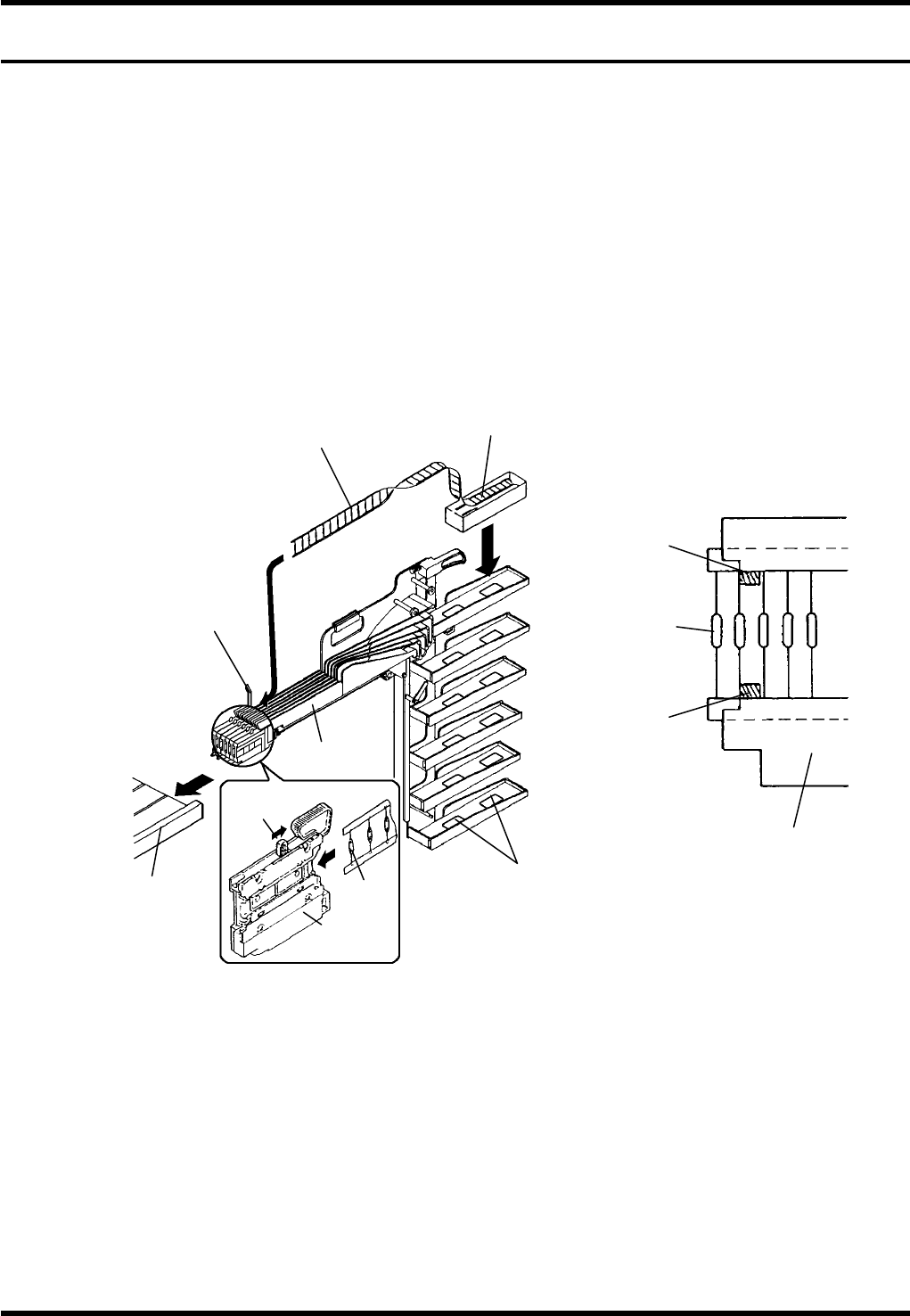
1. 将扁平封装的元件带放入料架。(当设定为 26 mm 元件带时应调整好隔板)。
2. 将装卸杆向后拉,取下供料器。
3. 将元件从扁平包装里拉出到供料器的安装位置,同时注意不可扭曲元件带。
4. 将供料器装卸杆向后拉,降低钩环。
5. 将元件插入供料器,将元件装在使供料器端部的钩环插入到元件前面的第 2 和第 3 个元件之间,再将杆返回
到原位。
6. 将供料器装在料架上,将装卸杆返回到原位置。
7. 将料架插在元件供给部的导轨之间。慢慢推入,直到料架定位销进入定位销孔为止。
设定好元件以后,应检查以下各点。
元件的引线应无弯曲。
从供料器顶端钩环处应伸出 2 个元件。
两个钩环应处于元件带内,卡在两元件引线之间。(钩环从元件带内侧穿出)。
元件供料器的调整杆和杠杆应在它们的安装位置。
在导轨和料槽上应无灰尘和其他杂质。(如有,则应予清除)。
料槽的定位销妥善装入定位销孔。
以上各项检查完毕后,关上安全防护盖盖,起动插件机。
元件带
元件
供料器装卸杆
元件供给部
杠杆
供料器
隔板
料架
供料器
元件
钩环
钩环
元件