操作手册.pdf - 第135页
AV131 操作手册 6.1 故障机 器排除方法详 表 D79OCC-90- 070-A0 6.1- 4 现象 1 现象 2 有可能的原因 排除方法 2. 经过全部孔自补 偿 后,几乎都在同 一 插入方向 ( 例如 经常在 X 方向 ) 。 2. 经过全部孔的自 补偿后, 基板上的孔与它 的插件部 的偏差仅分布在 X , Y , - X 和 -Y 插入 方向中的前方 。 例如 X 方向 Y 方向 注 ) 当一端引线由于 孔位置的偏 差而…
AV131
操作手册
6.1 故障机器排除方法详表
D79OCC-90-070-A0
6.1-3
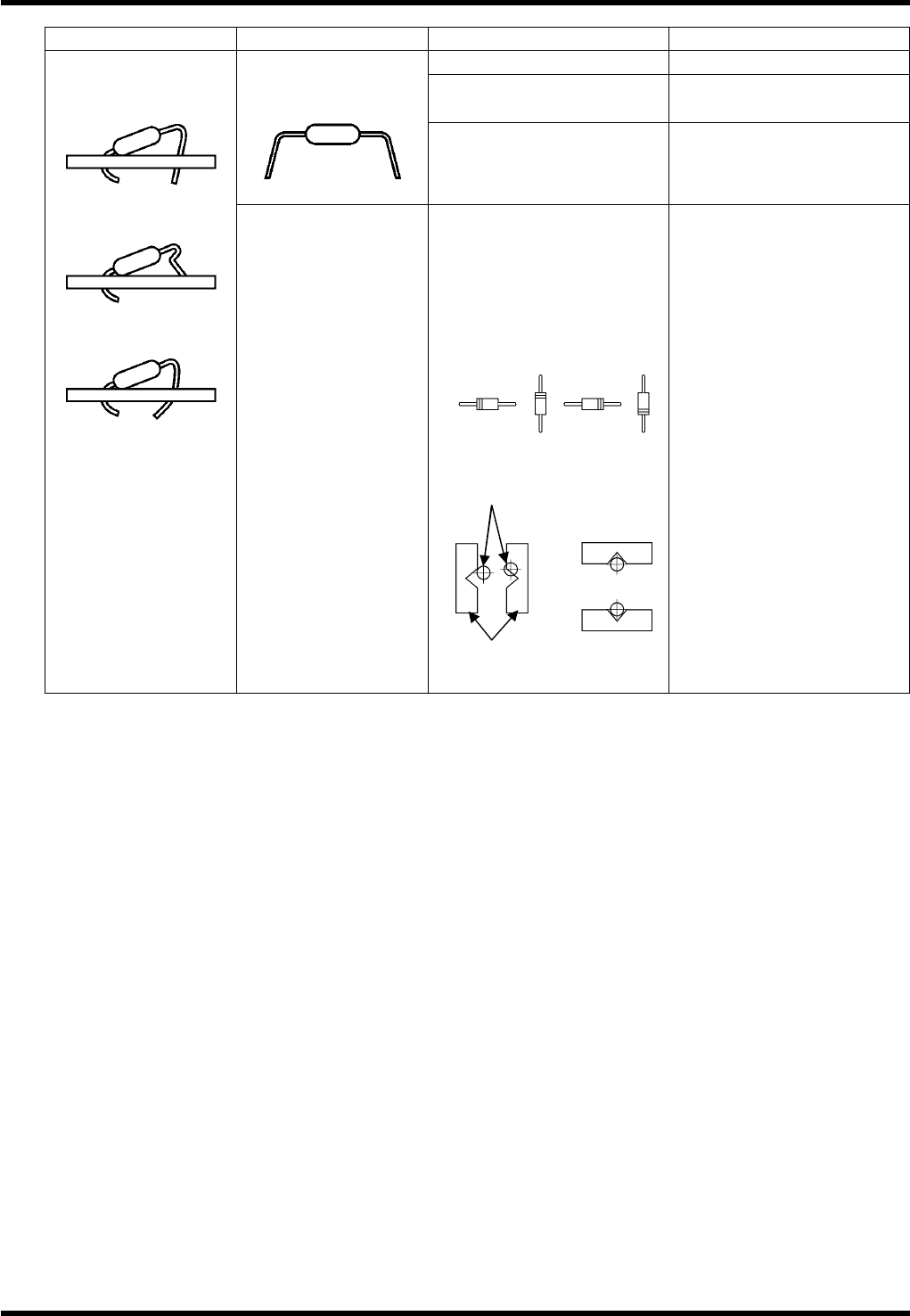
现象 1 现象 2 有可能的原因 排除方法
1. 推杆或弯曲模磨损。 如确已磨损应予更换。
2. 推杆与弯曲模之间的左右
侧间隙都比标准值大。
重新调整。
1. 在手工成形时,左右
引线弯曲不均匀。
3. 弯曲模与插入导轨之间的
左右侧间隙都比标准值大。
重新调整。
3. 一端引线插入不良
(引线突起)
2. 经过全部孔自补偿
后,几乎都在同一
插入方向。
(例如 经常发生在
X方向。)
1. 经过全部孔的自补偿后,
基板上的孔与它的插件部
的偏差仅分布在 X,Y,
-X和-Y 插入方向中的一个
方向 (通过插件头示教来
检查)。
插入偏差方向的自补偿数值。
例如 在左边:
对 X 方向插入
X+0.05 Y+0.05
例如 X方向 Y方向
插入孔
插入导轨
AV131
操作手册
6.1 故障机器排除方法详表
D79OCC-90-070-A0
6.1-4
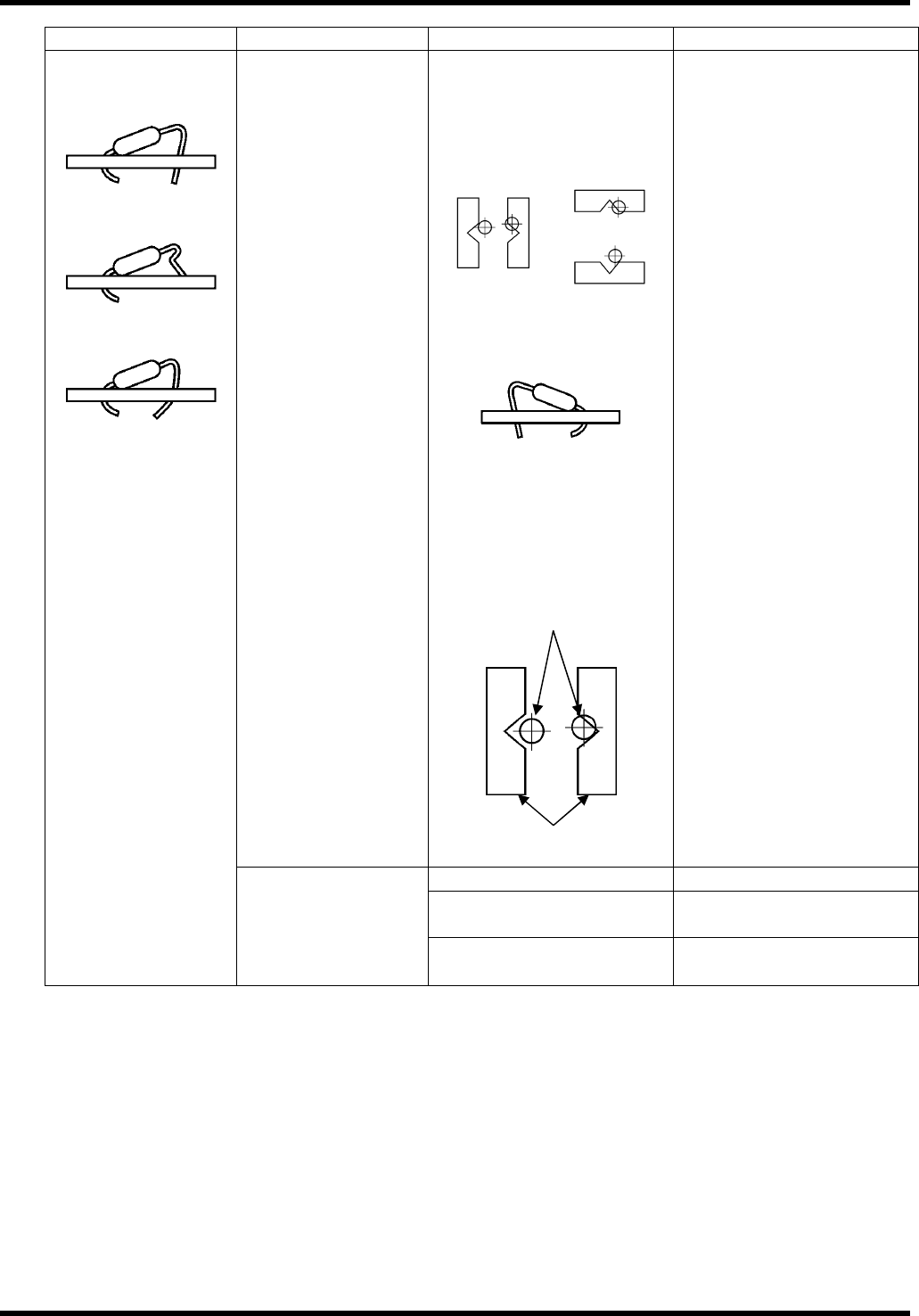
现象 1 现象 2 有可能的原因 排除方法
2. 经过全部孔自补偿
后,几乎都在同一
插入方向 (例如
经常在 X 方向)。
2. 经过全部孔的自补偿后,
基板上的孔与它的插件部
的偏差仅分布在 X,Y,
-X和-Y 插入方向中的前方。
例如 X方向 Y方向
注)
当一端引线由于孔位置的偏
差而突起时:
例如 一个孔位置偏向突起引
线对面一侧 (见下图所示) 时
往往可以见过以上情况。(此
时,干涉数据的补偿止输入正
值,而摄象机补偿值为负值。)
输入摄象机的补偿值。
例如 在左边:
X -0.05
Y -0.05
(注意干涉数据补偿值和摄象
机补偿值的数值符号 (+,-)
的差异,即使便移是在同方
向。)
注意)
当改变了摄像机补偿值以后,
务必在在重新选择程序后再
进行所有孔的自补偿。
1. 基准销尺寸不合适基板。 用正确尺寸的基板销。
2. 轨道调整得过宽,超过
标准值。
调整为比基板宽 0.05 mm。
3. 一端引线插入不良
(引线突起)
3. 轨道上基板松动。
3. 防止基板松动的系统调整
不当。
重新调整。
插入孔
插入导轨
AV131
操作手册
6.1 故障机器排除方法详表
D79OCC-90-070-A0
6.1-5
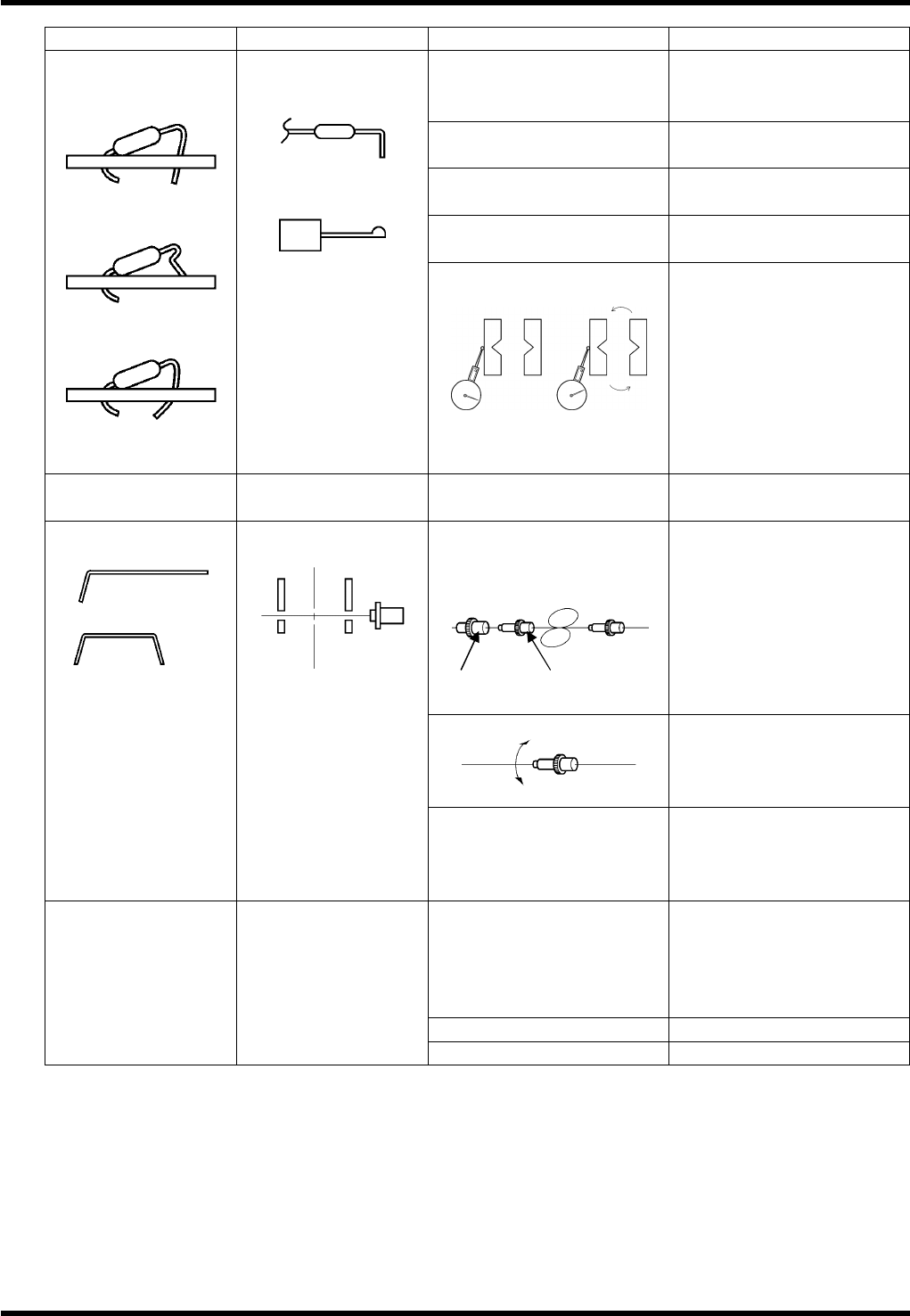
现象 1 现象 2 有可能的原因 排除方法
1. 插件部或切刀 (固定切刀
或移动切刀) 磨损,或间隙
调整不当。
换新或调整间隙。
2. 插入导轨在原点的宽度
不符标准值。
对准 WH 轴的原点。
3. 孔径比引线直径小。 查出引线直径与孔径的正确
数值关系。
4. 引线直径数据或跨距数据
不对。
输入正确数值。
3. 一端引线插入不良
(引线突起)
4. 检查引线断口发现
有毛刺。
5. 插入导轨中心偏移。
X方向 Y 方向
对准插件部的中心。
4. 插入错误大都发生
在同样的 Z 编号。
1. 参阅 1-3-3、4、5、6、7、
8、9。
1. 矫直装置和喷嘴调整不当
(要求的调整视 JW 的类型
而异)。
调整矫直装置。
调整喷嘴位置。
2. 插件头喷嘴调整不当。
调整插件头喷嘴位置。
5. JW 插入不良
1. J 供给 JW 不直。
3. JW 被卡住,所以不能顺利
供料 (放开滚子,从插件头
喷嘴中拉出跳线,检查供料
是否顺利。)
取下被卡住的跳线。
1. 推杆推入过度或没推足。 检查元件数据 (元件直径)
检查基板厚度数据是否正
确。
检查推杆高度调整是否正
确。
2. 砧度调整不当。 调整砧座高度。
6. 引线插入时过紧或
过松。
3. 弯折器调整不当。 调整弯折器接近的位置。
插件头喷嘴
喷嘴