操作手册.pdf - 第48页
AV131 操作手册 3.2 机器动 作 D79OCC-13- 100-A0 3.2- 7 动作简略图 说明 连续动作时, X- Y 工作台移 向下一区段 数据的位置。 插件头操作重复 步骤 4 至 6 。 若发生插入错误 ,按 M.ORG 来停止 操作。信号灯亮 。 在对基板处理过 程中切换到径 向部件 插入时, 插件头停 止在原位, 而且跳线 装置返回。 然后, 插件头开 始轴向元件 插入。 = 注意 = 完成老化后在跳 线第一插入…
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-6
插入跳线(选项)
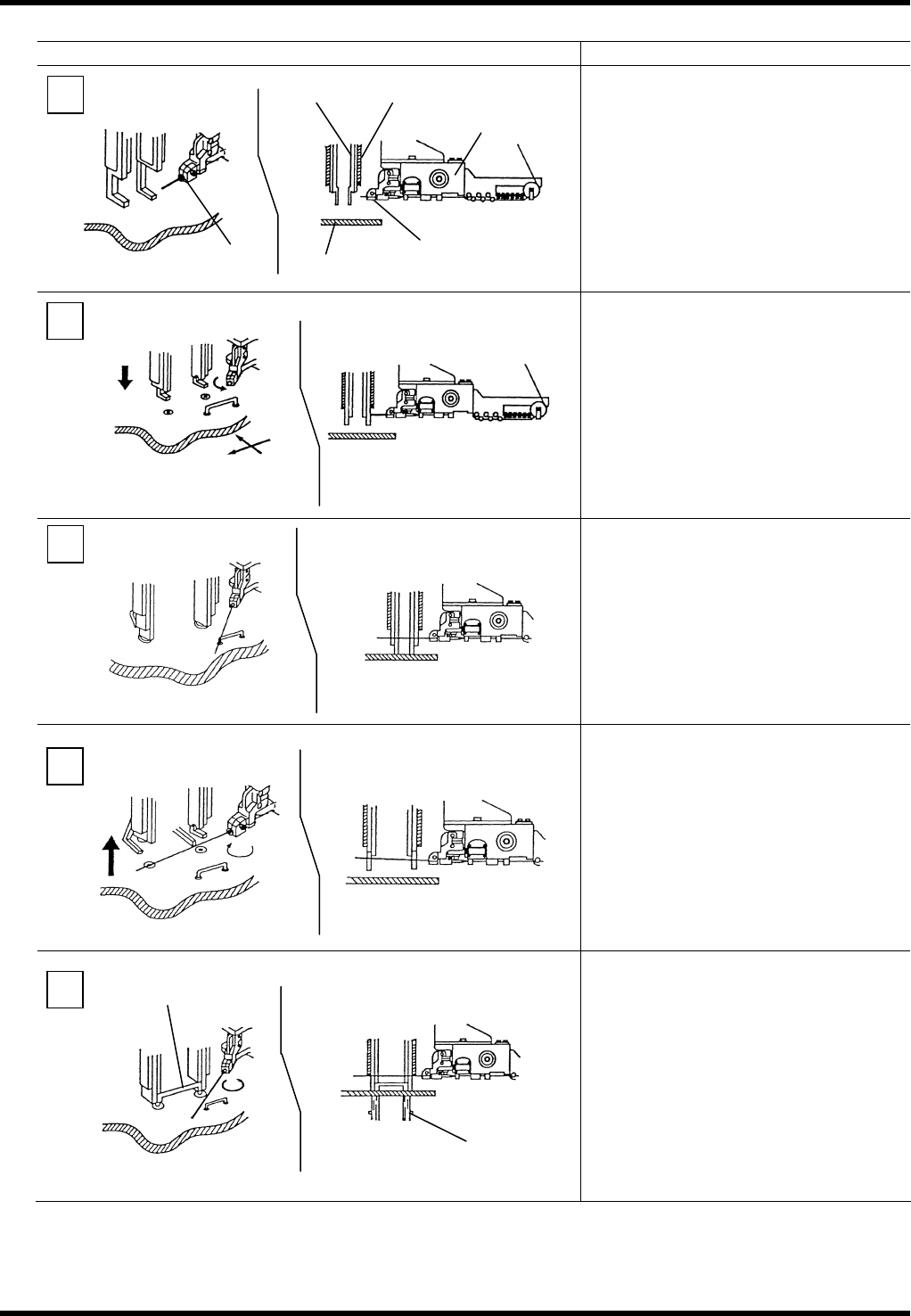
动作简略图 说明
X-Y 工作台移动,将基板置于正确的
位置。
当发出跳线插入指令时,X-Y 工作台运
动到跳线单元侧。
在跳线装置置于正确位置之后,插件头
开始旋转,开始插入。
插件头旋转时,喷嘴会通过凸轮操作向
外振荡。
在跳线供给同步位置,跳线进给一个插
入跨距。
插件头开始空转。
推进器和插入导板上升,振荡喷嘴朝推
进器和插入导板的方向旋转。
推进器和插入导板降低,折弯跳线,将
其插入到基板中。
在插入动作的同时吸嘴向外侧摇动,将
下一区段的跳线移送与插入跨距相当
的一段距离。
1
2
3
4
5
基板
喷嘴
推进器
插入导杆
喷嘴
跳线装置
XY 配置移动
基板
跳线
砧座部
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-7
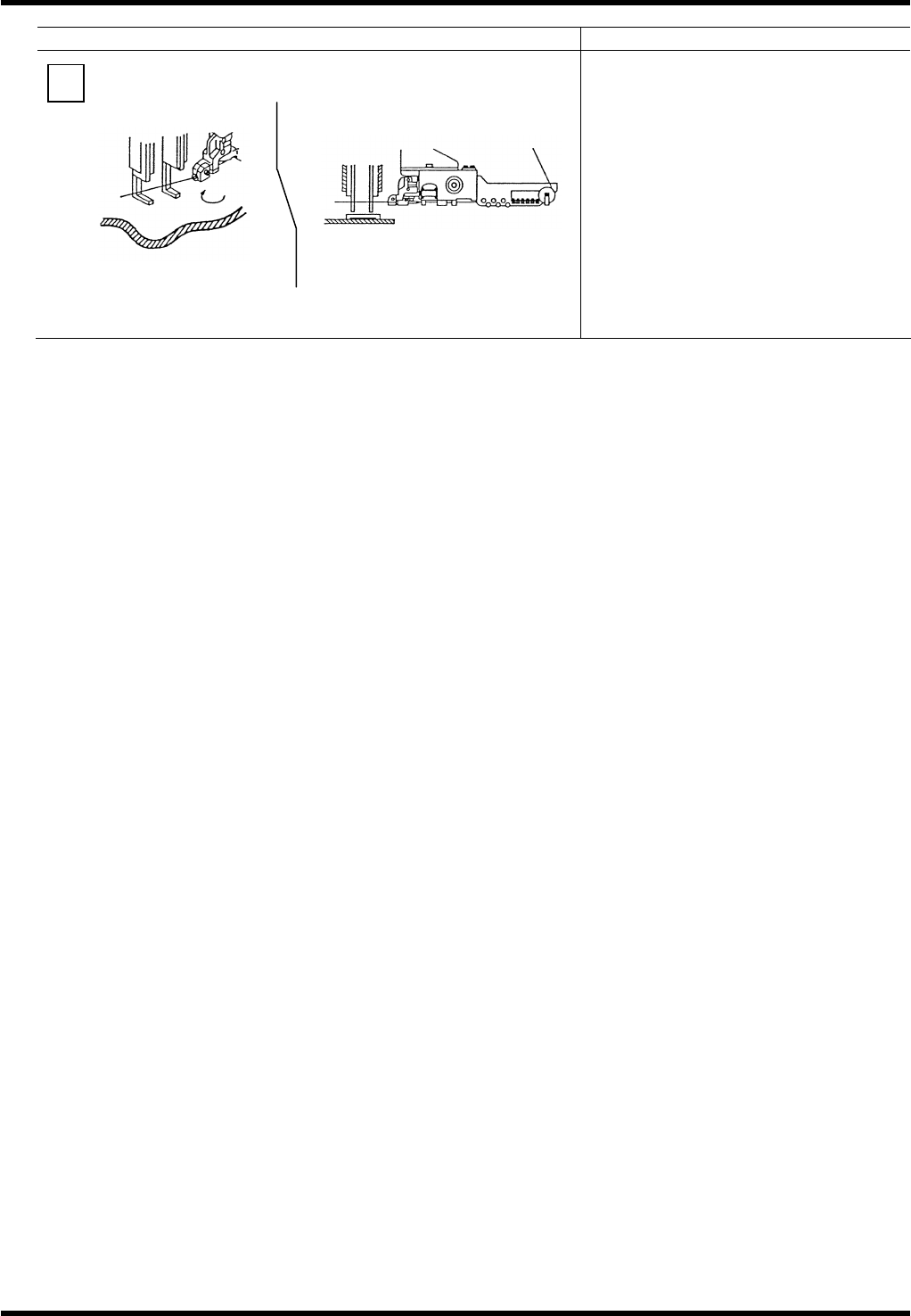
动作简略图 说明
连续动作时,X-Y 工作台移向下一区段
数据的位置。
插件头操作重复步骤 4 至 6。
若发生插入错误,按 M.ORG 来停止
操作。信号灯亮。
在对基板处理过程中切换到径向部件
插入时,插件头停止在原位,而且跳线
装置返回。然后,插件头开始轴向元件
插入。
=注意=
完成老化后在跳线第一插入点,可能会出现插入错误。
(这是因为跳线可能会根据老化的 NC 程序被切断。)
6
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-8
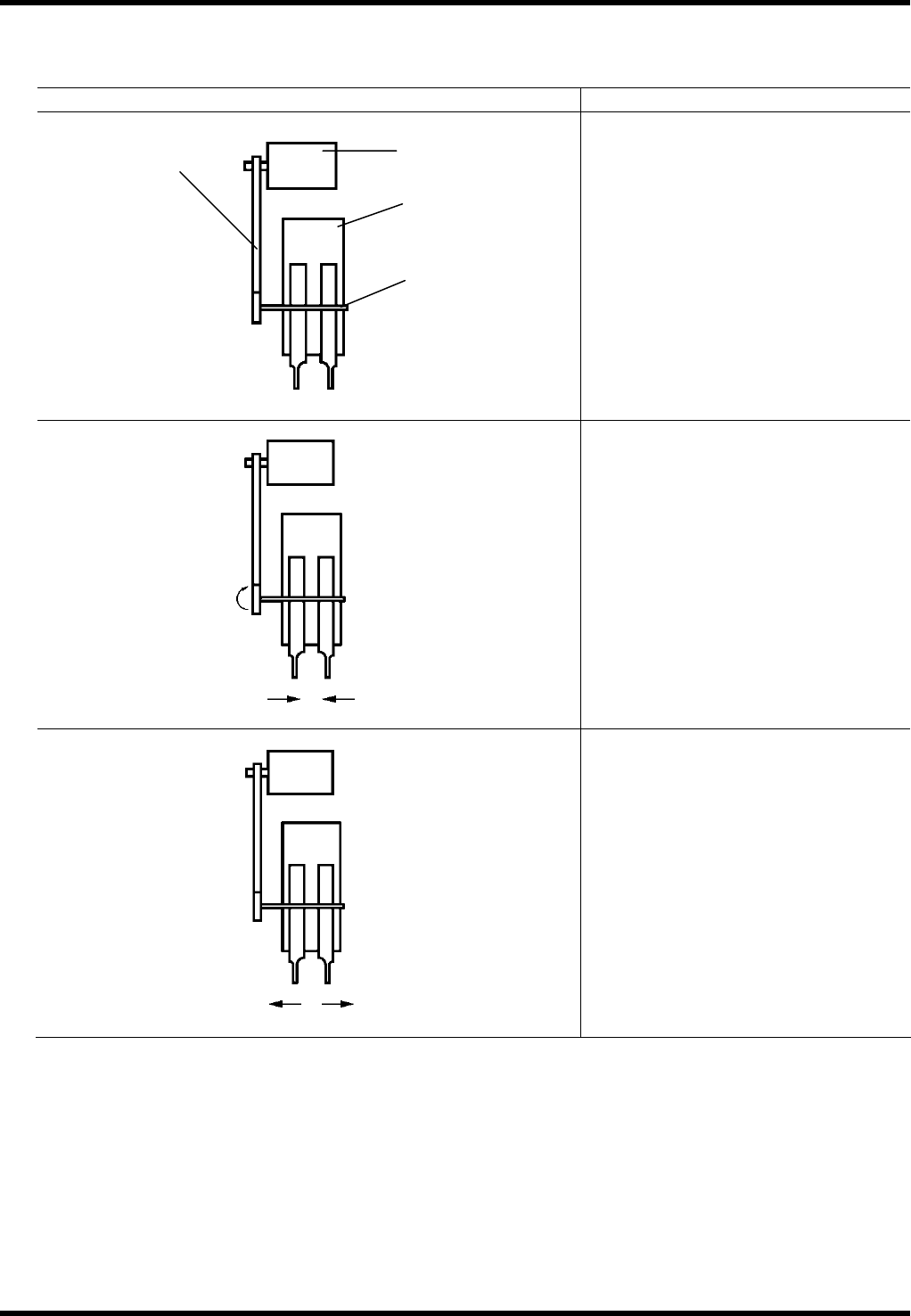
3.2.3 改变插入跨距
改变插件部和砧座部(WH 和 WA 轴)的插件跨距
动作简略图 说明
AC 伺服电机驱动皮带,皮带进而转动插
件部的球头螺钉。
(插件部和砧座部的工作状况相同)
在原点复归区段,插件部、砧座进行原点
复归。(在原始位置上插入跨距 P=5.00。)
生产时,根据 NC 数据移动插入的跨距。
AC 伺服电机
皮带
球头螺钉
插件部
砧座侧也相同