SER04989020_YVL88II Service_J.pdf - 第137页
3- 116 SER04989020 調整 第 3 章 6 6.1.3 X 軸マシンリファレンスの調整 X 軸は、 モーター 1 回転当たりの移動量 20.00mm のボールスクリュー駆動で、 本体正面に向かって左右方向のヘッド移動を行います。X 軸の原点信号は、X 軸スライドテーブルの下側に取り付けられた灰色の原点センサーが、X 軸の左端 に位置する原点ドグに反応すると出力されます。X 軸マシンリファレンスを調整 する場合は、下記の手…

3-
115
SER04989020
調整
第
3
章
6
6
モーターを元の位置にはめ込みます。
ピニオンギアとラックギアを正しく噛み合わせてください。
このとき、モーターシャフトが回転しないように注意してください。
7
調整後、モーターの固定ボルト4 本を締め、保護カバーを取り
付けます。
マシンリファレンスが許容範囲に設定されていることを確認してください。
3-
116
SER04989020
調整
第
3
章
6
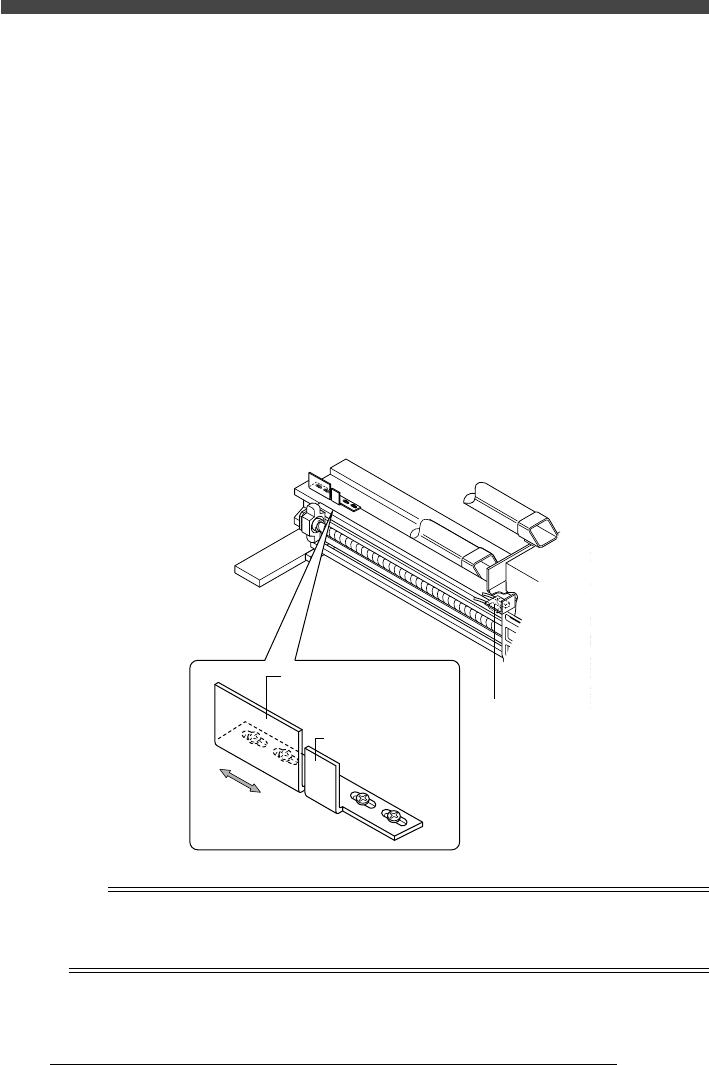
6.1.3 X軸マシンリファレンスの調整
X 軸は、モーター1 回転当たりの移動量 20.00mm のボールスクリュー駆動で、
本体正面に向かって左右方向のヘッド移動を行います。X 軸の原点信号は、X
軸スライドテーブルの下側に取り付けられた灰色の原点センサーが、X 軸の左端
に位置する原点ドグに反応すると出力されます。X 軸マシンリファレンスを調整
する場合は、下記の手順で行います。
e
1
非常停止ボタンを押します。
2
マシンリファレンスを調整します。
X 軸原点ドグの固定ネジを緩めて、原点ドグの取り付け位置を移動して調整し
てください。
マシンリファレンスを大きくする場合:原点ドグを右(A 方向)に移動する
マシンリファレンスを小さくする場合:原点ドグを左(B 方向)に移動する
■ X 軸マシンレファレンスの調整
20043621-00
原点ドグ
2次リミットドグ
X軸原点センサー
A
B
n
要点
原点ドグは大きくずらさないでください。(最大10mm)大きくずらすと別の区画で0信号を受信し
てしまい、リードの整数倍、原点位置が変化することがあります。原点ドグの移動 2mmで約10%
のマシンリファレンスが増減することを目安としてください。
3
調整後、原点ドグの固定ネジを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。
3-
117
SER04989020
調整
第
3
章
6
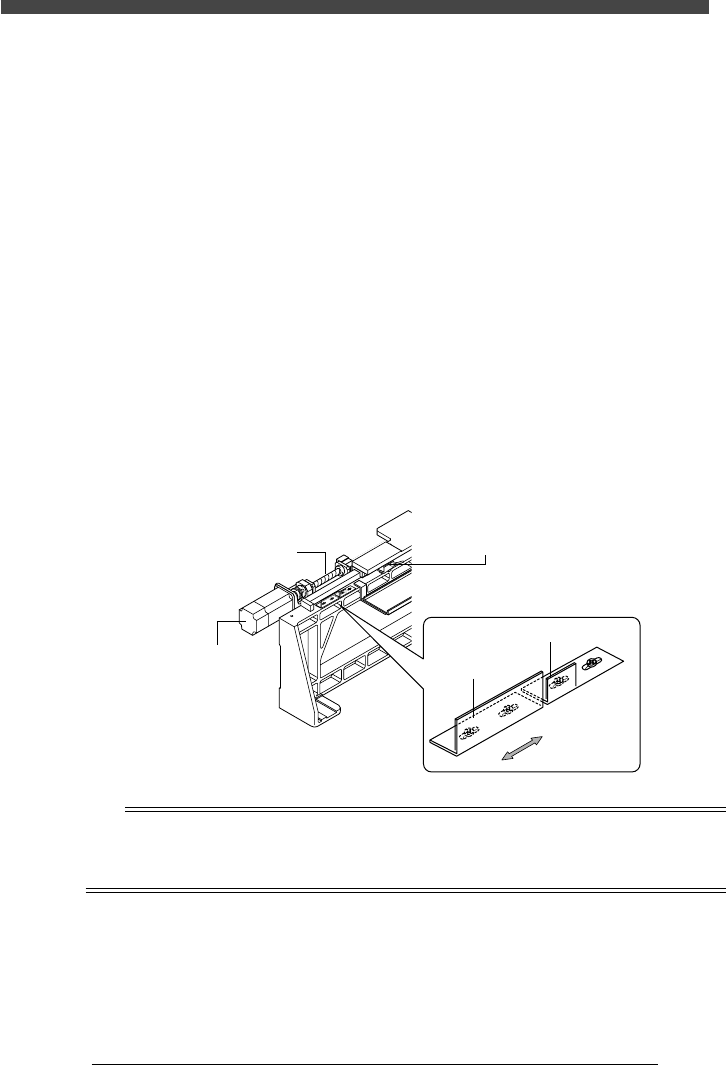
6.1.4 Y軸マシンリファレンスの調整
Y 軸は、モーター 1 回転当たりの移動量 20.00mmのボールスクリュー駆動で、
本体正面に向かって前後方向のヘッド移動を行います。Y 軸の原点信号は、本体
に向かって右側のY 軸スライドテーブルの下側に取り付けられた灰色の原点セ
ンサーが、Y 軸の手前端に位置する原点ドグに反応すると出力されます。Y 軸
マシンリファレンスを調整するときは、下記の手順で行います。
e
1
非常停止ボタンを押します。
2
マシンリファレンスを調整します。
Y 軸原点ドグの固定ネジを緩めて、原点ドグの取付位置を移動して調整してく
ださい。
マシンリファレンスを大きくする場合:原点ドグを奥方向(A 方向)に移動
する
マシンリファレンスを小さくする場合:原点ドグを手前方向(B 方向)に移
動する
■ Y 軸マシンレファレンスの調整
2A043612-01
原点検出ドグ
A
B
Y軸原点センサー
Y軸ボールスクリュー
Y軸モーターY
2次リミットドグ
n
要点
原点ドグは大きくずらさないでください。(最大10mm)大きくずらすと別の区画で0信号を受信し
てしまい、リードの整数倍、原点位置が変化することがあります。原点ドグの移動 2mmで約10%
のマシンリファレンスが増減することを目安としてください。
3
調整後、原点ドグの固定ネジを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。