操作手册.pdf - 第52页
AV131 操作手册 3.2 机器动 作 D79OCC-13- 100-A0 3.2- 1 1 V 轴的设定和调整 原始插入高度设 定时, 应使插入头单 元的推杆能下行至 离基板底面 0. 6 mm 处。 ( 高度标准设定为 60 。 ) 因此当 V 轴返回它原始 位置时,插入 高度即为标 准高 度,即离基板底面 0. 6 mm 。 V 轴的数据大致可 由元件的本体 直径和引线直 径算出。 这些数据用于插 件机插入高度 的调整。 由…
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-10
3.2.4 改变插入高度(V 轴)
改变插入高度(V 轴)
动作简略图 说明
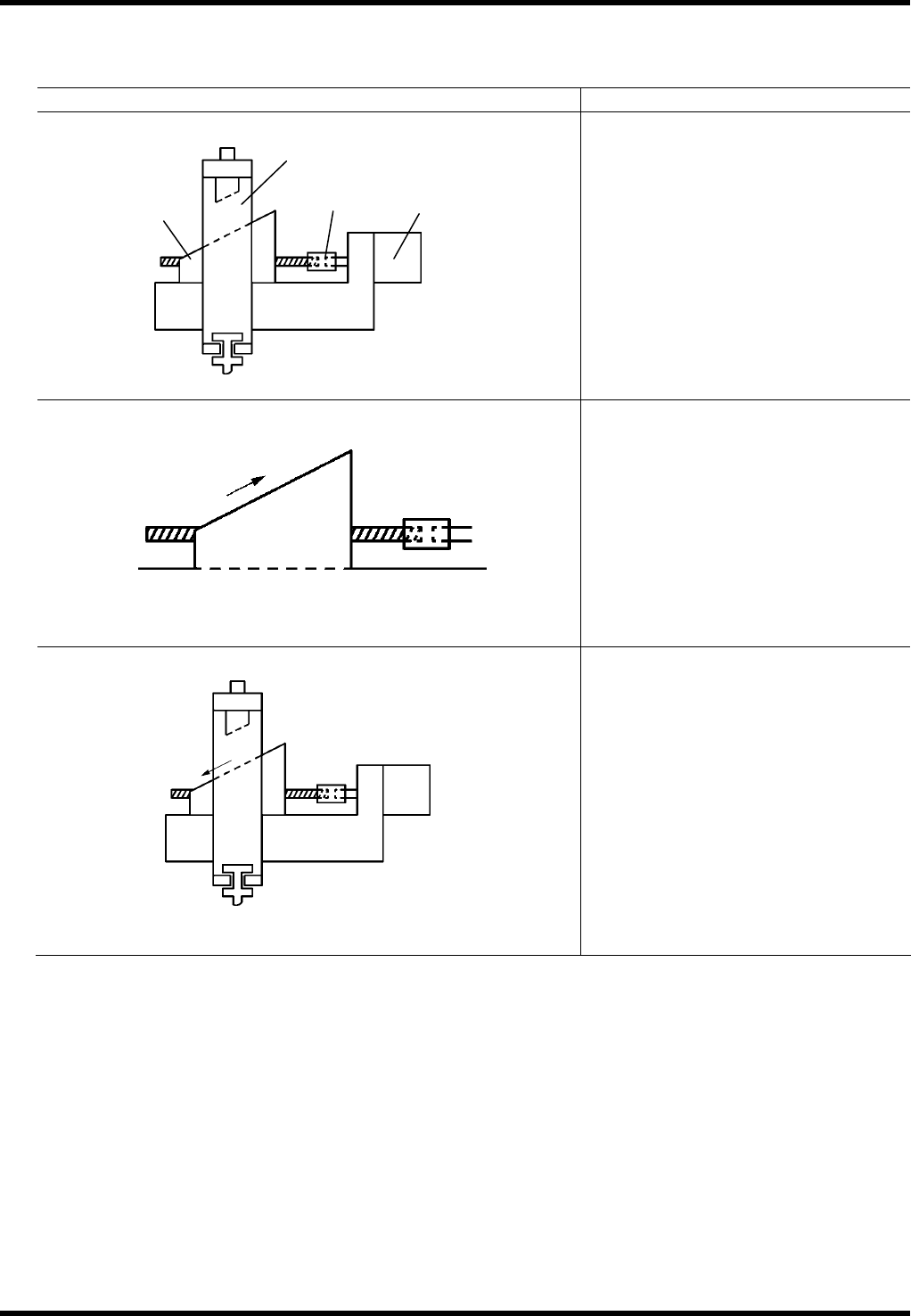
插入高度控制单元的结构如图所示。AC
伺服电机转动联轴节,进而移动插入高度
移动块,这样便改变了推杆的高度。
在原点复归区段进行原点复归动作。
生产时,根据 NC 数据改变插入高度。
插入轴
插入高度
移动块
AC 伺服电机
电机
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-11
V轴的设定和调整
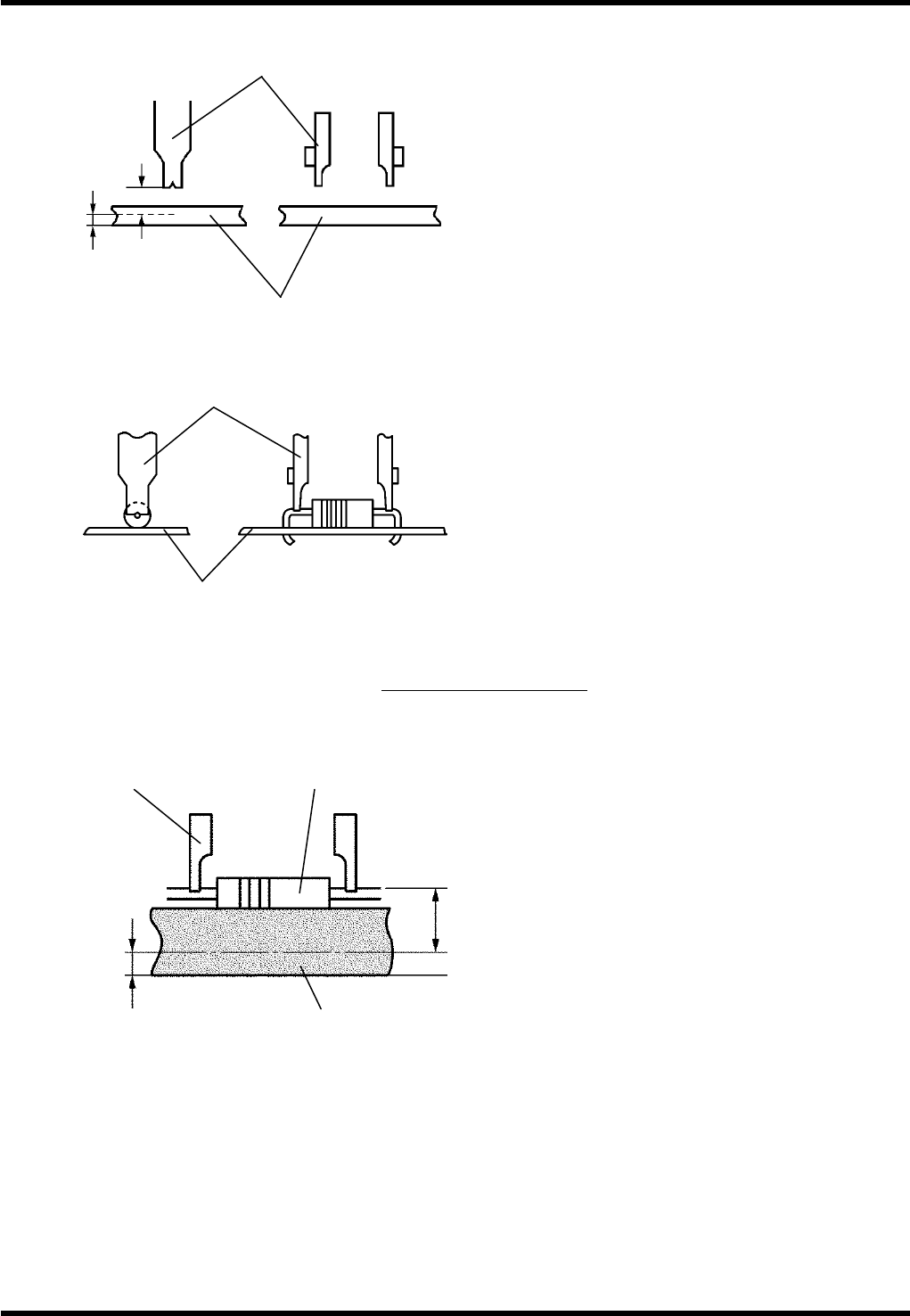
原始插入高度设定时,应使插入头单元的推杆能下行至
离基板底面 0.6 mm 处。
(高度标准设定为 60。)
因此当 V 轴返回它原始位置时,插入高度即为标准高
度,即离基板底面 0.6 mm。
V 轴的数据大致可由元件的本体直径和引线直径算出。
这些数据用于插件机插入高度的调整。
由于插件机应将元件推至它本体刚好碰到基板为止,所
以插件机必须根据元件本体直径改变推杆高度。
当设定插入高度时,控制器 (NC 单元) 进行以下计算。
=提示=
由于电子元件引线的弯折成形受它的材料、引线直径和插入跨距影响,有时必须将推进器高度调整得更低
些 (防止不平衡)。
* 减小元件直径的输入值。
(如果元件直径的输入值小 1 mm,则推进器高度的设定值可减去 0.5 mm。)
基板
推进器
(左侧)
(前侧)
插入高度
0.6 mm
推进器
基板
插入高度=
(元件直径+引线直径)
2
+ 基板厚度 - *推杆高度标准值
*推杆高度标准值= 60
带引线的元件
推杆
基板
推杆移动量
0.6 mm
AV131
操作手册
3.2 机器动作
D79OCC-13-100-A0
3.2-12
3.2.5 Z 轴 2 分割动作 (120 站规格)
Z 轴 2 分割后的 ZL、ZR 轴的动作中有 5 种动作模式,
可根据生产需要选择动作模式,并配置与各模式相符合的元件。
交换模式
在 ZL 供给部和 ZR 供给部都配置相同的元件。Z 轴选择时指定的 Z 供给部在生产过程中如出现元件用完情况时,
使 ZL 供给部与 ZR 供给部进行交换,使生产能继续进行的模式。
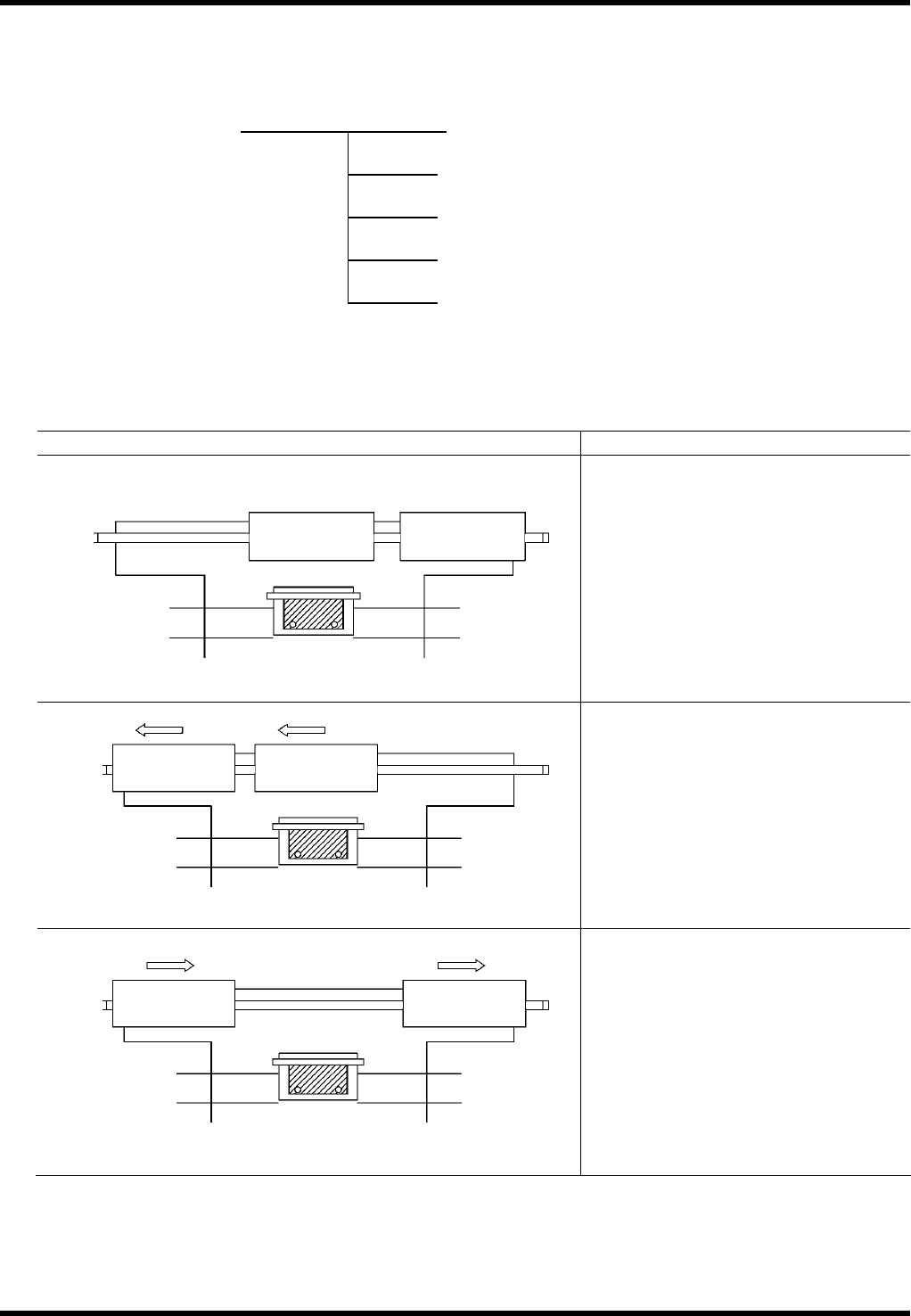
动作简略图 说明
由 ZL 供给元件,而 ZR 处于备用位置等
待。
当元件用完时,ZL 移到备用位置,而 ZR
移动至插件位置继续进行插件工作。
当 ZR 的元件用完时,它移到备用位置。
如果 ZL 已经补充好元件,它再移到插件
位置继续进行插件工作。
模式选择 交换模式
优先交换模式
连接模式
准备模式
交换连接模式
60 站设备
ZL 供给部
X-Y 工作台
60 站设备
ZR 供给部
下料器 上料器
X-Y 工作台
ZL 供给部 ZR 供给部
下料器
上料器
ZL 供给部
ZR 供给部
X-Y 工作台
下料器
上料器