SER04989020_YVL88II Service_J.pdf - 第132页
3- 111 SER04989020 調整 第 3 章 6 軸移動の再現性や部品の搭載精度を保つために、作動軸に関する下記の項目が正 しく設定されていなければなりません。 ■ 作動軸に関する調整項目 4A143602-05 項目 対象軸 設定値 マシンリファレンス 2次リミット ソフトリミット 初期位置 初期移動 35∼65% メカリミットより1.00mm内側の位置 メカリミットより0.50mm内…
3-
110
SER04989020
調整
第
3
章
6
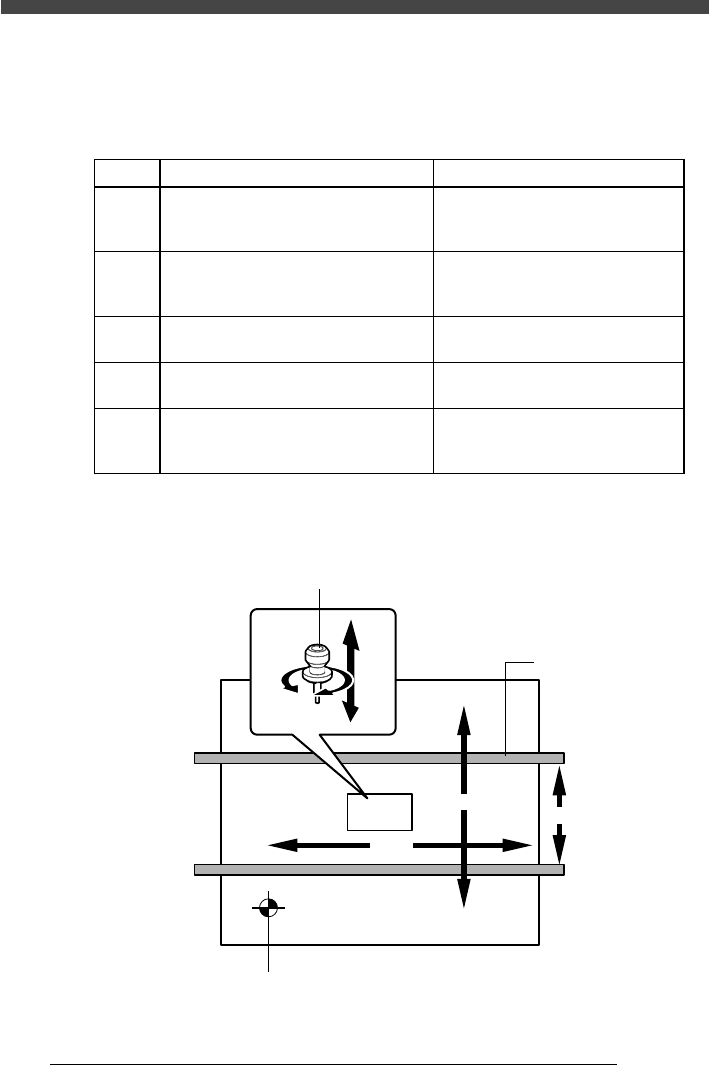
6. 作動軸部
本機の作動軸は、次の 5 つの軸から構成されています。
40443601-00
作動軸 機能 駆動方式
W軸
Z軸
X軸
Y軸
R軸
基板を搬送するコンベア幅を調整します。
ヘッド1と2のノズルシャフトを上昇・下
降させます。ヘッド1をZ1軸、ヘッド2を
をZ2軸と呼びます。
ヘッド部を基板搬送方向と平行(本体に向
かって左右方向)に移動させます。
ヘッド部を基板搬送方向と直角(本体に向
かって前後方向)に移動させます。
ヘッド1と2のノズルシャフトを回転させ
ます。ヘッド1をR1軸、ヘッド2をR2軸
と呼びます。
手動/ボールスクリューまたはACモ
ーター/ボールスクリュー
(オプション)
ACモーター/ラック&ピニオンギア
ACモーター/ボールスクリュー
ACモーター/ボールスクリュー
ACモーター/ベルトドライブ
■ 軸構成とプラス・マイナス方向(標準仕様)
20043625-00
+
Z-axis
R-axis
HEAD
–
+
+
–
–
+
–
+
–
X-axis
Y-axis
W-axis
ノズル
<後>
<前>
機械原点
コンベア
3-
111
SER04989020
調整
第
3
章
6
軸移動の再現性や部品の搭載精度を保つために、作動軸に関する下記の項目が正
しく設定されていなければなりません。
■ 作動軸に関する調整項目
4A143602-05
項目 対象軸
設定値
マシンリファレンス
2次リミット
ソフトリミット
初期位置
初期移動
35∼65%
メカリミットより1.00mm内側の位置
メカリミットより0.50mm内側の位置
メカリミットより1.00mm内側の位置
2次リミットより1.00mm内側の位置
2次リミットより1.00mm内側の位置
プラス側360˚の固定値
(原点復帰時のコンベア幅 − 0.5mm) にマイナス符号を付けた値
ノズルホルダーの板バネがX軸と平行になる角度
現在未使用、0.00に固定
W、Z、X、Y、R軸
X、Y軸
W軸
Z軸
X軸
Y軸
R軸
W軸
R軸
Z軸
n
要点
W軸の調整は、コンベア幅自動調整機能が付いているときだけ必要です。
3-
112
SER04989020
調整
第
3
章
6
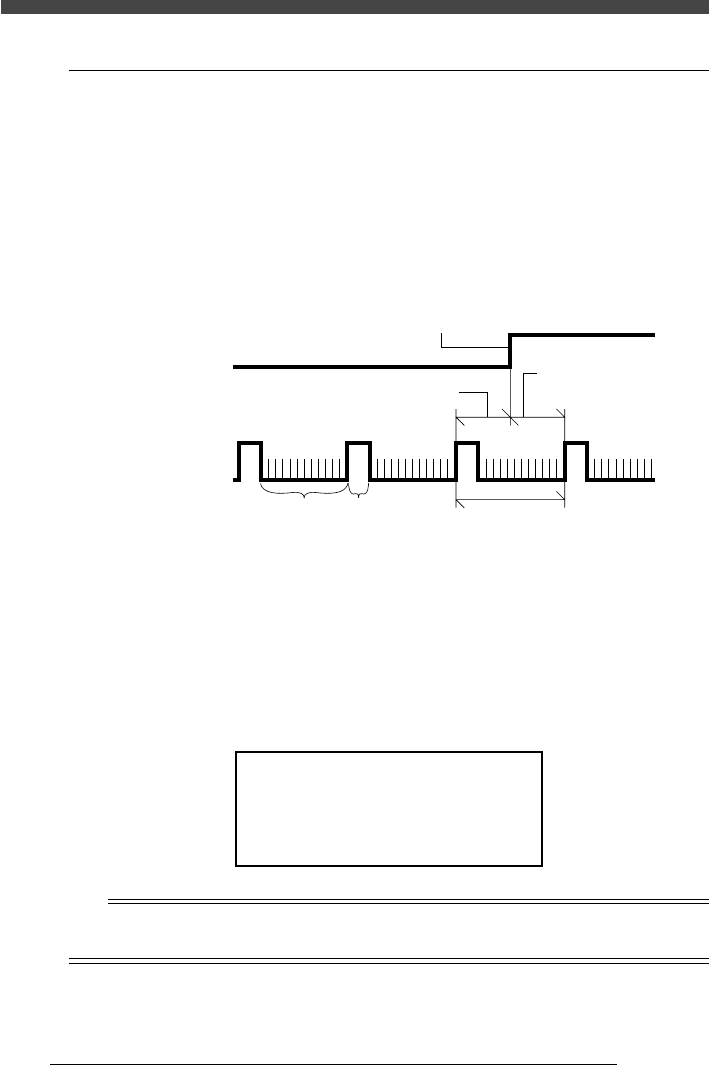
6.1 マシンリファレンス
各作動軸のモーターに組み込まれたエンコーダーは、モーターが1 回転するご
とに0 信号を発信します。マシンリファレンスは、原点復帰のときに原点信号
を感知してから次のエンコーダー0 信号を受信するまでの軸移動量(モーター回
転量)で、モーター1 回転に対する%で表されます。軸移動の再現精度を保つ
ために、マシンリファレンスは許容範囲内(35% ∼ 65%)に設定されていなけ
ればなりません。
■ マシンリファレンス
20043601-00
エンコーダ信号
原点センサ信号
原点信号
マシンリファレンス(Z軸)
モータ1回転
A,B相
ゼロ相
マシンリファレンス
(W, X, Y, R軸)
マシンリファレンスの設定を確認するには、「3/4/B6 原点復帰」にカ−ソルを
合わせ、 [SHIFT] + [ENTER]キーを押してください。原点復帰動作のあと、
各軸のマシンリファレンスがオペレーションモニターに表示されます。
hm
■ マシンリファレンス表示画面
60443602-00
マシンリファレンス 何かキーを押して下さい
X 1軸 = 55% Y 1軸 =
R21軸 =
Z11 軸 =48%
50%
50% Z21 軸 = 52%
R11軸 = 52% W 1軸 = 53%
n
要点
マシンリファレンスの許容範囲は35%∼65%です。この範囲から外れている場合は、調整が必要で
す。