操作手册.pdf - 第46页
AV131 操作手册 3.2 机器动 作 D79OCC-13- 100-A0 3.2- 5 动作简略图(工序 C ) 说明 插件部携带电子 元件移向基板, 将元件插 在基板指定的点 上。 砧座部切断并弯 曲插入元件引 线。 切屑由废料容器 收集起来。 以上工序 A 、 B 和 C 是同时进行 的。 对中功能 对中夹通过从两 边夹持元件已 使元件居中。 本工序适用于元 件编带精度不 在标准范围 (26 .0 +0.2 以外 ) 内时的…
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-4
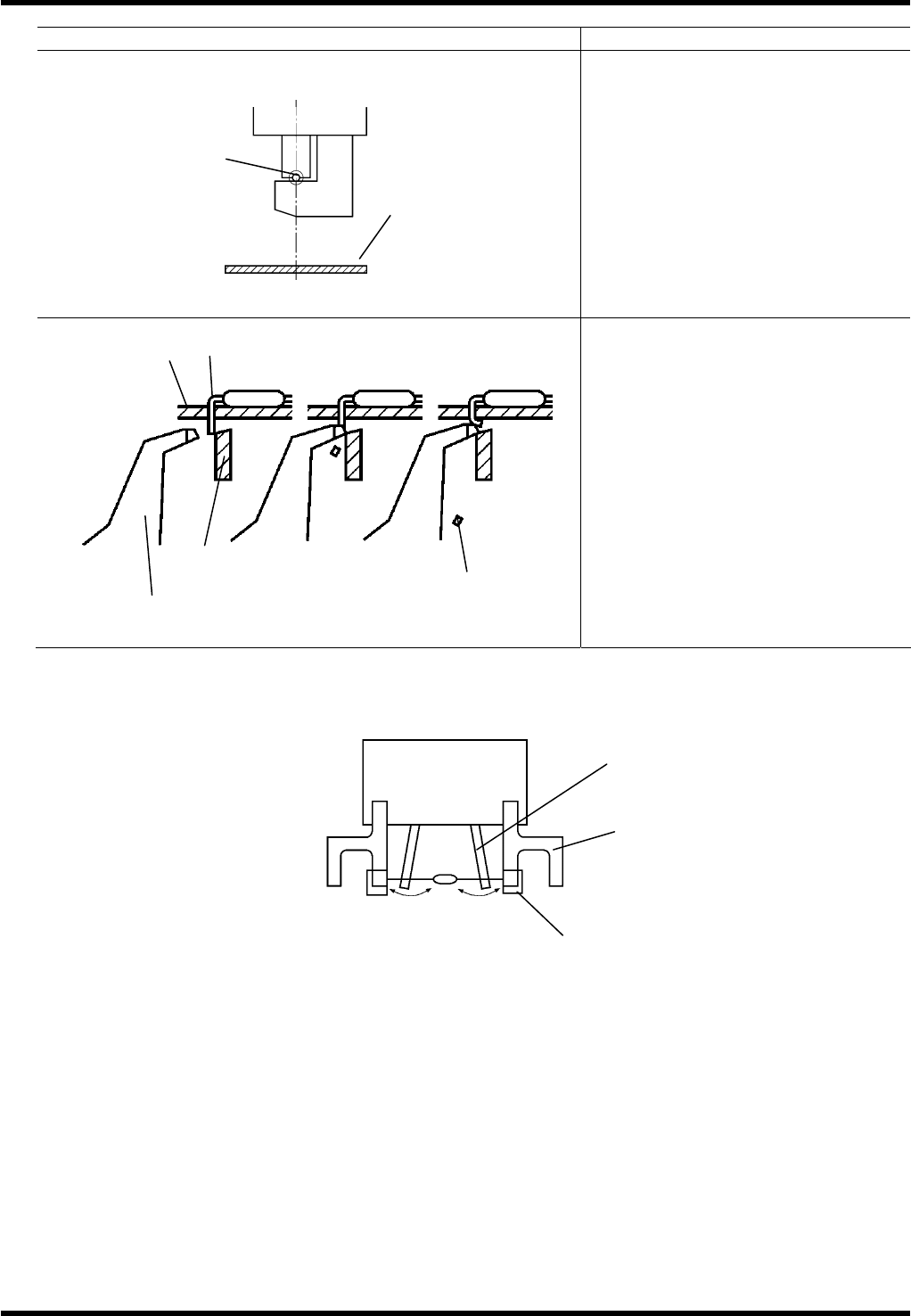
动作简略图(工序 B) 说明
3 号夹执行工序 A。
2 号夹下行至滑动夹,将携带的电子元件
交给滑动夹。
滑动夹携带电子元件移至插件部。
在滑动夹夹住电子元件的编带时,插件部
将元件引线切断并成形。
当滑动夹回到其原点位置时,将编带切屑
排出。废料通过管道收集起来。
4 号夹
1 号夹
2 号夹
3 号夹
电子元件
滑动夹
A
插件部
滑动夹
电子元件
A 向视图
插件部
滑动夹
滑动夹
插件部
编带切屑
管道
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-5
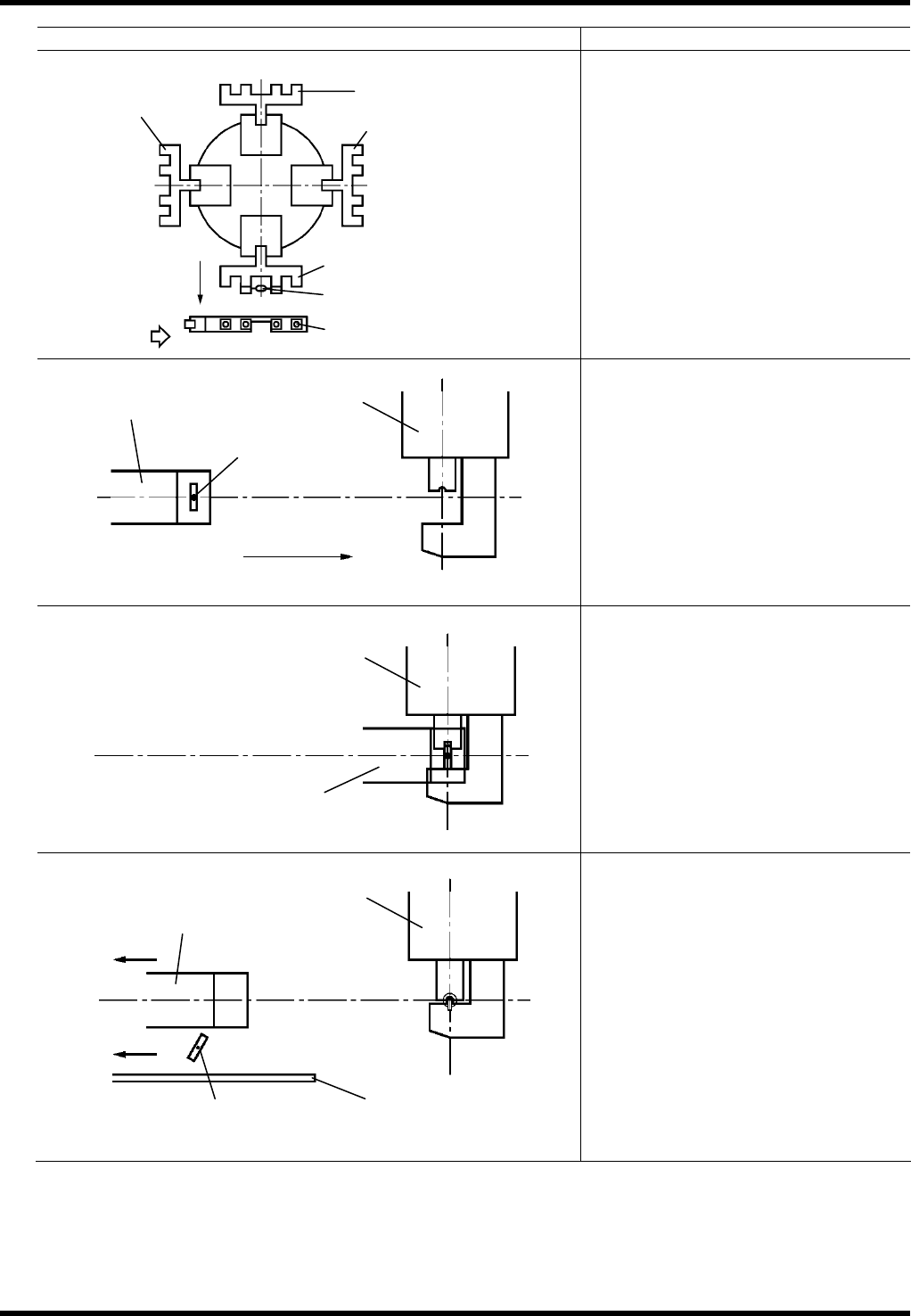
动作简略图(工序 C) 说明
插件部携带电子元件移向基板,将元件插
在基板指定的点上。
砧座部切断并弯曲插入元件引线。
切屑由废料容器收集起来。
以上工序 A、B 和 C 是同时进行的。
对中功能
对中夹通过从两边夹持元件已使元件居中。
本工序适用于元件编带精度不在标准范围 (26.0
+0.2
以外) 内时的 5 mm 间距电阻 (长度 3.4 mm)。
=注意=
此对中法不得用于诸如玻璃二极管之类的易碎元件、。因为可能会损坏这些元件 (这些元件的外层在
对中过程中可能会剥落、破损或碎裂)。
== 对中功能的选择参阅 ‘编程 / 元件数据生成 / 元件数据的设定项目’。
=注意=
对中精度会随编带的尺寸和元件边缘表面形状的不同而异,应在实施对中功能并检查其精度后再使用。
插件部
电子元件
基板
引线
基板
折弯座
切刀和折弯器
切屑
定中心
夹具
编带
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-6
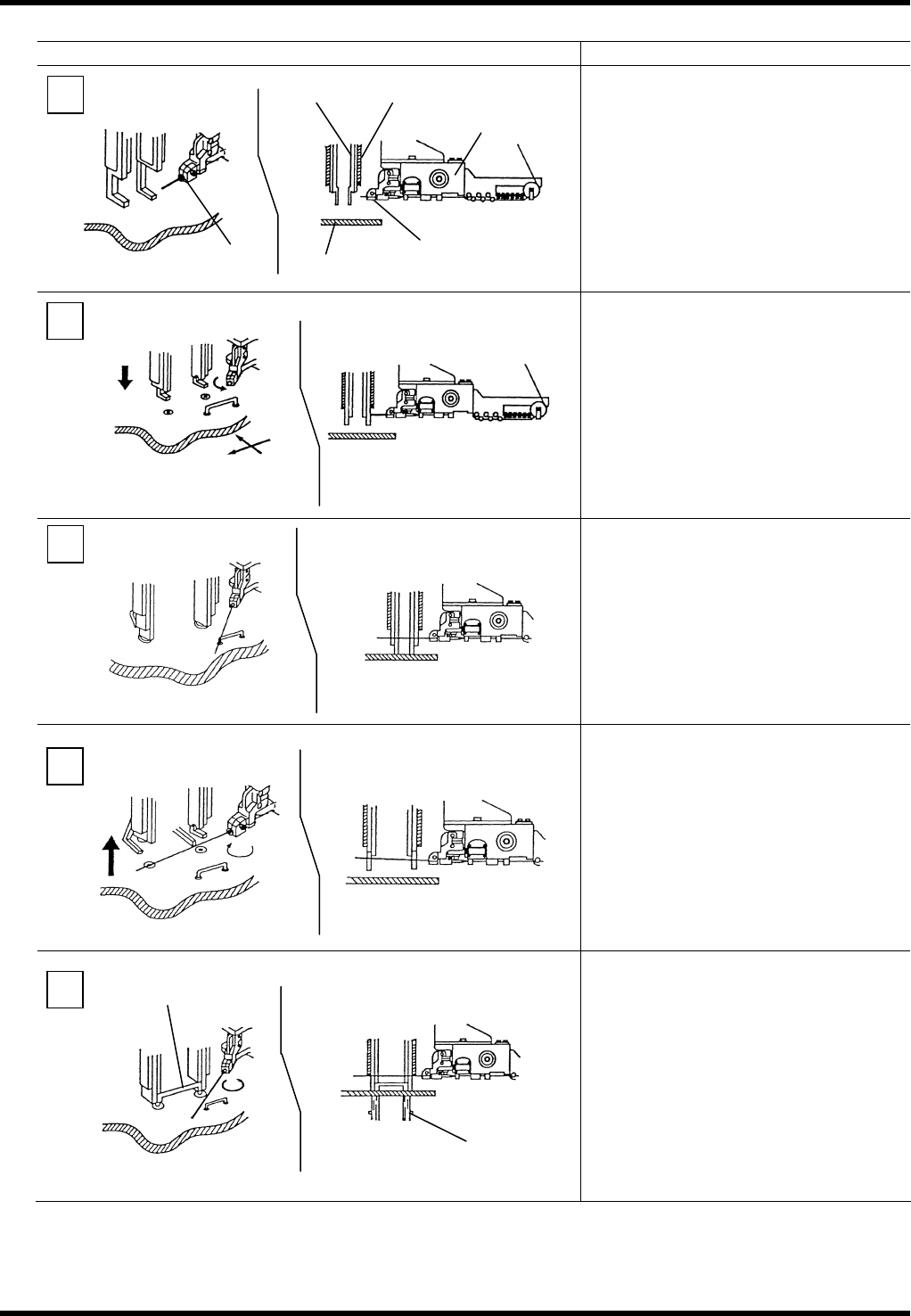
插入跳线(选项)
动作简略图 说明
X-Y 工作台移动,将基板置于正确的
位置。
当发出跳线插入指令时,X-Y 工作台运
动到跳线单元侧。
在跳线装置置于正确位置之后,插件头
开始旋转,开始插入。
插件头旋转时,喷嘴会通过凸轮操作向
外振荡。
在跳线供给同步位置,跳线进给一个插
入跨距。
插件头开始空转。
推进器和插入导板上升,振荡喷嘴朝推
进器和插入导板的方向旋转。
推进器和插入导板降低,折弯跳线,将
其插入到基板中。
在插入动作的同时吸嘴向外侧摇动,将
下一区段的跳线移送与插入跨距相当
的一段距离。
1
2
3
4
5
基板
喷嘴
推进器
插入导杆
喷嘴
跳线装置
XY 配置移动
基板
跳线
砧座部